Das könnte Ihnen auch gefallen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Produced Water Treatment Field ManualVon EverandProduced Water Treatment Field ManualBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewVon EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNoch keine Bewertungen
- Lithium I On IncidentsDokument12 SeitenLithium I On IncidentsM8R-fsx9faNoch keine Bewertungen
- 2018 Boiler Operator Study GuideDokument27 Seiten2018 Boiler Operator Study GuideJesseNoch keine Bewertungen
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
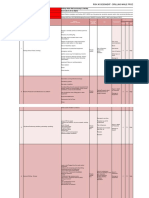
- Risk Assessment SIMOPS Drilling Vs Venting AlphaDokument7 SeitenRisk Assessment SIMOPS Drilling Vs Venting AlphaLouise TeboNoch keine Bewertungen
- TM 9-2320-341-10Dokument962 SeitenTM 9-2320-341-10AdvocateNoch keine Bewertungen
- How Reverse Osmosis Works: A Look at Industrial ROVon EverandHow Reverse Osmosis Works: A Look at Industrial ROBewertung: 2.5 von 5 Sternen2.5/5 (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Boiler Questions BtechDokument5 SeitenBoiler Questions BtechRishav Raj100% (1)
- SteamDokument345 SeitenSteamaravind100% (1)
- Explosives, Ground Vibration and Air BlastDokument31 SeitenExplosives, Ground Vibration and Air Blastpartha das sharma100% (4)
- Dyno Nobel 2010Dokument32 SeitenDyno Nobel 2010Zaka EmadNoch keine Bewertungen
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringVon EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Work Execution Plan For Surface Well TestingDokument12 SeitenWork Execution Plan For Surface Well Testinginyene ekere100% (1)
- Explosion in SW Tanks PDFDokument9 SeitenExplosion in SW Tanks PDFJaved MohammedNoch keine Bewertungen
- Runaway ReactionsDokument5 SeitenRunaway ReactionsDaniel SantosNoch keine Bewertungen
- Operation and Maintenance of Boilers: Prepared byDokument22 SeitenOperation and Maintenance of Boilers: Prepared byZAHID HUSSAIN100% (1)
- Peroxides PDFDokument16 SeitenPeroxides PDFxcvNoch keine Bewertungen
- Fmds0776 Dust ExplosionDokument42 SeitenFmds0776 Dust ExplosionRicardo Had100% (1)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringVon EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Prevention of Actuator Emissions in the Oil and Gas IndustryVon EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Boiler Safety Program Boiler ProgramDokument8 SeitenBoiler Safety Program Boiler Programsalman akbarNoch keine Bewertungen
- Boiler Inspection MaintenanceDokument5 SeitenBoiler Inspection Maintenanceskthen72Noch keine Bewertungen
- Boiler Operation and MaintenanceDokument25 SeitenBoiler Operation and MaintenanceJom BonhayagNoch keine Bewertungen
- A2 33+Guide+for+Transformer+Fire+Safety+PracticesDokument48 SeitenA2 33+Guide+for+Transformer+Fire+Safety+Practiceswilfredo macoNoch keine Bewertungen
- Boiler Inspections GudeDokument4 SeitenBoiler Inspections GudeJayanath Nuwan SameeraNoch keine Bewertungen
- RMS Boiler Safety Annual Inspection ChecklistDokument3 SeitenRMS Boiler Safety Annual Inspection ChecklistRitche Lim Bragais100% (1)
- Fire Arson Inves-Revw QsDokument10 SeitenFire Arson Inves-Revw QsAileen Filio Layones-ManasNoch keine Bewertungen
- Nh3 Plant FailuresDokument18 SeitenNh3 Plant FailuresMurugappan PalaniappanNoch keine Bewertungen
- Boiler SafetyDokument24 SeitenBoiler SafetyajuhaseenNoch keine Bewertungen
