Das könnte Ihnen auch gefallen
- Cours STRATEGIE DE MAINTENANCE PDFDokument67 SeitenCours STRATEGIE DE MAINTENANCE PDFamekhzoumi80% (5)
- Jeusupplychainlogistique2017 170510090709Dokument56 SeitenJeusupplychainlogistique2017 170510090709Seif HabbachiNoch keine Bewertungen
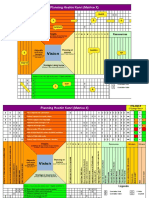
- Exemple Matrice XDokument2 SeitenExemple Matrice XNouri OussamaNoch keine Bewertungen
- Illusions D'optiqueDokument2 SeitenIllusions D'optiqueThỏTúiNoch keine Bewertungen
- La Littérature Comparée - Yves ChevrelDokument99 SeitenLa Littérature Comparée - Yves ChevrelCharlotte Wang100% (1)
- Cours M2302-1617 PDFDokument12 SeitenCours M2302-1617 PDFbenkNoch keine Bewertungen
- Document Fomation-Oim-Le Jugement D'allureDokument3 SeitenDocument Fomation-Oim-Le Jugement D'alluretoumi_omarNoch keine Bewertungen
- Le QRQCDokument4 SeitenLe QRQCbouazizi_sNoch keine Bewertungen
- SMED Single Minute Exchange of DieDokument4 SeitenSMED Single Minute Exchange of Diedrissic100% (3)
- 03-Amenagement - Etude Méthodes PDFDokument52 Seiten03-Amenagement - Etude Méthodes PDFdinoNoch keine Bewertungen
- Les 8 Principes de Management de La QualitéDokument6 SeitenLes 8 Principes de Management de La QualitéwayNoch keine Bewertungen
- Document Fomation-Oim-Type de ChronometrageDokument4 SeitenDocument Fomation-Oim-Type de Chronometragetoumi_omarNoch keine Bewertungen
- Cours Maitrise Du Temps Et Gestion Des PrioritesDokument6 SeitenCours Maitrise Du Temps Et Gestion Des PrioritesKhaled KalaiNoch keine Bewertungen
- Chapitre Vi Le Management de La QualiteDokument10 SeitenChapitre Vi Le Management de La QualiteMouhamed SyllaNoch keine Bewertungen
- ROgraphesDokument22 SeitenROgraphesbolowiveNoch keine Bewertungen
- LivreDokument16 SeitenLivredarlanneNoch keine Bewertungen
- CoûtqualitédélaiDokument30 SeitenCoûtqualitédélaiBrun GrandNoch keine Bewertungen
- NQADokument4 SeitenNQALa RiketaNouNoch keine Bewertungen
- Les Temps PrédéterminésDokument7 SeitenLes Temps PrédéterminésO'zSama100% (2)
- Cours Qualité - Chapitre 2Dokument30 SeitenCours Qualité - Chapitre 2Bouthayna Hajji100% (1)
- Comptabilite Analytique Et Controle de Gestion PDFDokument104 SeitenComptabilite Analytique Et Controle de Gestion PDFRabiadz SoufNoch keine Bewertungen
- 2 5sDokument30 Seiten2 5sImad NakhiNoch keine Bewertungen
- La Méthode 8D by ZozoDokument4 SeitenLa Méthode 8D by Zozoadult tubeNoch keine Bewertungen
- ImplantationDokument61 SeitenImplantationlelibNoch keine Bewertungen
- Cours de Gestion de ProductionDokument25 SeitenCours de Gestion de ProductionAmir Ben CharkiNoch keine Bewertungen
- Produire Juste-A-temps en Petites SeriesDokument380 SeitenProduire Juste-A-temps en Petites Seriesjfpansard7730Noch keine Bewertungen
- Examen Management de ProjetDokument7 SeitenExamen Management de ProjetMohamed Lahmidi YkNoch keine Bewertungen
- Chapitre 02-MRP2 (Mode de Compatibilité)Dokument25 SeitenChapitre 02-MRP2 (Mode de Compatibilité)fhfhbfhgcbfghdh100% (1)
- FMD1Dokument16 SeitenFMD1mnassri houcineNoch keine Bewertungen
- Gestion de La Qualité Du Projet de ConstructionDokument9 SeitenGestion de La Qualité Du Projet de ConstructionreghouacheNoch keine Bewertungen
