Das könnte Ihnen auch gefallen
- 10.1617@s11527 007 9242 0Dokument15 Seiten10.1617@s11527 007 9242 0abcNoch keine Bewertungen
- Nanomaterials 11 01003Dokument19 SeitenNanomaterials 11 01003Kuah LaksanNoch keine Bewertungen
- (2020) Zhan PDFDokument14 Seiten(2020) Zhan PDFDaniela Gonzalez BetancurNoch keine Bewertungen
- Bahman I 2014Dokument10 SeitenBahman I 2014Safia KhodaryNoch keine Bewertungen
- Construction and Building MaterialsDokument11 SeitenConstruction and Building MaterialsMarden Rengifo RuizNoch keine Bewertungen
- 1 s2.0 S0955221911004948 MainDokument10 Seiten1 s2.0 S0955221911004948 MainHaidar HanifNoch keine Bewertungen
- MicrowiveDokument10 SeitenMicrowiveFarah TalibNoch keine Bewertungen
- J Conbuildmat 2016 04 019Dokument13 SeitenJ Conbuildmat 2016 04 019yazhiniezhilarasanNoch keine Bewertungen
- An Investigation On The Fresh Properties of Self-Compacted Lightweight Concrete Containing Expanded PolystyreneDokument11 SeitenAn Investigation On The Fresh Properties of Self-Compacted Lightweight Concrete Containing Expanded Polystyrenetimtoihochoi1Noch keine Bewertungen
- Construction and Building Materials: J.G. Jang, Y.B. Ahn, H. Souri, H.K. LeeDokument9 SeitenConstruction and Building Materials: J.G. Jang, Y.B. Ahn, H. Souri, H.K. LeeMarden Rengifo RuizNoch keine Bewertungen
- Laser Powder Bed FusionDokument12 SeitenLaser Powder Bed FusionchethanNoch keine Bewertungen
- Template SPRINGERDokument12 SeitenTemplate SPRINGERCSE R. AISHWARYANoch keine Bewertungen
- 1 s2.0 S0950061821007534 MainDokument12 Seiten1 s2.0 S0950061821007534 MainElias SoaresNoch keine Bewertungen
- In Uence of Nano-Sio Addition On Properties of Hardened Cement Paste As Compared With Silica FumeDokument7 SeitenIn Uence of Nano-Sio Addition On Properties of Hardened Cement Paste As Compared With Silica FumetungxuanbrNoch keine Bewertungen
- Construction and Building Materials: Piero Colajanni, Marinella Fossetti, Giuseppe MacalusoDokument11 SeitenConstruction and Building Materials: Piero Colajanni, Marinella Fossetti, Giuseppe MacalusoHussein ElsanadedyNoch keine Bewertungen
- Structure-Property Relationships of Basalt Fibers For High Performance Applications 2018Dokument8 SeitenStructure-Property Relationships of Basalt Fibers For High Performance Applications 2018Ping GeNoch keine Bewertungen
- Chloride Induced Corrosion of ReinforcemDokument10 SeitenChloride Induced Corrosion of Reinforcemali imdadNoch keine Bewertungen
- 1 s2.0 S2238785421005093 MainDokument17 Seiten1 s2.0 S2238785421005093 Mainsaki hajimaNoch keine Bewertungen
- International Journal of Mechanical Sciences: Guangyong Sun, Shaowei Tong, Dongdong Chen, Zhihui Gong, Qing LiDokument16 SeitenInternational Journal of Mechanical Sciences: Guangyong Sun, Shaowei Tong, Dongdong Chen, Zhihui Gong, Qing LimithileshmaverickNoch keine Bewertungen
- Effect and Mechanism of Surface Coating Pozzolanics Materials Around Aggregate On Properties and ITZ Microstructure of Recycled Aggregate ConcreteDokument8 SeitenEffect and Mechanism of Surface Coating Pozzolanics Materials Around Aggregate On Properties and ITZ Microstructure of Recycled Aggregate Concretetriet dinhNoch keine Bewertungen
- 1 s2.0 S235271022201751X MainDokument14 Seiten1 s2.0 S235271022201751X MainSofia Ximenes LopesNoch keine Bewertungen
- Producing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceDokument8 SeitenProducing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceJOHNSAN RNoch keine Bewertungen
- Graphene-Iron Ore Tailings-Based Cementitious Composites With High Early Flexural StrengthDokument17 SeitenGraphene-Iron Ore Tailings-Based Cementitious Composites With High Early Flexural StrengthchinnaswamygopalamNoch keine Bewertungen
- 1 s2.0 S0950061806001784 MainDokument6 Seiten1 s2.0 S0950061806001784 MainN SHYAMANANDA SINGHNoch keine Bewertungen