- How To Synchronize Generators On A ShipDokument115 SeitenHow To Synchronize Generators On A Shipandriea03100% (1)
- Steam Generating System - Operation OverviewDokument21 SeitenSteam Generating System - Operation Overviewritesh MishraNoch keine Bewertungen
- BoilerDokument22 SeitenBoilerAngel Silva VicenteNoch keine Bewertungen
- Engineering and Maintenance Manual - SD660 Double Door - Steam GeneratorDokument89 SeitenEngineering and Maintenance Manual - SD660 Double Door - Steam GeneratorPhuc Truong100% (1)
- Tech Boiler Operation and Maintenance 20111025Dokument3 SeitenTech Boiler Operation and Maintenance 20111025Fana AkalNoch keine Bewertungen
- Boiler - Steam GeneratorDokument19 SeitenBoiler - Steam GeneratormarlpatsNoch keine Bewertungen
- Boiler Safety Systems and InstrumentsDokument6 SeitenBoiler Safety Systems and InstrumentsАртем БабенкоNoch keine Bewertungen
- Lesson 5. Blow Down ProcedureDokument3 SeitenLesson 5. Blow Down ProcedureАртем БабенкоNoch keine Bewertungen
- Boiler SafetyDokument23 SeitenBoiler SafetymiteshNoch keine Bewertungen
- AGuideforFireTubeBoiler PDFDokument23 SeitenAGuideforFireTubeBoiler PDFsidikNoch keine Bewertungen
- Boiler Safety Ppt-16Dokument24 SeitenBoiler Safety Ppt-16Sarah vavyNoch keine Bewertungen
- Thermo 4Dokument9 SeitenThermo 4Emran MuhammadNoch keine Bewertungen
- Chapter 661Dokument12 SeitenChapter 661bajrangNoch keine Bewertungen
- Analysis of Cycle Time Reduction During Shroud Hydro Test of Boiler DRUM OF 500/600MWDokument12 SeitenAnalysis of Cycle Time Reduction During Shroud Hydro Test of Boiler DRUM OF 500/600MWiaset123Noch keine Bewertungen
- Mod 7 Boiler Safety2Dokument24 SeitenMod 7 Boiler Safety2potatoteddyNoch keine Bewertungen
- CH-8 Boiler O&mDokument39 SeitenCH-8 Boiler O&msusovan59Noch keine Bewertungen
- Boilers SafetyDokument41 SeitenBoilers SafetySumaira KhanNoch keine Bewertungen
- Best Practices For Steam Control Valve InstallationDokument4 SeitenBest Practices For Steam Control Valve InstallationYasmin.Shunmugam4188Noch keine Bewertungen
- How Often Should You Test Your Fire Pump?Dokument3 SeitenHow Often Should You Test Your Fire Pump?dwisunuNoch keine Bewertungen
- Experiment 1: Steam Boiler Operation and Boiler MountingDokument4 SeitenExperiment 1: Steam Boiler Operation and Boiler Mountingsarjenputra07Noch keine Bewertungen
- Guide 2 Safer BoilerDokument2 SeitenGuide 2 Safer BoilerTharanyaanandNoch keine Bewertungen
- Boiler DevicesDokument4 SeitenBoiler DevicesMohamed DorboukNoch keine Bewertungen
- Format 1Dokument12 SeitenFormat 1mobile legend practiceNoch keine Bewertungen
- Boiler Mountings & AccessoriesDokument4 SeitenBoiler Mountings & Accessoriesshiraj36Noch keine Bewertungen
- Discussion On Improving Marine Boiler Efficiency On BoardDokument4 SeitenDiscussion On Improving Marine Boiler Efficiency On BoardpetrusNoch keine Bewertungen
- Lesson 4. Boiler MountingsDokument4 SeitenLesson 4. Boiler MountingsalexdenychenkoNoch keine Bewertungen
- Steam OM Superior May 31 2015Dokument79 SeitenSteam OM Superior May 31 2015Mondragon Nesus ClintNoch keine Bewertungen
- Maintaining Valves The Right Way: by Nwaoha Chikezie of CASEIDokument2 SeitenMaintaining Valves The Right Way: by Nwaoha Chikezie of CASEIRajibNoch keine Bewertungen
- Zeal International: Cement AutoclaveDokument4 SeitenZeal International: Cement AutoclaveShreya Test HouseNoch keine Bewertungen
