Das könnte Ihnen auch gefallen
- Mechatronics: Luca Bascetta, Paolo Rocco, Andrea Maria Zanchettin, Gianantonio MagnaniDokument10 SeitenMechatronics: Luca Bascetta, Paolo Rocco, Andrea Maria Zanchettin, Gianantonio MagnaniJolito RamosNoch keine Bewertungen
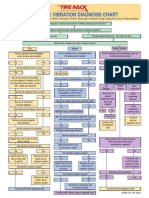
- Vibration ChartDokument1 SeiteVibration Chartairframer1981Noch keine Bewertungen
- Floor Plan The Sandpiper 2 Bedroom PDFDokument1 SeiteFloor Plan The Sandpiper 2 Bedroom PDFJolito RamosNoch keine Bewertungen
- Adapting To Complex Configurations: KilnscanDokument2 SeitenAdapting To Complex Configurations: KilnscanJolito RamosNoch keine Bewertungen
- 1 s2.0 S0950423009000059 Main PDFDokument11 Seiten1 s2.0 S0950423009000059 Main PDFJolito RamosNoch keine Bewertungen
- 1Q05 GasTurbineVibMonitoringDokument15 Seiten1Q05 GasTurbineVibMonitoringDimas Aji Kharisma CakraNoch keine Bewertungen
- 8 NEMA Motor Standards Vs IEC Motor Standards v2Dokument33 Seiten8 NEMA Motor Standards Vs IEC Motor Standards v2Nia KarininaNoch keine Bewertungen
- Neil BudworthDokument52 SeitenNeil Budworthanpuselvi125Noch keine Bewertungen
- 1071 4220 111R - VBX PDFDokument18 Seiten1071 4220 111R - VBX PDFJolito RamosNoch keine Bewertungen
- Spur Gear TutorialDokument10 SeitenSpur Gear TutorialpradeepkumaruvNoch keine Bewertungen
- User'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringDokument41 SeitenUser'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringJolito RamosNoch keine Bewertungen
- PDFDokument11 SeitenPDFJolito RamosNoch keine Bewertungen
- U.S. Navy, LM2500 Gas Turbine Condition Monitoring Development ExperienceDokument9 SeitenU.S. Navy, LM2500 Gas Turbine Condition Monitoring Development ExperienceJolito RamosNoch keine Bewertungen
- Understanding Complete Test Performed On Induction MotorsDokument5 SeitenUnderstanding Complete Test Performed On Induction Motorshino_kaguNoch keine Bewertungen
- Sensors 18 00182 PDFDokument15 SeitenSensors 18 00182 PDFJolito RamosNoch keine Bewertungen
- 1LE2321-3CB11-2AA3 Datasheet en PDFDokument1 Seite1LE2321-3CB11-2AA3 Datasheet en PDFJolito RamosNoch keine Bewertungen
- AS-410 Datasheet: Real-Time Vibration Analyzer SoftwareDokument6 SeitenAS-410 Datasheet: Real-Time Vibration Analyzer SoftwareJolito RamosNoch keine Bewertungen
- Expert: Rotating MachineryDokument13 SeitenExpert: Rotating MachineryJolito RamosNoch keine Bewertungen
- Boost productivity with the new OR35 multi-channel vibration instrumentDokument2 SeitenBoost productivity with the new OR35 multi-channel vibration instrumentfazzlieNoch keine Bewertungen
- CONVEYOR BELT Wmie PDFDokument1 SeiteCONVEYOR BELT Wmie PDFJolito RamosNoch keine Bewertungen
- 3696Dokument34 Seiten3696pulilathaNoch keine Bewertungen
- SignalCalc Analyzers-Turbo Brochure-Data Physics Corporation PDFDokument6 SeitenSignalCalc Analyzers-Turbo Brochure-Data Physics Corporation PDFJolito RamosNoch keine Bewertungen
- Model 682C03 Icp® Vibration Transmitter Installation and Operating ManualDokument22 SeitenModel 682C03 Icp® Vibration Transmitter Installation and Operating ManualJolito RamosNoch keine Bewertungen
- Va Sample Report Uyahd PDFDokument16 SeitenVa Sample Report Uyahd PDFyzn_hNoch keine Bewertungen
- Cc-650 Ac/Dc Current Clamp Operator'S ManualDokument4 SeitenCc-650 Ac/Dc Current Clamp Operator'S ManualLuis MartinezNoch keine Bewertungen
- Polar PDFDokument1 SeitePolar PDFJolito RamosNoch keine Bewertungen
- Balancing Report SummaryDokument8 SeitenBalancing Report SummaryJolito RamosNoch keine Bewertungen
- Balancing Report SummaryDokument8 SeitenBalancing Report SummaryJolito RamosNoch keine Bewertungen
