Das könnte Ihnen auch gefallen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Opera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachineDokument34 SeitenOpera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachinerianrureNoch keine Bewertungen
- Cosasco Side-Stream AssemblyDokument3 SeitenCosasco Side-Stream AssemblyzulhimiRCSSBNoch keine Bewertungen
- Fineadjust Applicator Specification Sheet Order No. 63900-0100Dokument5 SeitenFineadjust Applicator Specification Sheet Order No. 63900-0100Amine MaaouiNoch keine Bewertungen
- 9802/5830 C1-1-1 Electrics, MachineDokument2 Seiten9802/5830 C1-1-1 Electrics, MachineАлексейNoch keine Bewertungen
- SW M Eng AbjDokument24 SeitenSW M Eng Abjcpj168Noch keine Bewertungen
- 0024 0025 Mag HT BULLETINDokument2 Seiten0024 0025 Mag HT BULLETINProyectos Ingelpo SpaNoch keine Bewertungen
- Bornera ZS4-S-T ABBDokument6 SeitenBornera ZS4-S-T ABBHector ArevaloNoch keine Bewertungen
- Manual Durometro DigitalDokument21 SeitenManual Durometro DigitalJaimeBernalSanchezNoch keine Bewertungen
- 2/2 Way Direct Acting Solenoid Valve: Uflow AutomationDokument4 Seiten2/2 Way Direct Acting Solenoid Valve: Uflow AutomationkarthikNoch keine Bewertungen
- Variable Speed Unit VARIMOT DF46: Sew-Eurodrive, IncDokument2 SeitenVariable Speed Unit VARIMOT DF46: Sew-Eurodrive, Inccarlos aguileraNoch keine Bewertungen
- Electric Machine js200Dokument3 SeitenElectric Machine js200Manuel felipe PalmaNoch keine Bewertungen
- InertiaDynamics FlangeMtBk303 SpecsheetDokument2 SeitenInertiaDynamics FlangeMtBk303 SpecsheetElectromateNoch keine Bewertungen
- Victaulic Flexible Hose Connecting To Regular Reliable SprinklerDokument27 SeitenVictaulic Flexible Hose Connecting To Regular Reliable SprinklerOwais AhmedNoch keine Bewertungen
- Manual Tong Typo CDokument3 SeitenManual Tong Typo CLeonardo Rachen RodriguezNoch keine Bewertungen
- Lead Free Brass Ball ValveDokument1 SeiteLead Free Brass Ball ValveS V RAJA LEHRYNoch keine Bewertungen
- 1SNC110001C0202 CH EDokument14 Seiten1SNC110001C0202 CH EvonnetNoch keine Bewertungen
- Accessories ESAB Gas Equipment Accessories: Spark LightersDokument4 SeitenAccessories ESAB Gas Equipment Accessories: Spark LightersDries VandezandeNoch keine Bewertungen
- .Alarm UL-FM - VikingDokument2 Seiten.Alarm UL-FM - VikingAhlan kpNoch keine Bewertungen
- DBL 80Dokument5 SeitenDBL 80MARIO SINISTERRANoch keine Bewertungen
- InertiaDynamics CBCouplings304 SpecsheetDokument2 SeitenInertiaDynamics CBCouplings304 SpecsheetElectromateNoch keine Bewertungen
- GF Elbow ZDokument2 SeitenGF Elbow ZLuis CarlosNoch keine Bewertungen
- Completion Report - Type IDokument1 SeiteCompletion Report - Type IAHMAD DZAKYNoch keine Bewertungen
- Reciprocating Saws 0815E 02Dokument4 SeitenReciprocating Saws 0815E 02agiepanjiNoch keine Bewertungen
- PP41 Rev.3Dokument1 SeitePP41 Rev.3Ashish ChackoNoch keine Bewertungen
- Weigh FeedersDokument10 SeitenWeigh Feedersprashant mishraNoch keine Bewertungen
- H 4300 Woltmann Meter M 190 Multi-Jet MeterDokument2 SeitenH 4300 Woltmann Meter M 190 Multi-Jet MeterMohammad ZeeshanNoch keine Bewertungen