- Mechanical and Electrical Properties of Elastomer Nanocomposites Based On Different Carbon NanomaterialsDokument22 SeitenMechanical and Electrical Properties of Elastomer Nanocomposites Based On Different Carbon NanomaterialsNamelezz ShadowwNoch keine Bewertungen
- Metals 13 00432Dokument13 SeitenMetals 13 00432Ahmed GamalNoch keine Bewertungen
- Marchetti 2020Dokument12 SeitenMarchetti 2020Maria DoxaNoch keine Bewertungen
- Models Relating Mixture Composition To The Density and Strength of Foam Concrete Using Response Surface Methodology - Nambiar & Ramamurthy 2006 PDFDokument9 SeitenModels Relating Mixture Composition To The Density and Strength of Foam Concrete Using Response Surface Methodology - Nambiar & Ramamurthy 2006 PDFalexnlima852Noch keine Bewertungen
- 10 1111@jace 16526 PDFDokument16 Seiten10 1111@jace 16526 PDFRaphael Mariano de SouzaNoch keine Bewertungen
- Composites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangDokument6 SeitenComposites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangFabian MelinaoNoch keine Bewertungen
- Effects of Silica Additives On Fracture Properties of Carbon Nanotube and Carbon Fiber Reinforced Portland Cement MortarDokument9 SeitenEffects of Silica Additives On Fracture Properties of Carbon Nanotube and Carbon Fiber Reinforced Portland Cement MortarfojegaNoch keine Bewertungen
- Cement and Concrete ResearchDokument10 SeitenCement and Concrete ResearchAndhy Arya EkaputraNoch keine Bewertungen
- Influence of Sintering Temperature On Microstructure and MechanicalDokument7 SeitenInfluence of Sintering Temperature On Microstructure and MechanicalAntonio CamaranoNoch keine Bewertungen
- Assessment of Compositional Changes of Carbonated Cement - 2022 - Journal of BuDokument8 SeitenAssessment of Compositional Changes of Carbonated Cement - 2022 - Journal of BuAliNoch keine Bewertungen
- 1 s2.0 S2096249522000710 MainDokument11 Seiten1 s2.0 S2096249522000710 Mainilham halikNoch keine Bewertungen
- Microstructure and Properties of Porous Si3N4 CeraDokument12 SeitenMicrostructure and Properties of Porous Si3N4 Ceraali BourenaneNoch keine Bewertungen
- Doi 10.1016 J.cemconcomp.2004.05.002Dokument10 SeitenDoi 10.1016 J.cemconcomp.2004.05.002mahmoodNoch keine Bewertungen
- Construction and Building MaterialsDokument20 SeitenConstruction and Building MaterialsSPK-CIVIL PSG CTNoch keine Bewertungen
- 1 s2.0 S0950061815300817 Main PDFDokument9 Seiten1 s2.0 S0950061815300817 Main PDFMarden Rengifo RuizNoch keine Bewertungen
- Wanga Et Al., 2022 InglêsDokument9 SeitenWanga Et Al., 2022 InglêsLuanna CamposNoch keine Bewertungen
- Siddique 2003Dokument9 SeitenSiddique 2003Claudia CarhuaniNoch keine Bewertungen
- 10 1016@j Conbuildmat 2020 121093Dokument17 Seiten10 1016@j Conbuildmat 2020 121093Noor Ul Amin AwanNoch keine Bewertungen
- 1 s2.0 S0042207X21005868 MainDokument5 Seiten1 s2.0 S0042207X21005868 MainIpsita MohantyNoch keine Bewertungen
- JONES e McCARTHY 2006Dokument10 SeitenJONES e McCARTHY 2006Lucas Yagor GrenzelNoch keine Bewertungen
- Effect of Soaking On Phase Composition and Topography and Surface MicrostructureDokument9 SeitenEffect of Soaking On Phase Composition and Topography and Surface MicrostructureRafaelNoch keine Bewertungen
- Construction and Building Materials: Aziz Hasan Mahmood, Stephen J. Foster, Arnaud CastelDokument8 SeitenConstruction and Building Materials: Aziz Hasan Mahmood, Stephen J. Foster, Arnaud CastelMøhămmĕd F M AbûghăliNoch keine Bewertungen
- Construction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangDokument7 SeitenConstruction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangoussamaNoch keine Bewertungen
- J Jallcom 2020 157176Dokument10 SeitenJ Jallcom 2020 157176Kahar UnhaluNoch keine Bewertungen
- Seminar 1 Presentation by Indar ChavanDokument17 SeitenSeminar 1 Presentation by Indar ChavanIndar ChavanNoch keine Bewertungen
- Out 6Dokument10 SeitenOut 6VienRiveraNoch keine Bewertungen
