Das könnte Ihnen auch gefallen
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsVon EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNoch keine Bewertungen
- A Review On Continuously Variable Transmissions Control Da Wen Ge, Sugeng Ariyono and Daw Thet Thet MonDokument12 SeitenA Review On Continuously Variable Transmissions Control Da Wen Ge, Sugeng Ariyono and Daw Thet Thet MonDarmanNoch keine Bewertungen
- CVT PPT Vrushibendra RKDokument14 SeitenCVT PPT Vrushibendra RKguruswami462Noch keine Bewertungen
- CVT BeltDokument10 SeitenCVT BeltSachenderNoch keine Bewertungen
- Research On Power Loss of Continuously Variable TR PDFDokument10 SeitenResearch On Power Loss of Continuously Variable TR PDFShailja SharmaNoch keine Bewertungen
- Koyo's Approach To Continuously Variable Transmissions (CVT) For AutomobilesDokument0 SeitenKoyo's Approach To Continuously Variable Transmissions (CVT) For AutomobilesSaurabh MeenaNoch keine Bewertungen
- Câmbio CVT Explicação Força Centrífuga Molas ExcelenteDokument23 SeitenCâmbio CVT Explicação Força Centrífuga Molas ExcelenteGardenia AndradeNoch keine Bewertungen
- CVT Dynamics-Theory and ExperimentsDokument21 SeitenCVT Dynamics-Theory and ExperimentsSanjay HansdahNoch keine Bewertungen
- Cone CVTDokument4 SeitenCone CVTArun KumarNoch keine Bewertungen
- 7I38 IJAET1002237 v10 I2 pp201 209Dokument10 Seiten7I38 IJAET1002237 v10 I2 pp201 209Nguyen Ke DucNoch keine Bewertungen
- Kurosawa 1999Dokument7 SeitenKurosawa 1999shubham3singhal-2Noch keine Bewertungen
- Masters Thesis On CVTDokument100 SeitenMasters Thesis On CVTShubham Deshmukh100% (1)
- Continuously Variable Transmission (CVT) : Ms. Tanvi Dilip ChallirwarDokument4 SeitenContinuously Variable Transmission (CVT) : Ms. Tanvi Dilip Challirwarpower1980Noch keine Bewertungen
- Optimization Transmission Efficiency With Driver Intention For Automotive Continuously Variable Transmission Under Slip ModeDokument17 SeitenOptimization Transmission Efficiency With Driver Intention For Automotive Continuously Variable Transmission Under Slip ModeThanh DanhNoch keine Bewertungen
- Mech CVTDokument15 SeitenMech CVTOmar AhmedNoch keine Bewertungen
- Mech CVTDokument15 SeitenMech CVTsachin guptaNoch keine Bewertungen
- Continuously Variable Transmission CVT Seminar ReportDokument25 SeitenContinuously Variable Transmission CVT Seminar ReportGirish Gowda D K100% (1)
- Design and Development of Stepless Variable Speed Kinematic Linkage DriveDokument4 SeitenDesign and Development of Stepless Variable Speed Kinematic Linkage DriveerpublicationNoch keine Bewertungen
- CVT Seminar ReportDokument24 SeitenCVT Seminar ReportSahil SoodNoch keine Bewertungen
- Continuously Variable Transmission: A Seminar OnDokument18 SeitenContinuously Variable Transmission: A Seminar OnOmar AhmedNoch keine Bewertungen
- Inf Clear Betw Plates CVT PDFDokument16 SeitenInf Clear Betw Plates CVT PDFEsteban CorderoNoch keine Bewertungen
- Inf Clear Betw Plates CVTDokument16 SeitenInf Clear Betw Plates CVTEsteban CorderoNoch keine Bewertungen
- Experimental Investigation On The Effici PDFDokument5 SeitenExperimental Investigation On The Effici PDFswapnil pandeNoch keine Bewertungen
- Mech CVT ReportDokument22 SeitenMech CVT ReportfawazNoch keine Bewertungen