- Polar Plot PDFDokument1 SeitePolar Plot PDFJolito RamosNoch keine Bewertungen
- Polar PDFDokument1 SeitePolar PDFJolito RamosNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Nordstrom Physical Security ManualDokument13 SeitenNordstrom Physical Security ManualBopanna BolliandaNoch keine Bewertungen
- MGEC61 - LEC 01 & LEC 02 International Economics: Finance Summer 2021Dokument8 SeitenMGEC61 - LEC 01 & LEC 02 International Economics: Finance Summer 2021Yutong WangNoch keine Bewertungen
- About Q345RDokument14 SeitenAbout Q345RHary Olya AdriansyahNoch keine Bewertungen
- Section 05120 Structural Steel Part 1Dokument43 SeitenSection 05120 Structural Steel Part 1jacksondcplNoch keine Bewertungen
- Bootstrap CorewarDokument4 SeitenBootstrap CorewarloutrargentNoch keine Bewertungen
- Introduction To Voice AlarmDokument58 SeitenIntroduction To Voice AlarmShaaban HassanNoch keine Bewertungen
- Installing A Konica Minolta C220, C280, C360, C452, C652Dokument3 SeitenInstalling A Konica Minolta C220, C280, C360, C452, C652nazerrulNoch keine Bewertungen
- PBL62 1 30M3Dokument1 SeitePBL62 1 30M3Hai Tran HongNoch keine Bewertungen
- Resilience Advantage Guidebook HMLLC2014Dokument32 SeitenResilience Advantage Guidebook HMLLC2014Alfred Schweizer100% (3)
- Webpage Evaluation GuideDokument1 SeiteWebpage Evaluation Guideankit boxerNoch keine Bewertungen
- KFC District HeatingDokument15 SeitenKFC District HeatingAdrianUnteaNoch keine Bewertungen
- 8 State Based or Graph Based TestingDokument4 Seiten8 State Based or Graph Based TestingZINNIA MAZUMDER 19BIT0155Noch keine Bewertungen
- Xtract V 3 0 8Dokument72 SeitenXtract V 3 0 8Don Ing Marcos LeónNoch keine Bewertungen
- 2 X 660MWNCC POWER PROJECT UPS SIZING CALCULATIONDokument5 Seiten2 X 660MWNCC POWER PROJECT UPS SIZING CALCULATIONkkumar_717405Noch keine Bewertungen
- Ds Esprimo c910 LDokument9 SeitenDs Esprimo c910 Lconmar5mNoch keine Bewertungen
- New Microsoft Word DocumentDokument12 SeitenNew Microsoft Word DocumentMuhammad BilalNoch keine Bewertungen
- Cat DP150 Forklift Service Manual 2 PDFDokument291 SeitenCat DP150 Forklift Service Manual 2 PDFdiegoNoch keine Bewertungen
- TTLA0649-Monitor ZX-3Dokument23 SeitenTTLA0649-Monitor ZX-3saufanNoch keine Bewertungen
- Origin and Meaninng of Little P in PH PDFDokument2 SeitenOrigin and Meaninng of Little P in PH PDFlNoch keine Bewertungen
- 4340 Fracture Toughness PDFDokument22 Seiten4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Coach S Eye Striking LessonDokument2 SeitenCoach S Eye Striking LessonNate MooreNoch keine Bewertungen
- Electronic Devices and Circuit TheoryDokument32 SeitenElectronic Devices and Circuit TheoryIñaki Zuriel ConstantinoNoch keine Bewertungen
- MSCP HND Computing Lo1Dokument29 SeitenMSCP HND Computing Lo1yuulooNoch keine Bewertungen
- Stranger PaperDokument3 SeitenStranger Paperellie haNoch keine Bewertungen
- INDUSTRIAL VISIT TO ESCORTS TRACTOR ASSEMBLYDokument5 SeitenINDUSTRIAL VISIT TO ESCORTS TRACTOR ASSEMBLYShane Khan50% (2)
- Creep Behavior of GPDokument310 SeitenCreep Behavior of GPYoukhanna ZayiaNoch keine Bewertungen
- Managerial Roles and Skills in An OrganizationDokument7 SeitenManagerial Roles and Skills in An Organizationanon_17604921833% (3)
- Analysis, Design and Implementation of Zero-Current-Switching Resonant Converter DC-DC Buck ConverterDokument12 SeitenAnalysis, Design and Implementation of Zero-Current-Switching Resonant Converter DC-DC Buck Converterdaber_huny20Noch keine Bewertungen
- Coggins Pop CycleDokument3 SeitenCoggins Pop Cycleapi-518568920Noch keine Bewertungen
- Jurnal BE ValsartanDokument10 SeitenJurnal BE ValsartanFutisya AlvitaNoch keine Bewertungen