- Total Productive ManagementDokument46 SeitenTotal Productive ManagementmcmaniacNoch keine Bewertungen
- 4 - La Mesure Par Échantillonnage: 3 - La Mesure Du Temps de Travail (13 Articles) : Standardisation: Articles: Accueil - WikiLeanDokument3 Seiten4 - La Mesure Par Échantillonnage: 3 - La Mesure Du Temps de Travail (13 Articles) : Standardisation: Articles: Accueil - WikiLeanmilou88Noch keine Bewertungen
- Lexique LEANDokument23 SeitenLexique LEANZW FniNoch keine Bewertungen
- Chp1 GEAL 2019Dokument41 SeitenChp1 GEAL 2019Lamyae AZRIOUALNoch keine Bewertungen
- GESTION DE PRODUCTION - CopieDokument25 SeitenGESTION DE PRODUCTION - CopieFranckNoch keine Bewertungen
- Man 5S BureauDokument66 SeitenMan 5S BureauRudolf Ambazo100% (1)
- Total Productive Maintenance: Présenté ParDokument54 SeitenTotal Productive Maintenance: Présenté ParRiad BachaNoch keine Bewertungen
- Ordonncement 2021 2022 Chapitre 1Dokument57 SeitenOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- 16-La Gpao PDFDokument32 Seiten16-La Gpao PDFAhmed MoujaneNoch keine Bewertungen
- SMEDDokument10 SeitenSMEDFatimaezzahra JihaouiNoch keine Bewertungen
- Cours GPIDokument20 SeitenCours GPIimeneNoch keine Bewertungen
- Application of Lean SigmaDokument98 SeitenApplication of Lean SigmaHamid HamidNoch keine Bewertungen
- LEAN FiDokument38 SeitenLEAN Fibriki samahNoch keine Bewertungen
- L Audit QualiteDokument43 SeitenL Audit QualiteAyour IfaouneNoch keine Bewertungen
- Séance 3. Et Lean Manufacturing. JAT Et LM. Séance 3 - Juste À Temps Et Total Quality Management. Corine BardelDokument35 SeitenSéance 3. Et Lean Manufacturing. JAT Et LM. Séance 3 - Juste À Temps Et Total Quality Management. Corine BardelAnass CherrafiNoch keine Bewertungen
- Reference BibliographiqueDokument2 SeitenReference BibliographiqueKader KaderNoch keine Bewertungen
- Planification Intégrée de La Maintenance Et Gestion Des Coûts RMDokument5 SeitenPlanification Intégrée de La Maintenance Et Gestion Des Coûts RMMahamadou Diarra100% (1)
- Etat de L'artDokument3 SeitenEtat de L'artSarah SebâaNoch keine Bewertungen
- KPI LeanDokument2 SeitenKPI LeanCamille EmakamNoch keine Bewertungen
- Kanban Exo3Dokument1 SeiteKanban Exo3Taha MaidenNoch keine Bewertungen
- Cours Gestion de ProductionDokument242 SeitenCours Gestion de ProductionSolenn RenauxNoch keine Bewertungen
- Document Fomation Oim Demarche 8dDokument3 SeitenDocument Fomation Oim Demarche 8dtoumi_omarNoch keine Bewertungen
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsVon EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsNoch keine Bewertungen
- Le management municipal, Tome 2: Les défis de l'intégration localeVon EverandLe management municipal, Tome 2: Les défis de l'intégration localeNoch keine Bewertungen
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounVon EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounNoch keine Bewertungen
- La méthode Kanban: Optimiser le flux de travail pour une productivité maximaleVon EverandLa méthode Kanban: Optimiser le flux de travail pour une productivité maximaleNoch keine Bewertungen
