Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- A John Blacker - Mike T Williams - Pharmaceutical Process Development - Current Chemical and Engineering Challenges-Royal Society of Chemistry (2011)Dokument375 SeitenA John Blacker - Mike T Williams - Pharmaceutical Process Development - Current Chemical and Engineering Challenges-Royal Society of Chemistry (2011)Nguyen Dang Binh ThanhNoch keine Bewertungen
- SIDEROS - Dust CollectorsDokument2 SeitenSIDEROS - Dust CollectorsDaniel Austin100% (1)
- Selection of Equivalent Steel Materials To European Steel Materials SpecificationsDokument154 SeitenSelection of Equivalent Steel Materials To European Steel Materials SpecificationsJean-Noël LerouxNoch keine Bewertungen
- T121 Baghouse Fines & Dust ControlDokument18 SeitenT121 Baghouse Fines & Dust Controlbkollarou9632Noch keine Bewertungen
- 2076-Article Text-5381-1-10-20160709Dokument7 Seiten2076-Article Text-5381-1-10-20160709Nguyen Dang Binh ThanhNoch keine Bewertungen
- 1 s2.0 S2212670814001742 MainDokument7 Seiten1 s2.0 S2212670814001742 MainNguyen Dang Binh ThanhNoch keine Bewertungen
- FactFileAD12 - Cement Preheater - RevB - EN - LowresDokument2 SeitenFactFileAD12 - Cement Preheater - RevB - EN - LowresNguyen Dang Binh ThanhNoch keine Bewertungen
- 07 18 HVAC Skills WorkshopDokument3 Seiten07 18 HVAC Skills WorkshopNguyen Dang Binh ThanhNoch keine Bewertungen
- Ludeca-A Practical Guide To Shaft Alignment PDFDokument0 SeitenLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
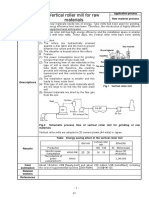
- Vertical Roller Mill For Raw MaterialsDokument63 SeitenVertical Roller Mill For Raw Materialssajjad100% (1)
- Industrifläktar Produktprogram TLT Turbo GMBHDokument20 SeitenIndustrifläktar Produktprogram TLT Turbo GMBHOnatNoch keine Bewertungen
- Review: Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDokument24 SeitenReview: Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsRanjan RahiNoch keine Bewertungen
- Selecting The Right Preheater Fan and Drive: TumellDokument12 SeitenSelecting The Right Preheater Fan and Drive: TumellNguyen Dang Binh ThanhNoch keine Bewertungen
- Thermal design of economizer for WHRBDokument7 SeitenThermal design of economizer for WHRBKhushnood100% (1)
- Verma - 2021 - Thermal Energy Consumption and Its Conservation For A Cement Production UnitDokument9 SeitenVerma - 2021 - Thermal Energy Consumption and Its Conservation For A Cement Production UnitNguyen Dang Binh ThanhNoch keine Bewertungen
- Kiln Exhaust ID Fan Case StudyDokument2 SeitenKiln Exhaust ID Fan Case Studyakshay kadbeNoch keine Bewertungen
- 3-1-2 Presentation JFEengineering PublicDokument14 Seiten3-1-2 Presentation JFEengineering PublicAli HüthütNoch keine Bewertungen
- 10 1002@er 5138Dokument15 Seiten10 1002@er 5138Nguyen Dang Binh ThanhNoch keine Bewertungen
- Processes: Methanol Synthesis: Optimal Solution For A Better Efficiency of The ProcessDokument20 SeitenProcesses: Methanol Synthesis: Optimal Solution For A Better Efficiency of The ProcessNguyen Dang Binh ThanhNoch keine Bewertungen
- Thesis "Power Generation From Waste Heat in Cement Plants - Application in Lafarge Volos Plant"Dokument81 SeitenThesis "Power Generation From Waste Heat in Cement Plants - Application in Lafarge Volos Plant"Nguyen Dang Binh ThanhNoch keine Bewertungen
- Design and Construction of A Spiral Heat Exchanger: Jamshid Khorshidi, Salman HeidariDokument8 SeitenDesign and Construction of A Spiral Heat Exchanger: Jamshid Khorshidi, Salman Heidariहरिओम हरीNoch keine Bewertungen
- BS en Iso 13351-2009Dokument22 SeitenBS en Iso 13351-2009Nguyen Dang Binh ThanhNoch keine Bewertungen
- CementDokument90 SeitenCementmegersaNoch keine Bewertungen
- Application and Design of An Economizer For WasteDokument10 SeitenApplication and Design of An Economizer For WasteNguyen Dang Binh ThanhNoch keine Bewertungen
- Modeling Fixed-Bed Drying of BarkDokument48 SeitenModeling Fixed-Bed Drying of BarkNguyen Dang Binh ThanhNoch keine Bewertungen
- Dairy Barn Supply AirDokument15 SeitenDairy Barn Supply AirNguyen Dang Binh ThanhNoch keine Bewertungen
- ISO 01940-2-1997 ScanDokument20 SeitenISO 01940-2-1997 ScanNguyen Dang Binh ThanhNoch keine Bewertungen
- Dairy Farm VentilationDokument8 SeitenDairy Farm VentilationNguyen Dang Binh ThanhNoch keine Bewertungen