- Construction and Building Materials: Javad Dashti, Mahdi NematzadehDokument14 SeitenConstruction and Building Materials: Javad Dashti, Mahdi NematzadehMay Ann GarciaNoch keine Bewertungen
- Composites Part B: Jinsil Cheon, Minkook KimDokument13 SeitenComposites Part B: Jinsil Cheon, Minkook KimDiamoundDomeProgram R&DNoch keine Bewertungen
- Cement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonDokument8 SeitenCement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonsaratNoch keine Bewertungen
- Construction and Building MaterialsDokument10 SeitenConstruction and Building MaterialsTeoh NicholasNoch keine Bewertungen
- Cement Mortar Incorporating Pond AshDokument12 SeitenCement Mortar Incorporating Pond AshFábio FriolNoch keine Bewertungen
- Construction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonDokument11 SeitenConstruction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonParamveer Singh 17412Noch keine Bewertungen
- Cement and Concrete Composites: SciencedirectDokument8 SeitenCement and Concrete Composites: SciencedirectrakeshNoch keine Bewertungen
- Construction and Building MaterialsDokument13 SeitenConstruction and Building MaterialsALAKOUKONoch keine Bewertungen
- Different Low Grade Clay lc3Dokument17 SeitenDifferent Low Grade Clay lc3İMİRZA OKAY ALTUNTAŞNoch keine Bewertungen
- Interface / Interphase in Polymer NanocompositesVon EverandInterface / Interphase in Polymer NanocompositesAnil N. NetravaliNoch keine Bewertungen
- BALINIT C - Pin On DiscDokument2 SeitenBALINIT C - Pin On DiscSinan YıldızNoch keine Bewertungen
- Effect of Degassing and Heat Treatment OnDokument9 SeitenEffect of Degassing and Heat Treatment OnSinan YıldızNoch keine Bewertungen
- Boron Nitrür NanotubesDokument71 SeitenBoron Nitrür NanotubesSinan YıldızNoch keine Bewertungen
- Teknovak Presentation PDFDokument22 SeitenTeknovak Presentation PDFSinan YıldızNoch keine Bewertungen
- Thermodynamics, Kinetics, and Process Control of Nitriding: Surface Engineering January 1997Dokument16 SeitenThermodynamics, Kinetics, and Process Control of Nitriding: Surface Engineering January 1997Sinan YıldızNoch keine Bewertungen
- Atlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFDokument101 SeitenAtlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFSinan Yıldız100% (1)
- 3D Printer Kit RAMPS 1.4 + Mega 2560 + 5x A4988 + LCD 12864 Smart Controller - Keyestudio WikiDokument14 Seiten3D Printer Kit RAMPS 1.4 + Mega 2560 + 5x A4988 + LCD 12864 Smart Controller - Keyestudio WikiSinan YıldızNoch keine Bewertungen
- Tutorial - Master - Detail PDFDokument8 SeitenTutorial - Master - Detail PDFSinan YıldızNoch keine Bewertungen
- ListOptions - Rendered - Error in My SELECT StatementDokument4 SeitenListOptions - Rendered - Error in My SELECT StatementSinan YıldızNoch keine Bewertungen
- Arduino Wireless Communication - NRF24L01 TutorialDokument10 SeitenArduino Wireless Communication - NRF24L01 TutorialSinan YıldızNoch keine Bewertungen
- Fullcalendar Into PhpmakercodeDokument6 SeitenFullcalendar Into PhpmakercodeSinan YıldızNoch keine Bewertungen
- Server Events and Client Scripts PDFDokument43 SeitenServer Events and Client Scripts PDFSinan YıldızNoch keine Bewertungen
- 10 129 139 PDF 13423Dokument11 Seiten10 129 139 PDF 13423Sinan YıldızNoch keine Bewertungen
- Tutorial - Master - DetailDokument8 SeitenTutorial - Master - DetailSinan YıldızNoch keine Bewertungen
- Change Language DynamicallyDokument3 SeitenChange Language DynamicallySinan YıldızNoch keine Bewertungen
- View Topic - Image Header On Top of Menu PDFDokument7 SeitenView Topic - Image Header On Top of Menu PDFSinan YıldızNoch keine Bewertungen
- Row - Rendered EventDokument5 SeitenRow - Rendered EventSinan YıldızNoch keine Bewertungen
- Espuma A Partir de Vidrio PDFDokument8 SeitenEspuma A Partir de Vidrio PDFYENIFER PLATA LOPEZNoch keine Bewertungen
- System Wise Piping Status 27042013Dokument3 SeitenSystem Wise Piping Status 27042013SajeshKumarNoch keine Bewertungen