- Anglais Visuel 1 - Hiver et Printemps - 250 images, 250 mots et des exemples de phrases - L’Anglais facile a lire: Anglais Visuel, #1Von EverandAnglais Visuel 1 - Hiver et Printemps - 250 images, 250 mots et des exemples de phrases - L’Anglais facile a lire: Anglais Visuel, #1Noch keine Bewertungen
- Métier de gestionnaire public: Nouveaux rôles, nouvelles fonctions, nouveaux profilsVon EverandMétier de gestionnaire public: Nouveaux rôles, nouvelles fonctions, nouveaux profilsNoch keine Bewertungen
- L'Analyse Pestel: Comprendre l’environnement macroéconomique externe d'une entrepriseVon EverandL'Analyse Pestel: Comprendre l’environnement macroéconomique externe d'une entrepriseNoch keine Bewertungen
- AFPMA - Amliorer La Performance Des Postes de Travail Par Le TRAVAIL STANDARDDokument2 SeitenAFPMA - Amliorer La Performance Des Postes de Travail Par Le TRAVAIL STANDARDiraoui jamal (Ebay)Noch keine Bewertungen
- Cours N° 01 Et 02 Notions Élémentaires Sur L'organisation de Chantier. Module Org Des Chan 3èmeGCDokument16 SeitenCours N° 01 Et 02 Notions Élémentaires Sur L'organisation de Chantier. Module Org Des Chan 3èmeGCjohn cambixNoch keine Bewertungen
- Gammes Maintenance Preventive MAERADokument4 SeitenGammes Maintenance Preventive MAERAAymen HssainiNoch keine Bewertungen
- TP Initiation Au Fraisage CN PDFDokument9 SeitenTP Initiation Au Fraisage CN PDFAymen HssainiNoch keine Bewertungen
- 120 - Couts de Maintenance - Prof - Retour Sur InvestissemenDokument8 Seiten120 - Couts de Maintenance - Prof - Retour Sur InvestissemenAymen Hssaini100% (1)
- Guide PL7 Pro Connecter Et TransfererDokument1 SeiteGuide PL7 Pro Connecter Et TransfererAymen HssainiNoch keine Bewertungen
- KONE GuideEntretienMaintenanceSécurité 2016Dokument30 SeitenKONE GuideEntretienMaintenanceSécurité 2016Aymen HssainiNoch keine Bewertungen
- FreDokument347 SeitenFreAymen HssainiNoch keine Bewertungen
- BTS Constructions MetalliquesDokument2 SeitenBTS Constructions MetalliquesAymen HssainiNoch keine Bewertungen
- Cours PDFDokument150 SeitenCours PDFAymen HssainiNoch keine Bewertungen
- Module Gestion de La ProductionDokument78 SeitenModule Gestion de La ProductionEl Jaouad67% (3)
- 1hydrauliqParisTech PDFDokument34 Seiten1hydrauliqParisTech PDFAymen HssainiNoch keine Bewertungen
- Cours Mec 12Dokument7 SeitenCours Mec 12Aymen HssainiNoch keine Bewertungen
- Guide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique ComDokument6 SeitenGuide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique ComAymen Hssaini100% (1)
- 09 - TD - FiabiliteDokument7 Seiten09 - TD - FiabiliteAymen HssainiNoch keine Bewertungen
- 09 - TD - FiabiliteDokument5 Seiten09 - TD - FiabiliteMaria Amina100% (14)
- 1.la Maintenance Au Sein de LentrepriseDokument3 Seiten1.la Maintenance Au Sein de LentrepriseAymen HssainiNoch keine Bewertungen
- 02 Gestion Des Interventions PDFDokument9 Seiten02 Gestion Des Interventions PDFAymen HssainiNoch keine Bewertungen
- Les Elixirs Floraux - Livret Conseil DEVA PDF Solitude PeurDokument13 SeitenLes Elixirs Floraux - Livret Conseil DEVA PDF Solitude PeurKIUYNoch keine Bewertungen