- Continuously Variable Transmissions2Dokument29 SeitenContinuously Variable Transmissions2Faris AbdullahNoch keine Bewertungen
- A Comparison of The Performances of Full and Half Toroidal Traction DrivesDokument24 SeitenA Comparison of The Performances of Full and Half Toroidal Traction DrivesOctavian CiocoiNoch keine Bewertungen
- CVTDokument15 SeitenCVTArif Budi YasmonoNoch keine Bewertungen
- 5.HT FT MMT-Paper PDFDokument22 Seiten5.HT FT MMT-Paper PDFOctavian CiocoiNoch keine Bewertungen
- 56 CF 284 F 08 Ae 85 C 823448358Dokument11 Seiten56 CF 284 F 08 Ae 85 C 823448358Stefan TudoracheNoch keine Bewertungen
- Continuously Variable Transmissions (CVT) :: The Holy Grail of Automotive Transmission Systems?Dokument26 SeitenContinuously Variable Transmissions (CVT) :: The Holy Grail of Automotive Transmission Systems?Mohit RajNoch keine Bewertungen
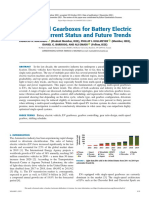
- Multi-Speed Gearboxes For Battery Electric Vehicles Current Status and Future TrendsDokument17 SeitenMulti-Speed Gearboxes For Battery Electric Vehicles Current Status and Future TrendsSamial HasnatNoch keine Bewertungen
- Article 1 265 en CVTDokument19 SeitenArticle 1 265 en CVTAtifNoch keine Bewertungen
- CVT ReportDokument11 SeitenCVT ReportSaurabh JainNoch keine Bewertungen
- Churning+Power+Losses+of+Ordinary+Gears a+New+Approach 11311 973131 MontenegroDokument14 SeitenChurning+Power+Losses+of+Ordinary+Gears a+New+Approach 11311 973131 Montenegrowalmir.f.navarroNoch keine Bewertungen
- Experimental Investigation of Laser Surface Texturing On Piston Rings For Reduction of Friction PowerDokument7 SeitenExperimental Investigation of Laser Surface Texturing On Piston Rings For Reduction of Friction PowerfuturemukundNoch keine Bewertungen
- CVTDokument18 SeitenCVTRon Farm100% (1)
- Research Article: Driveline Torsional Analysis and Clutch Damper Optimization For Reducing Gear RattleDokument25 SeitenResearch Article: Driveline Torsional Analysis and Clutch Damper Optimization For Reducing Gear RattleLindsay Shantha RubiaNoch keine Bewertungen
- A Review On Developments of Polyphase MachinesDokument19 SeitenA Review On Developments of Polyphase MachineshasanNoch keine Bewertungen
- 4.performance Verification Test of Coaxial Centrifugal Clutch For Motorcycle Transmission SystemDokument8 Seiten4.performance Verification Test of Coaxial Centrifugal Clutch For Motorcycle Transmission SystemSina ShourakiNoch keine Bewertungen
- A Continuously Variable TransmissionDokument11 SeitenA Continuously Variable TransmissionHitesh PrajapatNoch keine Bewertungen
- Continuously Variable Transmission India PDFDokument20 SeitenContinuously Variable Transmission India PDFswapnil pandeNoch keine Bewertungen
- DTS Question Bank Jan 2016-1Dokument17 SeitenDTS Question Bank Jan 2016-1AnirudhNoch keine Bewertungen
- AAAAAAAAAAAAAADokument16 SeitenAAAAAAAAAAAAAASriramulu JaichandarNoch keine Bewertungen
- Use of Railway Wheel Wear and Damage Predictions Tools To Improve Maintenance Efficiency Through The Use of Economic Tyre Turning (ETT)Dokument23 SeitenUse of Railway Wheel Wear and Damage Predictions Tools To Improve Maintenance Efficiency Through The Use of Economic Tyre Turning (ETT)MahnooshNoch keine Bewertungen
- Mathematical Model For Torsional Vibration Analysis in Internal Combustion EnginesDokument6 SeitenMathematical Model For Torsional Vibration Analysis in Internal Combustion Enginesstefanovicana1Noch keine Bewertungen