- 9.1 Flodis DN 15 ... 20 MM, Manual Service, en PDFDokument12 Seiten9.1 Flodis DN 15 ... 20 MM, Manual Service, en PDFAnonymous HC0tWeNoch keine Bewertungen
- Olrl 602Dokument4 SeitenOlrl 602alejandro perezNoch keine Bewertungen
- Antena HFDokument7 SeitenAntena HFJuan TrilladoNoch keine Bewertungen
- D4 Product ManualDokument7 SeitenD4 Product ManualAndhi AerosupplyNoch keine Bewertungen
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionDokument12 SeitenTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezNoch keine Bewertungen
- Orifice Plate - Monobloc: DatasheetDokument8 SeitenOrifice Plate - Monobloc: Datasheetbiomed systechNoch keine Bewertungen
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDokument36 Seiten5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNoch keine Bewertungen
- Pe-Smr-1453-2464-01 (Cable Tray)Dokument2 SeitenPe-Smr-1453-2464-01 (Cable Tray)Cyros B. TorreonNoch keine Bewertungen
- Axeon Membrane Housings LDokument6 SeitenAxeon Membrane Housings Loky satrioNoch keine Bewertungen
- LPDA Technical DatabookDokument5 SeitenLPDA Technical DatabookTAUFIQ ARIEF NUGRAHANoch keine Bewertungen
- Alfra Rotabest Midi 5050 Operation ManualDokument13 SeitenAlfra Rotabest Midi 5050 Operation Manualsudofim2006Noch keine Bewertungen
- ภาพถ่ายหน้าจอ 2567-01-06 เวลา 12.21.58Dokument122 Seitenภาพถ่ายหน้าจอ 2567-01-06 เวลา 12.21.58จีรพจน์ ไทรทองคำNoch keine Bewertungen
- IFS Stancor SEW50 DatasheetDokument2 SeitenIFS Stancor SEW50 DatasheetMaruRojaNoch keine Bewertungen
- TermopozoDokument4 SeitenTermopozoLuis Guillermo Salinas CastilloNoch keine Bewertungen
- Spin-On Filters: FeaturesDokument2 SeitenSpin-On Filters: FeaturesRuben NunezNoch keine Bewertungen
- Backhoe - Boom and Swing TowerDokument3 SeitenBackhoe - Boom and Swing TowerNeftali FuentesNoch keine Bewertungen
- KastelDokument17 SeitenKastelMario PitaNoch keine Bewertungen
- Trommel615 Track Spare PartsDokument8 SeitenTrommel615 Track Spare PartsGiuro KralevNoch keine Bewertungen
- Grundfosliterature - CRI Ensambles 1 A 5Dokument17 SeitenGrundfosliterature - CRI Ensambles 1 A 5Rudo RockNoch keine Bewertungen
- Molex Maquina Terminales 2002181900-000Dokument8 SeitenMolex Maquina Terminales 2002181900-000FransoloNoch keine Bewertungen
- OWEN Underbalanced System - TC - TC-083-200Dokument4 SeitenOWEN Underbalanced System - TC - TC-083-200JoseAngelVillarViñolesNoch keine Bewertungen
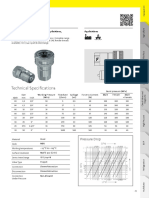
- Technical Specifications: Standard Couplings For Industrial Applications, ISO 7241-B Interchange. ApplicationsDokument5 SeitenTechnical Specifications: Standard Couplings For Industrial Applications, ISO 7241-B Interchange. ApplicationsJuan Manuel JorqueraNoch keine Bewertungen
- Grundfosliterature 79597Dokument19 SeitenGrundfosliterature 79597riskiriskNoch keine Bewertungen
- Trinity Touch On Delay Interval Single Function Analog TimerDokument2 SeitenTrinity Touch On Delay Interval Single Function Analog TimerManjappa DoddamaniNoch keine Bewertungen
- Line Strainer 4005: DN 10 Up To DN 65Dokument3 SeitenLine Strainer 4005: DN 10 Up To DN 65santhoshkrishnaNoch keine Bewertungen
