Das könnte Ihnen auch gefallen
- Boiler Automation PDFDokument5 SeitenBoiler Automation PDFHarshada DeokateNoch keine Bewertungen
- Each Company Has Its Own Procedure and Common Practices: Types of Loop TestDokument3 SeitenEach Company Has Its Own Procedure and Common Practices: Types of Loop TestGuthayaBowsalNoch keine Bewertungen
- Loop Checking and Field Instrument Testing ProcedureDokument3 SeitenLoop Checking and Field Instrument Testing Procedureamirubote4Noch keine Bewertungen
- DPT Smart Pressure TransmitterDokument15 SeitenDPT Smart Pressure Transmitterprasanta_bbsrNoch keine Bewertungen
- Combustion Control System For A Marine BoilerDokument2 SeitenCombustion Control System For A Marine Boilermavericksailor100% (2)
- AdvanTrol-Pro V2.50.07.00-E Installation InstructionDokument9 SeitenAdvanTrol-Pro V2.50.07.00-E Installation Instructionsugeng wahyudiNoch keine Bewertungen
- Boiler Control SystemsDokument64 SeitenBoiler Control SystemsSridhar DineshNoch keine Bewertungen
- Automation of Boiler Control SystemsDokument12 SeitenAutomation of Boiler Control SystemsHaseeb Ur Rehman0% (1)
- HJDokument4 SeitenHJShajil VazhakkalilNoch keine Bewertungen
- DC Motor ControllerDokument7 SeitenDC Motor ControllerJan MicahNoch keine Bewertungen
- Loop Cheking ProcedureDokument5 SeitenLoop Cheking ProcedureMd Omar FaruqueNoch keine Bewertungen
- Basic Temperature Control SystemDokument26 SeitenBasic Temperature Control SystemRajeev ValunjkarNoch keine Bewertungen
- Cold Loop CheckingDokument1 SeiteCold Loop CheckingZulkernain Omer TariqNoch keine Bewertungen
- Boiler Instrumentation and ControlsDokument23 SeitenBoiler Instrumentation and Controlshayat umar bhat100% (4)
- Hollias Macs V6 Training: Hardware Introduction - KM SeriesDokument71 SeitenHollias Macs V6 Training: Hardware Introduction - KM Seriesmessam110Noch keine Bewertungen
- 1.1. Process Measurement and Industrial InstrumrntationDokument34 Seiten1.1. Process Measurement and Industrial InstrumrntationKemal GetisoNoch keine Bewertungen
- Closed loop controls training for boiler operationsDokument23 SeitenClosed loop controls training for boiler operationsGloria HamiltonNoch keine Bewertungen
- Exp3 - Air Pressure ControlDokument8 SeitenExp3 - Air Pressure ControlDon LawrenceNoch keine Bewertungen
- Introduction To Magnetic Flow MetersDokument11 SeitenIntroduction To Magnetic Flow MetersNïkĦïl ДkДvØØrNoch keine Bewertungen
- SIS - Safety Instrumented Systems - A Practical ViewDokument4 SeitenSIS - Safety Instrumented Systems - A Practical ViewMugesh KannaNoch keine Bewertungen
- Boiler Start-Up and Operational Procedures - 660MW DHIDokument44 SeitenBoiler Start-Up and Operational Procedures - 660MW DHIHemendra VermaNoch keine Bewertungen
- Basics of Instrumentation & ControlDokument29 SeitenBasics of Instrumentation & ControlprathmeshNoch keine Bewertungen
- Improved Level Control of A Feed Water ValveDokument7 SeitenImproved Level Control of A Feed Water ValveAli Bari100% (1)
- PPM Task Sheet - Weekly Compressed Air TasksDokument2 SeitenPPM Task Sheet - Weekly Compressed Air TasksJacobNoch keine Bewertungen
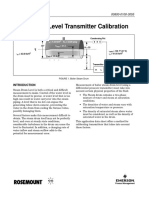
- Boiler Drum Level Transmitter CalibrationDokument4 SeitenBoiler Drum Level Transmitter CalibrationgovindkaniNoch keine Bewertungen
- Practical DCS Optimization and Process ImprovementDokument1 SeitePractical DCS Optimization and Process ImprovementMiko QuijanoNoch keine Bewertungen
- Boiler Feedwater ControlDokument6 SeitenBoiler Feedwater ControlMourougapragash SubramanianNoch keine Bewertungen
- Transmitter and Smart TransmitterDokument57 SeitenTransmitter and Smart TransmitterBHAGSEN PARVATNoch keine Bewertungen
- Mark VI DescriptionDokument22 SeitenMark VI Descriptionprasobh_mr100% (1)
- Max DnaDokument17 SeitenMax DnaAdil ButtNoch keine Bewertungen
- Control Valve Operation and Design Criteria For Beginners 1Dokument4 SeitenControl Valve Operation and Design Criteria For Beginners 1Bobismy Alterego BobNoch keine Bewertungen