- Current Usage by A DC Motor To Vary Ratio in An ElDokument7 SeitenCurrent Usage by A DC Motor To Vary Ratio in An ElYoussef OubelaidNoch keine Bewertungen
- G. Polt, T. Sebesty, A. Pauschitz and F. Franek: Investigations of Stick-Slip Effects in Wet Friction Drive ElementsDokument6 SeitenG. Polt, T. Sebesty, A. Pauschitz and F. Franek: Investigations of Stick-Slip Effects in Wet Friction Drive Elementseng13Noch keine Bewertungen
- Improving Push Belt CVT Efficiency by Control Strategies Based On New Variator Wear InsightDokument16 SeitenImproving Push Belt CVT Efficiency by Control Strategies Based On New Variator Wear InsighthofgkNoch keine Bewertungen
- R.M. Van Druten, P.G. Van Tilborg, P.C.J.N. Rosielle, M.J.W. SchoutenDokument6 SeitenR.M. Van Druten, P.G. Van Tilborg, P.C.J.N. Rosielle, M.J.W. SchoutenAjay ChandranNoch keine Bewertungen
- Ijcrt 181756Dokument6 SeitenIjcrt 181756Duc DungNoch keine Bewertungen
- Trend in Wind Turbine Drive TrainsDokument5 SeitenTrend in Wind Turbine Drive TrainsMarcos Gómez PérezNoch keine Bewertungen
- Development of Two-Speed Dual-Clutch Transmission For Seamless Gear Shifting in EVsDokument9 SeitenDevelopment of Two-Speed Dual-Clutch Transmission For Seamless Gear Shifting in EVsThiên ThanhNoch keine Bewertungen
- Ijaiem 2014 09 07 8Dokument12 SeitenIjaiem 2014 09 07 8International Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Study of The Effect of Adapter Design On The LoadDokument5 SeitenStudy of The Effect of Adapter Design On The LoadChristian GagolaNoch keine Bewertungen
- Actuators: Motion Characteristics of A Clutch Actuator For Heavy-Duty Vehicles With Automated Mechanical TransmissionDokument25 SeitenActuators: Motion Characteristics of A Clutch Actuator For Heavy-Duty Vehicles With Automated Mechanical TransmissionNgọc ĐạiNoch keine Bewertungen
- Machines 10 00805Dokument18 SeitenMachines 10 00805Sam StideNoch keine Bewertungen
- Continuously Variable TransmissionDokument11 SeitenContinuously Variable TransmissionsonirocksNoch keine Bewertungen
- Timing Belt Drives and Their Advantages Regarding Engine Efficiency and NVH CharacteristicsDokument3 SeitenTiming Belt Drives and Their Advantages Regarding Engine Efficiency and NVH Characteristicsu.rghu.kNoch keine Bewertungen
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsVon EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNoch keine Bewertungen
- ODIS Software Installation & Configuration InstructionsDokument17 SeitenODIS Software Installation & Configuration InstructionsqusayNoch keine Bewertungen
- VWGoA Erwin ODIS Service ApplicationDokument4 SeitenVWGoA Erwin ODIS Service ApplicationqusayNoch keine Bewertungen
- 2019 ModelX-SOP8 2020 01 22Dokument78 Seiten2019 ModelX-SOP8 2020 01 22qusayNoch keine Bewertungen
- Service Information: 1.0 - IntroductionDokument3 SeitenService Information: 1.0 - IntroductionqusayNoch keine Bewertungen
- Model X Labor Codes. Codes Are Updated Every Week and Are Valid As of June 19, 2020Dokument22 SeitenModel X Labor Codes. Codes Are Updated Every Week and Are Valid As of June 19, 2020qusayNoch keine Bewertungen
- VW Id4 Maintenance EngDokument74 SeitenVW Id4 Maintenance Engqusay0% (1)