- Technical Specifications: Standard Couplings For Agriculture, ISO 7241-A Interchange. ApplicationsDokument4 SeitenTechnical Specifications: Standard Couplings For Agriculture, ISO 7241-A Interchange. ApplicationsBreno RossiNoch keine Bewertungen
- Documento - MX Comp1Dokument10 SeitenDocumento - MX Comp1Mangesh BanaleNoch keine Bewertungen
- Service Manual: 5 Channel Power AmplifierDokument26 SeitenService Manual: 5 Channel Power AmplifierJesus FloresNoch keine Bewertungen
- Alfa Laval Shutter Valve Product Leaflet PDFDokument4 SeitenAlfa Laval Shutter Valve Product Leaflet PDFJohn Michea CortesNoch keine Bewertungen
- Technical Specifications: PlateDokument2 SeitenTechnical Specifications: PlateIgnacio LopezNoch keine Bewertungen
- Part List 501-c01Dokument2 SeitenPart List 501-c01Michael UnzuetaNoch keine Bewertungen
- Coiled Tubing Pig Catcher / Detector: BenefitsDokument1 SeiteCoiled Tubing Pig Catcher / Detector: BenefitsGade JyNoch keine Bewertungen
- Coiled Tubing Outline Connectors: WellventionDokument1 SeiteCoiled Tubing Outline Connectors: WellventionGade JyNoch keine Bewertungen
- Coil BenderDokument1 SeiteCoil BenderGade JyNoch keine Bewertungen
- SPE/IADC 37589 Pressure Integrity Test InterpretationDokument14 SeitenSPE/IADC 37589 Pressure Integrity Test InterpretationGade JyNoch keine Bewertungen
- 12 The Giving Tree - Shel SilversteinDokument2 Seiten12 The Giving Tree - Shel SilversteinGade JyNoch keine Bewertungen
- Shining A Light On Coiled Tubing PDFDokument10 SeitenShining A Light On Coiled Tubing PDFGade JyNoch keine Bewertungen
- Perodua Myvi Wiring Diagrams PDFDokument257 SeitenPerodua Myvi Wiring Diagrams PDFGade Jy100% (3)
- Texas Oil Tools: Product Service BulletinDokument2 SeitenTexas Oil Tools: Product Service BulletinGade JyNoch keine Bewertungen
- Blank Calc Sheet - Sand CleanoutDokument2 SeitenBlank Calc Sheet - Sand CleanoutGade Jy100% (1)
- Defects Per Capability Sigma Million Yield INDEX (CPK) LevelDokument1 SeiteDefects Per Capability Sigma Million Yield INDEX (CPK) LevelGade JyNoch keine Bewertungen
- Pages From Ashtanga Yoga As TaughtDokument1 SeitePages From Ashtanga Yoga As TaughtGade JyNoch keine Bewertungen
- Technical Manual - 2000 USG Horizontal Lined Acid TankDokument20 SeitenTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyNoch keine Bewertungen
- Week 1Dokument1 SeiteWeek 1Gade JyNoch keine Bewertungen
- Heat HXerDokument2 SeitenHeat HXerGade JyNoch keine Bewertungen
- Application Engineers - Completions SEADokument1 SeiteApplication Engineers - Completions SEAGade JyNoch keine Bewertungen
- How To Learn Any Language in Six MonthsDokument2 SeitenHow To Learn Any Language in Six MonthsGade JyNoch keine Bewertungen
- Shoulder Range of Motion Exercises PDFDokument4 SeitenShoulder Range of Motion Exercises PDFGade JyNoch keine Bewertungen
- List Doctors Hospitals-June09Dokument36 SeitenList Doctors Hospitals-June09Gade JyNoch keine Bewertungen
- Caterpillar JLG Parts ManualDokument320 SeitenCaterpillar JLG Parts ManualJuan Esteban Sloboda Aranguren100% (1)
- Noctua NH U12s ManualDokument6 SeitenNoctua NH U12s ManualJavier Torres MaldonadoNoch keine Bewertungen