- MCC loop testing methodDokument1 SeiteMCC loop testing methodMiko QuijanoNoch keine Bewertungen
- Ys 1700 SettingsDokument4 SeitenYs 1700 SettingsvjNoch keine Bewertungen
- PUB060-001-00 - 1110 RCL NetworksDokument8 SeitenPUB060-001-00 - 1110 RCL NetworksapisituNoch keine Bewertungen
- Project Report: Study of Piping and Instrumentation Diagram (P&ID), Distributed Control SystemsDokument32 SeitenProject Report: Study of Piping and Instrumentation Diagram (P&ID), Distributed Control SystemsrockynsitNoch keine Bewertungen
- J1525-HW1-010 SAT Procedure - Rev ADokument16 SeitenJ1525-HW1-010 SAT Procedure - Rev Aluis HernandezNoch keine Bewertungen
- PLC Automation of Steam TurbineDokument5 SeitenPLC Automation of Steam TurbineWinarsita Gilang100% (1)
- Pump Station PLC ControlDokument9 SeitenPump Station PLC ControldanderjNoch keine Bewertungen
- 11 ShipCtrlsystems 3020Dokument12 Seiten11 ShipCtrlsystems 3020Rajan BhandariNoch keine Bewertungen
- E4 - Experiment 4 - Level Transmitter CalibrationDokument17 SeitenE4 - Experiment 4 - Level Transmitter CalibrationAfif Samsun BaharunNoch keine Bewertungen
- Water Pump STN StandardDokument5 SeitenWater Pump STN StandardTeguh SetionoNoch keine Bewertungen
- Air Flow System Process Control (DCS)Dokument8 SeitenAir Flow System Process Control (DCS)JoannaJames100% (1)
- Level Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityDokument56 SeitenLevel Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityrmsalengaNoch keine Bewertungen
- SDS-Operator Manual For Boiler Combustion Optimization and Automation - EnglishDokument16 SeitenSDS-Operator Manual For Boiler Combustion Optimization and Automation - EnglishpjNoch keine Bewertungen
- User ManualDokument32 SeitenUser ManualAljun LumbaoNoch keine Bewertungen
- Livening Up NotesDokument1 SeiteLivening Up NotesAceel FitchNoch keine Bewertungen
- Dual Fuel Installation, Commissioning & Operation Manual REV IIIDokument43 SeitenDual Fuel Installation, Commissioning & Operation Manual REV IIIJuan Manuel Llorente VaraNoch keine Bewertungen
- Final Report - Boiler AutomationDokument62 SeitenFinal Report - Boiler Automationdhirajsingh_avit90% (10)
- Cold Junction Compensation PDFDokument10 SeitenCold Junction Compensation PDFAbhayy DevNoch keine Bewertungen
- Process Control System A Complete Guide - 2020 EditionVon EverandProcess Control System A Complete Guide - 2020 EditionNoch keine Bewertungen
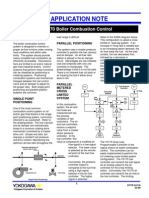
- YS170 Boiler Combustion Control Application NoteDokument2 SeitenYS170 Boiler Combustion Control Application NoteSergio GonzalesNoch keine Bewertungen
- Boiler Combustion Control 2 02042016Dokument6 SeitenBoiler Combustion Control 2 02042016ravipedapudiNoch keine Bewertungen
- PDFDokument32 SeitenPDFJuan Carlos Cahuasquí IntriagoNoch keine Bewertungen
- Excavator O&KDokument8 SeitenExcavator O&Keknasius iwan sugoro100% (2)
- Weish Oilburners MLDokument28 SeitenWeish Oilburners MLsaviye6587Noch keine Bewertungen
- Product: Precision As StandardDokument16 SeitenProduct: Precision As Standardredscythe_25550Noch keine Bewertungen
- SADC System ExplainedDokument8 SeitenSADC System ExplainedpallavishraddhaNoch keine Bewertungen
- 201 SHAMAL Cat BORA EN 0214 9041241Dokument8 Seiten201 SHAMAL Cat BORA EN 0214 9041241carlosNoch keine Bewertungen
- 9301 2 10 15 17204 Compair L02 L05 Brochure 6PP Foldout Uk V4Dokument6 Seiten9301 2 10 15 17204 Compair L02 L05 Brochure 6PP Foldout Uk V4Leonardo Tommy DacuNoch keine Bewertungen
- Eddy Current TransducerDokument5 SeitenEddy Current TransducerMAS98Noch keine Bewertungen
- Turbine Supervisory InstrumentationDokument3 SeitenTurbine Supervisory InstrumentationMAS98Noch keine Bewertungen
- Boiler Pump EfficiencyDokument2 SeitenBoiler Pump EfficiencyMAS98Noch keine Bewertungen
- ABC of DesalinationDokument52 SeitenABC of DesalinationMAS98Noch keine Bewertungen