- Ventilation in Dairy Cow FarmDokument13 SeitenVentilation in Dairy Cow FarmNguyen Dang Binh ThanhNoch keine Bewertungen
- William F Hosford-Iron and Steel-Cambridge University Press (2012) PDFDokument310 SeitenWilliam F Hosford-Iron and Steel-Cambridge University Press (2012) PDFJulian Sihombing50% (2)
- Conversion of IVC To FVD in Fan PerformanceDokument8 SeitenConversion of IVC To FVD in Fan PerformanceNguyen Dang Binh ThanhNoch keine Bewertungen
- A Simulation Study On The Multi-Pass Rolling BondDokument13 SeitenA Simulation Study On The Multi-Pass Rolling BondNguyen Dang Binh ThanhNoch keine Bewertungen
- Niin - Solid Dosage Line Turnkey Project SolutionDokument32 SeitenNiin - Solid Dosage Line Turnkey Project SolutionbayoepoetroNoch keine Bewertungen
- 1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHIDokument17 Seiten1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHICarlos SolerNoch keine Bewertungen
- Leopard DI550: Surface Down The Hole DrillsDokument4 SeitenLeopard DI550: Surface Down The Hole DrillsDinesh KumarNoch keine Bewertungen
- Electrostatic PrecipitatorDokument77 SeitenElectrostatic Precipitatorsurender_kr4858Noch keine Bewertungen
- 0041-En-2009-09 - Ventoplex Classifier Type CDokument4 Seiten0041-En-2009-09 - Ventoplex Classifier Type CJoão BaptistaNoch keine Bewertungen
- ZKG Dic12 p46-54 PDFDokument7 SeitenZKG Dic12 p46-54 PDFRICARDOALEXBORGES100% (1)
- Combustible Dusts TablesDokument22 SeitenCombustible Dusts Tablesatisz333Noch keine Bewertungen
- Centrifugal BlastingDokument23 SeitenCentrifugal BlastingnavatharansNoch keine Bewertungen
- Obata - Grab Bucket Type Ship UnloaderDokument20 SeitenObata - Grab Bucket Type Ship Unloadertrungnq_ktd97Noch keine Bewertungen
- Pulse Jet Filter Operation and Maintenance Manual: 312 SOUTH HWY. 73, PO BOX 398 FALLS CITY, NE 68355-0398 800-500-9777Dokument31 SeitenPulse Jet Filter Operation and Maintenance Manual: 312 SOUTH HWY. 73, PO BOX 398 FALLS CITY, NE 68355-0398 800-500-9777SHAILESH PATELNoch keine Bewertungen
- Pneumatic ChecklistDokument3 SeitenPneumatic ChecklistVenugopal RajagopalNoch keine Bewertungen
- Buyers Guide 2017Dokument130 SeitenBuyers Guide 2017LabnesNoch keine Bewertungen
- Interstitial Velocity GuidelinesDokument6 SeitenInterstitial Velocity GuidelinesnaushadNoch keine Bewertungen
- Pneumatic Conveying & Dust Collection For The Petrochemical IndustryDokument4 SeitenPneumatic Conveying & Dust Collection For The Petrochemical Industryniteen_mulmule485Noch keine Bewertungen
- 1.5TPH Wood Pellet Production LineDokument8 Seiten1.5TPH Wood Pellet Production LineddtyuriNoch keine Bewertungen
- Dciq-38af4-071287 Dfo 36Dokument13 SeitenDciq-38af4-071287 Dfo 36Wilkin Llanca BlasNoch keine Bewertungen
- Proforma Invoice: Hebei Pingle Flour Machinery Group Co., LTDDokument15 SeitenProforma Invoice: Hebei Pingle Flour Machinery Group Co., LTDHaile KebedeNoch keine Bewertungen
- Storage Silo Design & Build KitDokument42 SeitenStorage Silo Design & Build Kitcris_2010100% (4)
- Cabinet CS48Dokument10 SeitenCabinet CS48Cahyo DheeNgkellNoch keine Bewertungen
- Sizing and Selecting Air Pollution Control Systems (Cross, Frank L. Hesketh, Howard E)Dokument174 SeitenSizing and Selecting Air Pollution Control Systems (Cross, Frank L. Hesketh, Howard E)Azka TauseefNoch keine Bewertungen
- Air Pollution and Control EngineeringDokument10 SeitenAir Pollution and Control EngineeringVINOTHKUMAR SAMPATHNoch keine Bewertungen
- HCR 900 EsiiDokument7 SeitenHCR 900 Esiinyoman bennyNoch keine Bewertungen
- Penta 3&TDokument4 SeitenPenta 3&TRicardo CeballosNoch keine Bewertungen
- Air Pollution Control in The Cement IndustryDokument22 SeitenAir Pollution Control in The Cement IndustryCece SantosNoch keine Bewertungen
- 16 Pneumatic Conveying ConceptsDokument36 Seiten16 Pneumatic Conveying ConceptsUroš ČampragNoch keine Bewertungen
- A GUIDEBOOK ON PERFORMANCE MONITORING OF SCRUBBER ENVIRONMENT (EiMAS)Dokument129 SeitenA GUIDEBOOK ON PERFORMANCE MONITORING OF SCRUBBER ENVIRONMENT (EiMAS)sin low100% (2)
- 01 - Operating Manual Filter Plant - enDokument15 Seiten01 - Operating Manual Filter Plant - enGennius Flores100% (1)
- Air Pollution Management (2 Marks QA)Dokument16 SeitenAir Pollution Management (2 Marks QA)rssdpm100% (4)