Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Yamaha Xmax 400 ManualDokument92 SeitenYamaha Xmax 400 ManualStelios BalarmasNoch keine Bewertungen
- Waterproof and Cleanroom Luminaires PDFDokument13 SeitenWaterproof and Cleanroom Luminaires PDFdwi wahyu sugiartoNoch keine Bewertungen
- Emed ES300 Operation ManualDokument30 SeitenEmed ES300 Operation Manualhany madcorNoch keine Bewertungen
- PIC (PWM PGM Steps)Dokument20 SeitenPIC (PWM PGM Steps)Elena Gilbert100% (2)
- 0 PRO Mira440 Mira440 SF ENDokument8 Seiten0 PRO Mira440 Mira440 SF ENlyxuandatbkNoch keine Bewertungen
- Dual JK Negative Edge-Triggered Flip-Flop SN54/74LS114A: Low Power SchottkyDokument4 SeitenDual JK Negative Edge-Triggered Flip-Flop SN54/74LS114A: Low Power Schottkydistrict19Noch keine Bewertungen
- Wilcoxon Short Form Catalog-2018Dokument36 SeitenWilcoxon Short Form Catalog-2018Dhananjay B KNoch keine Bewertungen
- Imation Swivel USB 2.0 Flash Drive Imation Drive Manager SoftwareDokument19 SeitenImation Swivel USB 2.0 Flash Drive Imation Drive Manager SoftwarejadaleerigneyNoch keine Bewertungen
- 2 DofDokument3 Seiten2 DofRui GonçalvesNoch keine Bewertungen
- Sony slv-360 slv-390 slv-660 slv-690 slv-l2 slv-l4 slv-l6Dokument55 SeitenSony slv-360 slv-390 slv-660 slv-690 slv-l2 slv-l4 slv-l6Atlantida Pece100% (1)
- FRCC PC 015 A7 02-MLM-MLZ-April2015Dokument52 SeitenFRCC PC 015 A7 02-MLM-MLZ-April2015viniciusschwabNoch keine Bewertungen
- Site MasterDokument5 SeitenSite MasterJaved hashimNoch keine Bewertungen
- Wet Con Micro Wet ConDokument39 SeitenWet Con Micro Wet ConGustavo OlavarriaNoch keine Bewertungen
- Digital Electronics Ece 213 PDFDokument15 SeitenDigital Electronics Ece 213 PDFAlisha AgarwalNoch keine Bewertungen
- Circuit Analysis PDFDokument81 SeitenCircuit Analysis PDFMuhammad AfzalNoch keine Bewertungen
- ABPROG User's ManualDokument35 SeitenABPROG User's ManualMiguel VegaNoch keine Bewertungen
- MWO PCB BrochureDokument4 SeitenMWO PCB BrochureAWR CorporationNoch keine Bewertungen
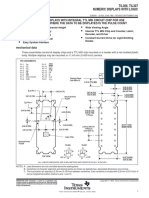
- TIL306, TIL307 Numeric Displays With LogicDokument9 SeitenTIL306, TIL307 Numeric Displays With LogicAndy ScriptorNoch keine Bewertungen
- To Construct An Amplifier Using A TransistorDokument20 SeitenTo Construct An Amplifier Using A TransistorParasGrover50% (8)
- UPS Battery Maintenance 101 - EC&MDokument6 SeitenUPS Battery Maintenance 101 - EC&MZiad BadrNoch keine Bewertungen
- Semiconductor Diodes: - Type - TypeDokument19 SeitenSemiconductor Diodes: - Type - TypeYeheya MajoNoch keine Bewertungen
- GPIO ProgrammingDokument7 SeitenGPIO ProgrammingADNU Electronics and Communications Engineering SocietyNoch keine Bewertungen
- HiPowerSpec - 100AH High Power CellDokument14 SeitenHiPowerSpec - 100AH High Power Celll4bmult123Noch keine Bewertungen
- Student Guide For Electronic Snap CircuitsDokument48 SeitenStudent Guide For Electronic Snap CircuitsJake Parker83% (29)
- ACES Journal - Infinite Periodic Boundary Conditions in FEKODokument8 SeitenACES Journal - Infinite Periodic Boundary Conditions in FEKOthe_jaberwockNoch keine Bewertungen
- Mando Universal One For One Urc-7542Dokument25 SeitenMando Universal One For One Urc-7542karioteNoch keine Bewertungen
- Marketing AssignmentDokument9 SeitenMarketing AssignmentPronabesh SheetNoch keine Bewertungen
- Motorola JLX Line ExtenderDokument2 SeitenMotorola JLX Line Extenderjcarlos1960Noch keine Bewertungen
- Applied Physics Lab ManualDokument36 SeitenApplied Physics Lab Manualاحمد علیNoch keine Bewertungen
- EthernetDokument37 SeitenEthernetUrvarshi GhoshNoch keine Bewertungen