- Flexco - Belt Scraper - U Type Installation Manual 2011Dokument28 SeitenFlexco - Belt Scraper - U Type Installation Manual 2011nathan_banks_14Noch keine Bewertungen
- 19 Fire SuppressionDokument134 Seiten19 Fire SuppressionvolkerNoch keine Bewertungen
- 2.2 Analysis of Tension Members Part 2Dokument37 Seiten2.2 Analysis of Tension Members Part 2Patricia TungpalanNoch keine Bewertungen
- 250 SX-F Roczen Replica 2012: Spare Parts Manual: ChassisDokument36 Seiten250 SX-F Roczen Replica 2012: Spare Parts Manual: ChassischarlesNoch keine Bewertungen
- Jet-Lube Reeves Paper PVP2011-57406 Rev 5Dokument6 SeitenJet-Lube Reeves Paper PVP2011-57406 Rev 5Oliver KrausNoch keine Bewertungen
- 2214 With Hino 6ETI BS II EngineDokument249 Seiten2214 With Hino 6ETI BS II EngineBhawani Copy0% (1)
- Kopilya 8x80mmDokument2 SeitenKopilya 8x80mmmohamed bakryNoch keine Bewertungen
- Galvanizing Design ManualDokument38 SeitenGalvanizing Design ManualHermanManru100% (1)
- ASTM F 467m-03aDokument9 SeitenASTM F 467m-03aJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Bolt ConnectionDokument98 SeitenBolt ConnectiondanessatiriaNoch keine Bewertungen
- EFC ActuatorDokument4 SeitenEFC ActuatorRonald BoocNoch keine Bewertungen
- Fastener Weight ChartDokument9 SeitenFastener Weight ChartTricolor C ANoch keine Bewertungen
- Focus: Ultrasonic Testing of Anchor BoltsDokument5 SeitenFocus: Ultrasonic Testing of Anchor BoltsMANAN BELANINoch keine Bewertungen
- 1 4444444product Card IKON ExtrusionDokument4 Seiten1 4444444product Card IKON ExtrusionМихаил ПоповNoch keine Bewertungen
- Epcdh6m11d0003 en GeneralDokument127 SeitenEpcdh6m11d0003 en GeneralDan RosoiuNoch keine Bewertungen
- Engineering DrawingDokument1 SeiteEngineering DrawingDreamtech PressNoch keine Bewertungen
- Irrigation Parts Breakout Book PDFDokument385 SeitenIrrigation Parts Breakout Book PDFElena FiermonteNoch keine Bewertungen
- Understanding - Unbrako Fasteners (Technical Brochure)Dokument48 SeitenUnderstanding - Unbrako Fasteners (Technical Brochure)pavan_jssatebNoch keine Bewertungen
- Fe 14192 Ir 860456664 Systimax 360g2 Combination Shelf Installation Procedure PDokument18 SeitenFe 14192 Ir 860456664 Systimax 360g2 Combination Shelf Installation Procedure PkarimNoch keine Bewertungen
- Tiny Shipping Container Home PDFDokument21 SeitenTiny Shipping Container Home PDFDaniel GarzonNoch keine Bewertungen
- Design Procedure For Aes He PDFDokument30 SeitenDesign Procedure For Aes He PDFRyan Goh Chuang HongNoch keine Bewertungen
- Parts Manual KX250F11Dokument78 SeitenParts Manual KX250F11Tony RouillonNoch keine Bewertungen
- Air Compressor V150Dokument385 SeitenAir Compressor V150Palm Lukasz100% (5)
- 2 Ton DumperDokument56 Seiten2 Ton DumpersengottaiyanNoch keine Bewertungen
- Lead Calibration With MictracDokument12 SeitenLead Calibration With Mictracfajar_92100% (1)
- Promocion Bgs Technic 2016Dokument36 SeitenPromocion Bgs Technic 2016HERRAPRONoch keine Bewertungen
- Jost Landing Gear ManualDokument8 SeitenJost Landing Gear ManualBRIJITHNoch keine Bewertungen
- SS250Dokument70 SeitenSS250jrsauveNoch keine Bewertungen