- Ai Boiler Routine Maintenance Guide: AmerecDokument10 SeitenAi Boiler Routine Maintenance Guide: Amerecأبو نبيل سلامNoch keine Bewertungen
- Section11 ROUTINE OPERATION.Dokument37 SeitenSection11 ROUTINE OPERATION.Mithilesh YadavNoch keine Bewertungen
- 7 Steam - SafetyDokument5 Seiten7 Steam - SafetyYeshitilaAyalewNoch keine Bewertungen
- Emergency Isolation of Chemical PlantsDokument49 SeitenEmergency Isolation of Chemical PlantsFurqan ShahidNoch keine Bewertungen
- Week Activities Done Recommendations Familiarization With How The Hydrogen Plant Works, Hands On and Plant ChecksDokument3 SeitenWeek Activities Done Recommendations Familiarization With How The Hydrogen Plant Works, Hands On and Plant ChecksnyashaNoch keine Bewertungen
- Power PlantDokument28 SeitenPower PlantaviNoch keine Bewertungen
- Safety 2Dokument11 SeitenSafety 2Anonymous DKv8vpNoch keine Bewertungen
- Marine BoilerDokument31 SeitenMarine BoilerydwkpteagmNoch keine Bewertungen
- Boiler Study GuideDokument27 SeitenBoiler Study GuideAjish Rajan TNoch keine Bewertungen
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryVon EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNoch keine Bewertungen
- Apostila Furanic ResinDokument87 SeitenApostila Furanic Resinmarcotulio123Noch keine Bewertungen
- 92BA25Dokument72 Seiten92BA25dinoyt2011Noch keine Bewertungen
- Manual Serviços Ricoh SP 5200Dokument658 SeitenManual Serviços Ricoh SP 5200PrimeCopy CopiadoraNoch keine Bewertungen
- The Application of Pumpable EmulsionsDokument9 SeitenThe Application of Pumpable Emulsionsalvaroaac4Noch keine Bewertungen
- USA Bell & Gossett 116506 - D120 (68GAL)Dokument6 SeitenUSA Bell & Gossett 116506 - D120 (68GAL)1092 hanna (primary soul)Noch keine Bewertungen
- 48 Safety Aspects of Industrial DryersDokument29 Seiten48 Safety Aspects of Industrial DryersVama DevNoch keine Bewertungen
- 4 Hour Fire Protection & Blast Protection SystemsDokument20 Seiten4 Hour Fire Protection & Blast Protection SystemssechooNoch keine Bewertungen
- Hoja de Seguridad - DynoMix WR (Inglés)Dokument10 SeitenHoja de Seguridad - DynoMix WR (Inglés)Pedro Ramos PAchecoNoch keine Bewertungen
- MSDS Sb2O3Dokument5 SeitenMSDS Sb2O3Alif Rinaldy FajargisNoch keine Bewertungen
- August 17 (Tuesday) DiscussionDokument6 SeitenAugust 17 (Tuesday) DiscussionYuGenNoch keine Bewertungen
- Potassium HydroxideDokument6 SeitenPotassium HydroxideSiti Fatimah NasarNoch keine Bewertungen
- Worksheet 3 Emergency Lesson Plan FireworksDokument3 SeitenWorksheet 3 Emergency Lesson Plan FireworksKayla EdelNoch keine Bewertungen
- Binatone Action 850 ManualDokument10 SeitenBinatone Action 850 ManualLiviu CapatinaNoch keine Bewertungen
- Experiment No. 1 Measurement of Heating Surface of A Firetube BoilerDokument24 SeitenExperiment No. 1 Measurement of Heating Surface of A Firetube BoilerAli Requiso MahmudNoch keine Bewertungen
- Steam Explosion in Ammonia Plant: W.K. (Bill) Taylor, P. EngDokument10 SeitenSteam Explosion in Ammonia Plant: W.K. (Bill) Taylor, P. Engvaratharajan g rNoch keine Bewertungen
- Bright Sparklers Event Swiss CheeseDokument10 SeitenBright Sparklers Event Swiss CheeseRaiha AmiraNoch keine Bewertungen
- Vinyl Acetate Monomer PresenationDokument12 SeitenVinyl Acetate Monomer Presenationtatarey79Noch keine Bewertungen
- MSDS AquadesDokument5 SeitenMSDS Aquadesdorami17100% (1)