- Muhammed Asheraf.K: Mob: E-Mail: LinkedinDokument3 SeitenMuhammed Asheraf.K: Mob: E-Mail: LinkedinqusayNoch keine Bewertungen
- 2019 ModelX SOP9-All Rev3Dokument78 Seiten2019 ModelX SOP9-All Rev3qusayNoch keine Bewertungen
- 2018 ModelX-SOP5-LHD ManualRev1Dokument78 Seiten2018 ModelX-SOP5-LHD ManualRev1qusayNoch keine Bewertungen
- 2016 ModelX-SOP4-LHD ManualRev1Dokument77 Seiten2016 ModelX-SOP4-LHD ManualRev1qusayNoch keine Bewertungen
- 2018 ModelX-SOP6-LHD ManualRev1Dokument78 Seiten2018 ModelX-SOP6-LHD ManualRev1qusayNoch keine Bewertungen
- 2016 ModelX-SOP4-LHD ManualRev1Dokument77 Seiten2016 ModelX-SOP4-LHD ManualRev1qusayNoch keine Bewertungen
- 2018 ModelX-SOP6-LHD ManualRev1Dokument78 Seiten2018 ModelX-SOP6-LHD ManualRev1qusayNoch keine Bewertungen
- Checking The Function of The Air Dryer1Dokument1 SeiteChecking The Function of The Air Dryer1qusayNoch keine Bewertungen
- Manufacturing Processes Ch20 Sheet Metal WorkingDokument73 SeitenManufacturing Processes Ch20 Sheet Metal WorkingqusayNoch keine Bewertungen
- 2016 ModelX LHD SOP3Dokument73 Seiten2016 ModelX LHD SOP3qusayNoch keine Bewertungen
- Automotive Workshop SafetyDokument44 SeitenAutomotive Workshop Safetynewairley70% (10)
- Novedades Jaltest CV 221 enDokument13 SeitenNovedades Jaltest CV 221 enqusayNoch keine Bewertungen
- Assignment: 8 (Solutions) Total: 50Dokument9 SeitenAssignment: 8 (Solutions) Total: 50MustafaNoch keine Bewertungen
- 182-Point Inspection Checklist: Dealer NameDokument4 Seiten182-Point Inspection Checklist: Dealer NamequsayNoch keine Bewertungen
- Momentum and ImpulseDokument15 SeitenMomentum and ImpulsequsayNoch keine Bewertungen
- MAN Presentation 20171027 PDFDokument43 SeitenMAN Presentation 20171027 PDFIceNoch keine Bewertungen
- Internship Report On Automotive TechnoloDokument114 SeitenInternship Report On Automotive TechnoloNdu Casper George100% (1)
- Man Fault-Messages-TGA PDFDokument203 SeitenMan Fault-Messages-TGA PDFNadeem Mohd100% (9)
- Full Text 04Dokument23 SeitenFull Text 04qusayNoch keine Bewertungen
- 7 Review of Fundamentals - Heat and Mass TransferDokument20 Seiten7 Review of Fundamentals - Heat and Mass TransferPRASAD326100% (2)
- Wind Flow Analysis On A Complex TerrainDokument36 SeitenWind Flow Analysis On A Complex TerrainqusayNoch keine Bewertungen
- Prediction of Wind Energy Distribution in Complex Terrain Using CFDDokument10 SeitenPrediction of Wind Energy Distribution in Complex Terrain Using CFDqusayNoch keine Bewertungen
- Chapter 9Dokument34 SeitenChapter 9qusayNoch keine Bewertungen
- Chapter 9Dokument24 SeitenChapter 9mxjoeNoch keine Bewertungen
- METS - Babbitted Bearing Health Assessment PDFDokument15 SeitenMETS - Babbitted Bearing Health Assessment PDFew6082Noch keine Bewertungen
- DIN 51825 German Grease Classification System PDFDokument1 SeiteDIN 51825 German Grease Classification System PDFsoumya ghoshNoch keine Bewertungen
- 10.2 Types of FrictionDokument2 Seiten10.2 Types of FrictionrajmehaNoch keine Bewertungen
- Nachi Angular Contact Bearings DimsDokument8 SeitenNachi Angular Contact Bearings Dimss bNoch keine Bewertungen
- Effect of Surface Coating and Tin PlatingDokument9 SeitenEffect of Surface Coating and Tin PlatingJosé Luis PárragaNoch keine Bewertungen
- Lubrication Types and GradesDokument6 SeitenLubrication Types and Gradesroopa mNoch keine Bewertungen
