Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- OZ Racing Rims: Name Method Size Weight (LBS.) Weight (KGS.)Dokument4 SeitenOZ Racing Rims: Name Method Size Weight (LBS.) Weight (KGS.)ilpupNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Beeman Gs 1000 ManualDokument4 SeitenBeeman Gs 1000 Manualanbsc2100% (1)
- Aluminium Composite PanelsDokument46 SeitenAluminium Composite PanelsSashwat GhaiNoch keine Bewertungen
- Paper Items Are Considered Easier To Tag Because The Products Don't Interfere As Much With Radio WavesDokument3 SeitenPaper Items Are Considered Easier To Tag Because The Products Don't Interfere As Much With Radio WavesEve ZimNoch keine Bewertungen
- Drawing Welding InspectionDokument9 SeitenDrawing Welding InspectionEve ZimNoch keine Bewertungen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
- Learn EnglishDokument1 SeiteLearn EnglishEve ZimNoch keine Bewertungen
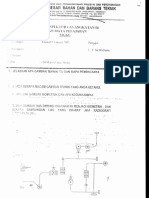
- Soal PLN 2010 PDFDokument14 SeitenSoal PLN 2010 PDFYulisnawatiAbbasNoch keine Bewertungen
- VocabularyDokument1 SeiteVocabularyEve ZimNoch keine Bewertungen
- Vocabulary For Charlotte's WebDokument1 SeiteVocabulary For Charlotte's WebEve ZimNoch keine Bewertungen
- Heat Load Computation Sheet: Phil. Setting DB 92°F WB 81°F RH 60% + 5%Dokument2 SeitenHeat Load Computation Sheet: Phil. Setting DB 92°F WB 81°F RH 60% + 5%Zubenel MaicongNoch keine Bewertungen
- Project DocumentDokument50 SeitenProject DocumentVijay B VijayNoch keine Bewertungen
- ANSI-IEEE, NEMA and UL Requirements For SwitchgearDokument4 SeitenANSI-IEEE, NEMA and UL Requirements For Switchgearefmartin21Noch keine Bewertungen
- Electromagnetic Shielding of Impulse Magnetic Fields Using Thin-Walled ShellsDokument4 SeitenElectromagnetic Shielding of Impulse Magnetic Fields Using Thin-Walled ShellsGuru VelmathiNoch keine Bewertungen
- Item # Ae102-8, Aeroquip Fire Sleeve - Ae102-8: List PriceDokument3 SeitenItem # Ae102-8, Aeroquip Fire Sleeve - Ae102-8: List PriceWalid HannaNoch keine Bewertungen
- EVSDokument7 SeitenEVSsubhas9804009247Noch keine Bewertungen
- CSC712 - Questions On Chapter 10 - Project ManagementDokument3 SeitenCSC712 - Questions On Chapter 10 - Project ManagementKhairiBudayawanNoch keine Bewertungen
- Job Miller AbstractDokument5 SeitenJob Miller AbstractTelika RamuNoch keine Bewertungen
- Humboldt Triaxial Equipment Guide-LR0417Dokument21 SeitenHumboldt Triaxial Equipment Guide-LR0417Dilson Loaiza CruzNoch keine Bewertungen
- PSA Referee SystemDokument4 SeitenPSA Referee SystemRamon JimenezNoch keine Bewertungen
- IS 2713.1-3.1980 Lighting Pole PDFDokument36 SeitenIS 2713.1-3.1980 Lighting Pole PDFnavneetNoch keine Bewertungen
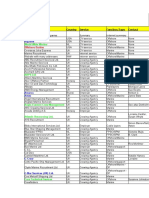
- Company Name Country Service Function/Type Contact: RigzoneDokument4 SeitenCompany Name Country Service Function/Type Contact: RigzonekokabawaNoch keine Bewertungen
- Hotel Fire SafetyDokument6 SeitenHotel Fire Safetyfairus100% (1)
- Six Sigma Green Belt Training Statistical Self Assessment ToolDokument5 SeitenSix Sigma Green Belt Training Statistical Self Assessment Toolashutoshsingh2302Noch keine Bewertungen
- Exercises 1 FinalDokument2 SeitenExercises 1 FinalRemalyn Quinay CasemNoch keine Bewertungen
- Wallenius Wilhelmsen HistoryDokument28 SeitenWallenius Wilhelmsen Historymanayani52100% (1)
- Elcometer 130: Soluble Salt ProfilerDokument8 SeitenElcometer 130: Soluble Salt ProfilerRomualdo CarlosNoch keine Bewertungen
- Chapter Eighteen: Creating Competitive AdvantageDokument34 SeitenChapter Eighteen: Creating Competitive AdvantageSana MehmoodNoch keine Bewertungen
- ASHRAE - HVAC Noise and Vibration ControlDokument93 SeitenASHRAE - HVAC Noise and Vibration Controlmnt6176100% (3)
- Caledonian: BS 6346 PVC Insulated, Armored Power and Control CablesDokument28 SeitenCaledonian: BS 6346 PVC Insulated, Armored Power and Control CablessurenediyaNoch keine Bewertungen
- Necco BondDokument1 SeiteNecco BondZdenko SemanNoch keine Bewertungen
- BrochureDokument2 SeitenBrochurearvind katyayn100% (1)
- Hydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesDokument7 SeitenHydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesMiguel VlntìnNoch keine Bewertungen
- CV FaisalDokument3 SeitenCV FaisalAnonymous UNekZM6Noch keine Bewertungen
- K9900 Series Level GaugeDokument2 SeitenK9900 Series Level GaugeBilly Isea DenaroNoch keine Bewertungen
- DORP Action PlanDokument3 SeitenDORP Action PlanSantisas Zai100% (3)
- Linux InterviewDokument35 SeitenLinux InterviewTao FengNoch keine Bewertungen