Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Introduction To Mechanical Engineering DesignDokument16 SeitenIntroduction To Mechanical Engineering DesignAziful AiemanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Chapter 5 - Org & HRMDokument50 SeitenChapter 5 - Org & HRMAziful AiemanNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- 5a - Welding Metallurgy of Carbon SteelDokument16 Seiten5a - Welding Metallurgy of Carbon SteelAziful AiemanNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 7.1 Environmental Quality ActDokument20 Seiten7.1 Environmental Quality ActAziful AiemanNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Topic T1: Mass, Momentum and Energy AUTUMN 2013Dokument32 SeitenTopic T1: Mass, Momentum and Energy AUTUMN 2013Aziful AiemanNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Etr - Siti Zubaidah Azizan M at 14 - 5Dokument5 SeitenEtr - Siti Zubaidah Azizan M at 14 - 5Aziful AiemanNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Misrun Defects 2. Cut and Washes Defects: Results Type of DefectDokument2 SeitenMisrun Defects 2. Cut and Washes Defects: Results Type of DefectAziful AiemanNoch keine Bewertungen
- 7.4 Employment Act and RegulationDokument63 Seiten7.4 Employment Act and RegulationAziful AiemanNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Chapter 2 MEC600Dokument50 SeitenChapter 2 MEC600Aziful AiemanNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Dokument1 Seite2 6 0 Top View Scale: 1:4 Isometric View Scale: 1:4Aziful AiemanNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- (BLADE) Inner BladeDokument1 Seite(BLADE) Inner BladeAziful AiemanNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Top View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Dokument1 SeiteTop View Scale: 1:1 4 8 - 2 5 Isometric View Scale: 1:1Aziful AiemanNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
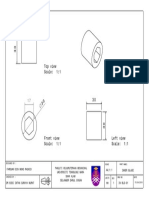
- FunnelDokument1 SeiteFunnelAziful AiemanNoch keine Bewertungen
- Top View Scale: 1:3 Isometric View Scale: 1:3Dokument1 SeiteTop View Scale: 1:3 Isometric View Scale: 1:3Aziful AiemanNoch keine Bewertungen
- (BLADE) New Shredder BladeDokument1 Seite(BLADE) New Shredder BladeAziful AiemanNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shredder HousingDokument1 SeiteShredder HousingAziful AiemanNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 2nd Presentation ReportDokument14 Seiten2nd Presentation ReportAziful AiemanNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
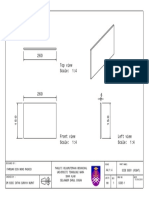
- (BOX) Rear BodyDokument1 Seite(BOX) Rear BodyAziful AiemanNoch keine Bewertungen
- "The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringDokument2 Seiten"The Alpha Truck" Progress Report: Em220: Bachelor of Mechanical EngineeringAziful AiemanNoch keine Bewertungen
- New CO5b - MEC532 Progress Assessment Form 2Dokument1 SeiteNew CO5b - MEC532 Progress Assessment Form 2Aziful AiemanNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Expectorant SDokument5 SeitenExpectorant SBob Villa Fisher CaplanNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Cambridge International General Certificate of Secondary EducationDokument16 SeitenCambridge International General Certificate of Secondary EducationAdam GhaliNoch keine Bewertungen
- IodometryDokument4 SeitenIodometryRenol ArnevNoch keine Bewertungen
- Analysis Presentation 1Dokument12 SeitenAnalysis Presentation 1Muhammad Hussain KhalilNoch keine Bewertungen
- Chapter 13 Multiple-Choice QuestionsDokument16 SeitenChapter 13 Multiple-Choice Questionsteresa tsoiNoch keine Bewertungen
- 05 - Periodic ClassificationDokument29 Seiten05 - Periodic ClassificationSamveg ClassesNoch keine Bewertungen
- Ionic Bonding Dot and Cross WorksheetDokument2 SeitenIonic Bonding Dot and Cross WorksheetBasra AbdillahiNoch keine Bewertungen
- Chemistry SparknotesDokument12 SeitenChemistry Sparknotesapi-287852328Noch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Engineering Metallurgy Chapter 5Dokument28 SeitenEngineering Metallurgy Chapter 5Mayur SatputeNoch keine Bewertungen
- ENG2223 PAM Tutorial 2 SolutionDokument5 SeitenENG2223 PAM Tutorial 2 SolutionCovyn YongNoch keine Bewertungen
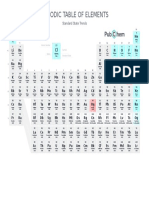
- Periodic Table of ElementsDokument1 SeitePeriodic Table of Elementsteknologipangan bthNoch keine Bewertungen
- Ductile IronDokument2 SeitenDuctile Ironpraval84Noch keine Bewertungen
- EAPCETDokument2 SeitenEAPCETP. Phani prasadNoch keine Bewertungen
- What Is Periodic TableDokument19 SeitenWhat Is Periodic TableAli AkbarNoch keine Bewertungen
- Science 8 3RD Quater Exam ReviewerDokument6 SeitenScience 8 3RD Quater Exam ReviewerCrafter CaptsNoch keine Bewertungen
- Law of Definite Proportions Lab ReportDokument3 SeitenLaw of Definite Proportions Lab Reportrinkeanmark50% (2)
- Class 10 Mid Exam 2019Dokument12 SeitenClass 10 Mid Exam 2019Khalid HassanNoch keine Bewertungen
- Metals and Non Metals ExcDokument3 SeitenMetals and Non Metals ExcGaurav BatraNoch keine Bewertungen
- LME Zinc FactsheetDokument6 SeitenLME Zinc FactsheetOscar Zuñiga SolariNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- AnaChem ProblemsDokument4 SeitenAnaChem ProblemsGarcia RaphNoch keine Bewertungen
- Manganese Price Jan MarDokument2 SeitenManganese Price Jan Marsharath_medishettyNoch keine Bewertungen
- Price List: Fans Home Appliances Lighting SwitchgearDokument10 SeitenPrice List: Fans Home Appliances Lighting SwitchgearYashwanth KrishnanNoch keine Bewertungen
- Ionic vs. Covalent Bonding Lab InvestigationDokument3 SeitenIonic vs. Covalent Bonding Lab InvestigationLeslieNoch keine Bewertungen
- Unit 2 The Components of MatterDokument106 SeitenUnit 2 The Components of MatterlmaohelloxdNoch keine Bewertungen
- CopperDokument6 SeitenCoppershubhangi garg100% (1)
- Natural Science 3: MatterDokument7 SeitenNatural Science 3: MatterEchuserang FrogletNoch keine Bewertungen
- BKB Ha0402Dokument203 SeitenBKB Ha0402Rashedul IslamNoch keine Bewertungen
- Code of Scheduled WasteDokument6 SeitenCode of Scheduled WasteBazlaa HasmanNoch keine Bewertungen
- Astm G1 - 03 - Evaluating Corrossion PDFDokument9 SeitenAstm G1 - 03 - Evaluating Corrossion PDFVasu RajaNoch keine Bewertungen
- Chapter 2, 3Dokument35 SeitenChapter 2, 3silvanyangelliong2Noch keine Bewertungen