- Ijert Ijert: Behavior of Composite Nanofluids Under Extreme Pressure ConditionDokument8 SeitenIjert Ijert: Behavior of Composite Nanofluids Under Extreme Pressure ConditionGK SinghNoch keine Bewertungen
- Spring Oil ChartDokument1 SeiteSpring Oil ChartArildo Chaves de Andrade0% (1)
- Grease Lubrication Mechanisms in Rolling Bearing Systems: Piet M. LugtDokument4 SeitenGrease Lubrication Mechanisms in Rolling Bearing Systems: Piet M. LugtAntonio Marques SilvaNoch keine Bewertungen
- Tribology Assignment 01Dokument3 SeitenTribology Assignment 01AhmedAhmedNoch keine Bewertungen
- TRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Dokument228 SeitenTRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Jorge Cuadros Blas100% (4)
- 4 - Plasma Transferred Arc Surface Modification of Atmospheric Plasma SprayedDokument6 Seiten4 - Plasma Transferred Arc Surface Modification of Atmospheric Plasma SprayedJedaías J.Noch keine Bewertungen
- M. Tech Engineering DesignDokument24 SeitenM. Tech Engineering DesignKKNoch keine Bewertungen
- A Mechanical Engineer S Handbook by ONGC PDFDokument303 SeitenA Mechanical Engineer S Handbook by ONGC PDFshujad77Noch keine Bewertungen
- Oil & GreaseDokument1 SeiteOil & Greaselipi80% (1)
- Module 4. Lubricant & Lubrication PDFDokument65 SeitenModule 4. Lubricant & Lubrication PDFarcee coinNoch keine Bewertungen
- 01 MCQ Tribology - ScholarexpressDokument6 Seiten01 MCQ Tribology - ScholarexpressSayyed Ali AaquibNoch keine Bewertungen
- Tribology InternationalDokument10 SeitenTribology InternationalFabian VillamizarNoch keine Bewertungen
- Effect of TMP-based-cottonseed Oil-Biolubricant Blends On Tribological Behavior of Cylinder Liner-Piston Ring CombinationsDokument10 SeitenEffect of TMP-based-cottonseed Oil-Biolubricant Blends On Tribological Behavior of Cylinder Liner-Piston Ring CombinationsmechanicalbzuNoch keine Bewertungen
- Lubrication SearchableDokument54 SeitenLubrication SearchablesbusisoNoch keine Bewertungen
- Marine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55Dokument3 SeitenMarine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55spyros_peiraiasNoch keine Bewertungen
- Tribology 17me742: What Is Friction?Dokument31 SeitenTribology 17me742: What Is Friction?Vyshu Sonu100% (1)
- International 4400Dokument4 SeitenInternational 4400marioNoch keine Bewertungen
- RHP - Catálogo de Rodamientos de Super Precisión PDFDokument24 SeitenRHP - Catálogo de Rodamientos de Super Precisión PDFljcmexNoch keine Bewertungen
- Fundamentals of Fluid Film LubricationDokument713 SeitenFundamentals of Fluid Film Lubricationmans2014100% (3)
- Infineum&Multisol ProductsDokument10 SeitenInfineum&Multisol Productsonejako12100% (1)
- Determining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineDokument5 SeitenDetermining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineRayzha NoerfiqriNoch keine Bewertungen
- Glaeser 2nd Chapter OneDokument28 SeitenGlaeser 2nd Chapter OneSheri DeanNoch keine Bewertungen
- HRB Bearings Catalogue - Deep Groove Ball Bearings - Open TypeDokument27 SeitenHRB Bearings Catalogue - Deep Groove Ball Bearings - Open TypeKang PurNoch keine Bewertungen
- Chp1 Introduction Lect 240717 EDokument39 SeitenChp1 Introduction Lect 240717 EGooftilaaAniJiraachuunkooYesusiin100% (1)