- La Transamerica Pyramid de San Francisco Et L'école de ChicagoDokument1 SeiteLa Transamerica Pyramid de San Francisco Et L'école de Chicagojunior_noelNoch keine Bewertungen
- Les Éolienne Et Leur ÉtymologieDokument4 SeitenLes Éolienne Et Leur ÉtymologieAlex YaddadenNoch keine Bewertungen
- Diderot Chardin Et La Matiere SensibleDokument18 SeitenDiderot Chardin Et La Matiere SensibleJose MuñozNoch keine Bewertungen
- ArtDokument3 SeitenArtAnna PapageorgiouNoch keine Bewertungen
- La Gestion de L'absentéisme Des ÉlèvesDokument79 SeitenLa Gestion de L'absentéisme Des ÉlèvesAnonymous 529Z5GW8Y100% (1)
- Hour Mohamed PresentationDokument34 SeitenHour Mohamed PresentationHamza IBAARARENNoch keine Bewertungen
- Liste Agréé ContrôleDokument6 SeitenListe Agréé ContrôleMohammed MAAROUFNoch keine Bewertungen
- D4.13.Ch3.Exoconduction2 CorrigeDokument7 SeitenD4.13.Ch3.Exoconduction2 Corrigehicham0% (1)
- Securite Sociale Destinataire: A Fournir Au Plus Tard Le: Même Avec La Mention NéantDokument2 SeitenSecurite Sociale Destinataire: A Fournir Au Plus Tard Le: Même Avec La Mention Néantrabah hibouchNoch keine Bewertungen
- Mémoire BABA HASSANE Final PDFDokument127 SeitenMémoire BABA HASSANE Final PDFSoumana Abdou100% (1)
- Inventaire de La Ferme AubergeDokument2 SeitenInventaire de La Ferme AubergeAli SaadNoch keine Bewertungen
- HD 701s ISO B DC00713Dokument2 SeitenHD 701s ISO B DC00713tazjuan1Noch keine Bewertungen
- Droit+de+préemption FranceDokument3 SeitenDroit+de+préemption FranceoliviacarenekNoch keine Bewertungen
- ODD Compréhesion PDFDokument10 SeitenODD Compréhesion PDFCheikhNoch keine Bewertungen
- Dossier Projet YaplukaDokument30 SeitenDossier Projet Yaplukasteve gael MezuiNoch keine Bewertungen
- Cours Economie de Projet Tl-2017Dokument124 SeitenCours Economie de Projet Tl-2017jesusatecaoNoch keine Bewertungen
- TransmissionDokument156 SeitenTransmissionolivierh6580% (5)
- 141 Ec1vent3aDokument11 Seiten141 Ec1vent3afatma addemiNoch keine Bewertungen
- Hydraulique Generale 107-139Dokument33 SeitenHydraulique Generale 107-139Soufiane OuassouNoch keine Bewertungen
- 1.4.2 Representation Des Nombres Au Complement Restreint Ou Logique B-1Dokument5 Seiten1.4.2 Representation Des Nombres Au Complement Restreint Ou Logique B-1DialloNoch keine Bewertungen
- Developpement SensorielleDokument7 SeitenDeveloppement Sensoriellezoheir ouffroukhNoch keine Bewertungen
- Projet Urbain A NWDokument20 SeitenProjet Urbain A NWwassima mebrekNoch keine Bewertungen
- Leçon III Analyse TechniqueDokument21 SeitenLeçon III Analyse TechniqueOuerghi KarimNoch keine Bewertungen
- Coutume KabylieDokument34 SeitenCoutume KabylieSo' FineNoch keine Bewertungen
- Messagerie Esprit - (1ALINFO) - Programme de La Formation 2022 - 2023Dokument4 SeitenMessagerie Esprit - (1ALINFO) - Programme de La Formation 2022 - 2023Safwen SokerNoch keine Bewertungen
- (PDF) CORRIGÉS Du Cahier D'exercices Le Nouveau Taxi 2 Carol Dias - Academia - Edu 2 PDFDokument1 Seite(PDF) CORRIGÉS Du Cahier D'exercices Le Nouveau Taxi 2 Carol Dias - Academia - Edu 2 PDFVika HlukhaNoch keine Bewertungen
- Les DoriphoriesDokument15 SeitenLes DoriphoriesZaordoz Zed100% (1)