- Technical Information Sheet: Harris O Brazing Filler MetalDokument1 SeiteTechnical Information Sheet: Harris O Brazing Filler MetalKhyle Laurenz DuroNoch keine Bewertungen
- Super AlloysDokument5 SeitenSuper AlloysAnonymous Y98jFJNoch keine Bewertungen
- Material Safety Data Sheet: Section I - IdentificationDokument2 SeitenMaterial Safety Data Sheet: Section I - IdentificationMohamed AdelNoch keine Bewertungen
- Experiences With 2.25Cr-1Mo-Steel Equipment in The Ammonia Synthesis Loop After 30 Years in ServiceDokument10 SeitenExperiences With 2.25Cr-1Mo-Steel Equipment in The Ammonia Synthesis Loop After 30 Years in ServiceGrootNoch keine Bewertungen
- Safety Data Sheet Presentation DENTALDokument10 SeitenSafety Data Sheet Presentation DENTALkhuloodNoch keine Bewertungen
- Review of GTAW Welding ParametersDokument14 SeitenReview of GTAW Welding Parameterskervyn SáenzNoch keine Bewertungen
- Profile-SamSad InteriorDokument16 SeitenProfile-SamSad InteriorMd Farid AhmedNoch keine Bewertungen
- Copper ChlorideDokument3 SeitenCopper ChloridePushpa KaladeviNoch keine Bewertungen
- c1231 - 1SUSP40 PW PDFDokument36 Seitenc1231 - 1SUSP40 PW PDFrachelsantoso5259Noch keine Bewertungen
- Installation of Embedded Galvanic Anodes: Field Guide To Concrete Repair Application ProceduresDokument7 SeitenInstallation of Embedded Galvanic Anodes: Field Guide To Concrete Repair Application ProceduresماقوريNoch keine Bewertungen
- South Elevation North Elevation: Gate House Farm Entry & Exit Pedestrian GateDokument1 SeiteSouth Elevation North Elevation: Gate House Farm Entry & Exit Pedestrian GateMwesigwa DaniNoch keine Bewertungen
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDokument20 SeitenMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNoch keine Bewertungen
- Pattern Making AssignmentDokument5 SeitenPattern Making Assignmentsuneel kumar rathoreNoch keine Bewertungen
- Analisis de Gas de Aceite de Transformador Utilizando Una Columna de Separacion Astm d3612 KasalabDokument2 SeitenAnalisis de Gas de Aceite de Transformador Utilizando Una Columna de Separacion Astm d3612 KasalabJohnatan HernándezNoch keine Bewertungen
- DR Fixit 20l Roofseal Top Coat Waterproofing Coating 648Dokument3 SeitenDR Fixit 20l Roofseal Top Coat Waterproofing Coating 648reshmitapallaNoch keine Bewertungen
- Sustainable TextilesDokument23 SeitenSustainable TextilesGupta KiraNoch keine Bewertungen
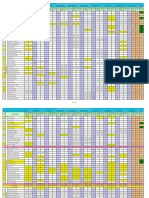
- MNRE/QN/0224/2021-22: Project: Electrical Panel BoardsDokument24 SeitenMNRE/QN/0224/2021-22: Project: Electrical Panel BoardsAjay MedikondaNoch keine Bewertungen
- Astm e 192Dokument6 SeitenAstm e 192Bryan Jimenes DorantesNoch keine Bewertungen
- 3 Recycle and Reuse of Textile WasteDokument8 Seiten3 Recycle and Reuse of Textile WastegunashekarkalluriNoch keine Bewertungen
- S.N Section A: Toilet/ Bathroom Sunkan Waterproofing WorkDokument26 SeitenS.N Section A: Toilet/ Bathroom Sunkan Waterproofing WorkSingh Singh ArtNoch keine Bewertungen
- Meadow Burke Innovating Tilt-Up Construction 2013 PDFDokument122 SeitenMeadow Burke Innovating Tilt-Up Construction 2013 PDFFeliciano Leiva EstradaNoch keine Bewertungen
- Madda Walabu University: Construction MaterialsDokument48 SeitenMadda Walabu University: Construction Materialsdawana samuelNoch keine Bewertungen
- Five Fluid PDFDokument14 SeitenFive Fluid PDFاحمد ابوبكر اشقيفهNoch keine Bewertungen
- IS-12437 Zirconium PowderDokument8 SeitenIS-12437 Zirconium PowderAnuradhaPatraNoch keine Bewertungen
- 4 E308 Sus FcawDokument1 Seite4 E308 Sus FcawMohd Farid OsmanNoch keine Bewertungen
- Synthesis Gas 2019 Part 1 - 2 PDFDokument71 SeitenSynthesis Gas 2019 Part 1 - 2 PDFcap n3moNoch keine Bewertungen
- Wagner's Pinkenba WharfDokument43 SeitenWagner's Pinkenba WharfH AnimeNoch keine Bewertungen
- 2021 NYJC H2 Chemistry 9729 P4 (QP)Dokument20 Seiten2021 NYJC H2 Chemistry 9729 P4 (QP)Allison KhooNoch keine Bewertungen