- Engineering Chemistry Unit Ia: 3 2 Boiled 2 2Dokument126 SeitenEngineering Chemistry Unit Ia: 3 2 Boiled 2 2Aditya BoradeNoch keine Bewertungen
- PLC Based Industrial Boiler Control SystemDokument72 SeitenPLC Based Industrial Boiler Control SystemTadele Amogne100% (4)
- Boiler EmergenciesDokument15 SeitenBoiler EmergenciesAmit ChauhanNoch keine Bewertungen
- Industry Code of Practice On Ship RecyclingDokument7 SeitenIndustry Code of Practice On Ship Recyclingswapneel_kulkarniNoch keine Bewertungen
- Banyu Urip Project Central Field Facilities (CFF)Dokument27 SeitenBanyu Urip Project Central Field Facilities (CFF)ener0% (1)
- Power Plant Engineering TUTORIALDokument67 SeitenPower Plant Engineering TUTORIALalgiorge60% (5)
- Various Components of Thermal Power Plant - BasicsDokument17 SeitenVarious Components of Thermal Power Plant - BasicsMohammed Kabiruddin95% (21)
- Ajeet Singh Iffco ReportDokument53 SeitenAjeet Singh Iffco ReportNaveen DikshitNoch keine Bewertungen
- Chapter 4 - Steam Power PlantsDokument76 SeitenChapter 4 - Steam Power Plantskenasaa GetachewNoch keine Bewertungen
- KASUI CORSCAL 167 prevents cooling tower scale & corrosionDokument1 SeiteKASUI CORSCAL 167 prevents cooling tower scale & corrosionTito Choirul HudaNoch keine Bewertungen
- Install An Automatic Blowdown Control System: BackgroundDokument5 SeitenInstall An Automatic Blowdown Control System: BackgroundNaNoch keine Bewertungen
- Approval status and comments for Mong Duong 1 Thermal Power Plant outline drawingDokument2 SeitenApproval status and comments for Mong Duong 1 Thermal Power Plant outline drawingtvpham123Noch keine Bewertungen
- Engine Room Layout Deck 2Dokument13 SeitenEngine Room Layout Deck 2Rabu FernandoNoch keine Bewertungen
- Assingment 2Dokument2 SeitenAssingment 2habtish100% (1)
- Thermax Ltd Water Treatment Plant ManualDokument76 SeitenThermax Ltd Water Treatment Plant Manualsivsyadav100% (4)
- Plant Engineering: Performance Diagnostic Test Program For The Nuclear Turbine Cycle at Korea Hydro & Nuclear Power CompanyDokument54 SeitenPlant Engineering: Performance Diagnostic Test Program For The Nuclear Turbine Cycle at Korea Hydro & Nuclear Power CompanyEnrique Lopez De ArroyabeNoch keine Bewertungen
- 07 - The Use of AquaSorb PDFDokument6 Seiten07 - The Use of AquaSorb PDFjupichiNoch keine Bewertungen
- Boiler Water & Steam CycleDokument50 SeitenBoiler Water & Steam CycleRaviKushwahaNoch keine Bewertungen
- New Microsoft Word DocumentDokument25 SeitenNew Microsoft Word DocumentRathin KukrejaNoch keine Bewertungen
- Specification & Drawings: EH-500F, 750F, 1000FDokument6 SeitenSpecification & Drawings: EH-500F, 750F, 1000FIPSRS TEKNISINoch keine Bewertungen
- The Boiler: ObjectivesDokument36 SeitenThe Boiler: Objectivesfreddy kurniawanNoch keine Bewertungen
- Revised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedDokument10 SeitenRevised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedAnonymous bHh1L1Noch keine Bewertungen
- Boiler Blowdown & TDS Control SystemDokument31 SeitenBoiler Blowdown & TDS Control SystemHélder PascoalNoch keine Bewertungen
- Membranas HydronDokument1 SeiteMembranas HydronPrecision Plating CorreoNoch keine Bewertungen
- KKS (Main Group)Dokument82 SeitenKKS (Main Group)Heri AngriawanNoch keine Bewertungen
- Study Industrial Water TreatmentDokument16 SeitenStudy Industrial Water TreatmentAwaiz KhanNoch keine Bewertungen
- Industrial Training Report PDFDokument67 SeitenIndustrial Training Report PDFAjulo jask100% (1)
- BFS Boiler Book PDFDokument4 SeitenBFS Boiler Book PDFfauzi endraNoch keine Bewertungen
- Theory of Steam Generation ExplainedDokument8 SeitenTheory of Steam Generation Explainedraudatul22Noch keine Bewertungen
- QUIZ 1: Condenser Circulating Pumps and Other Hydroelectric ComponentsDokument17 SeitenQUIZ 1: Condenser Circulating Pumps and Other Hydroelectric ComponentsXharlene HernandezNoch keine Bewertungen