Das könnte Ihnen auch gefallen
- SPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsDokument14 SeitenSPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsFernando OlaveoNoch keine Bewertungen
- Steam TheoryDokument44 SeitenSteam TheoryProcess EngineerNoch keine Bewertungen
- How To Do Flow Meter Calibration - InstrumentationToolsDokument7 SeitenHow To Do Flow Meter Calibration - InstrumentationToolsFahed DajaniNoch keine Bewertungen
- 4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyDokument26 Seiten4-6 - Presentation - PCS Ferguson - Automated Solution Running Gas Lift and Plunger Lift Operations ConcurrentlyJose eduardoNoch keine Bewertungen
- Coriolis Mass Flowmeters: Direct Measurement of Mass Flow, Density & TemperatureDokument10 SeitenCoriolis Mass Flowmeters: Direct Measurement of Mass Flow, Density & TemperatureMIRCEA1305Noch keine Bewertungen
- Dual Gas Lift PDFDokument15 SeitenDual Gas Lift PDFConnor SailorNoch keine Bewertungen
- Flow Sic 600Dokument16 SeitenFlow Sic 600Martijn GrootNoch keine Bewertungen
- Gas Lift OptimizationDokument11 SeitenGas Lift Optimizationmariangel durantNoch keine Bewertungen
- 2 Day Peep Class Slides - 2005Dokument124 Seiten2 Day Peep Class Slides - 2005warrior_2008100% (1)
- Aga Report No 3 Part 1 Orifice MeteringDokument61 SeitenAga Report No 3 Part 1 Orifice MeteringRicardo OmuraNoch keine Bewertungen
- Chapter 7 PDFDokument76 SeitenChapter 7 PDFNurfatini CheNoch keine Bewertungen
- 9.2 NEL-Schlumberger - Multiphase & Wet GasDokument17 Seiten9.2 NEL-Schlumberger - Multiphase & Wet GasAdilbekMursaliyevNoch keine Bewertungen
- Sick Maihak Flare Gas MonitoringDokument4 SeitenSick Maihak Flare Gas MonitoringWalid FattahNoch keine Bewertungen
- Introduction To EOR ProcessesDokument23 SeitenIntroduction To EOR Processesحسين رامي كريم A 12Noch keine Bewertungen
- TS012 Wet Gas Metering SamplingDokument4 SeitenTS012 Wet Gas Metering SamplingSai Rakesh Varma VadapallyNoch keine Bewertungen
- BOP Control System BC0114001ADokument6 SeitenBOP Control System BC0114001AMehdi Hajd KacemNoch keine Bewertungen
- Fundamentals of Natural Gas Liquid MeasurementsDokument9 SeitenFundamentals of Natural Gas Liquid Measurementsmakasad26Noch keine Bewertungen
- Floboss 103 Flow Manager: Fb103 Product Data SheetDokument7 SeitenFloboss 103 Flow Manager: Fb103 Product Data SheetcartarNoch keine Bewertungen
- Testing of Generic Differential Pressure Cone Meters To MPMS API 22.2Dokument21 SeitenTesting of Generic Differential Pressure Cone Meters To MPMS API 22.2Philip A Lawrence C.Eng. F. Inst M.C.Noch keine Bewertungen
- Coriolis Well Performance Measurement With Net Oil ComputersDokument18 SeitenCoriolis Well Performance Measurement With Net Oil ComputersJoelAlbertoMugnoCampoNoch keine Bewertungen
- Omni Flow Computer Modbus: DatabaseDokument12 SeitenOmni Flow Computer Modbus: DatabaseapisituNoch keine Bewertungen
- 34-SAMSS-821 - Instrument Control Cabinate Outdoor-2019Dokument9 Seiten34-SAMSS-821 - Instrument Control Cabinate Outdoor-2019momeen pashaNoch keine Bewertungen
- Pressure Transient PDFDokument11 SeitenPressure Transient PDFenriqueg_53Noch keine Bewertungen
- Designpro V3 - Gas Lift Design Tutorial: Return To Main - NextDokument81 SeitenDesignpro V3 - Gas Lift Design Tutorial: Return To Main - NextAli AliNoch keine Bewertungen
- Plunger LiftDokument5 SeitenPlunger LiftrocacantuNoch keine Bewertungen
- Subsea Engineering Flow Assurance: Hold-Up Flow RegimesDokument56 SeitenSubsea Engineering Flow Assurance: Hold-Up Flow RegimesgetmellowNoch keine Bewertungen
- Development of Nodal Analysis For Production OptimizationDokument3 SeitenDevelopment of Nodal Analysis For Production OptimizationMbarouk Shaame MbaroukNoch keine Bewertungen
- Dual Gas LiftDokument15 SeitenDual Gas LiftAvinav KumarNoch keine Bewertungen
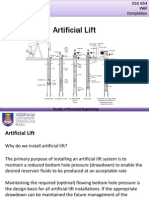
- Artificial LiftDokument11 SeitenArtificial LiftMohamad FadhliNoch keine Bewertungen
- Determination of Net Oil For Well Performance by R Dutton 33Dokument4 SeitenDetermination of Net Oil For Well Performance by R Dutton 33moralesmjyNoch keine Bewertungen
- A Continuous and Dynamic Production Allocation Method For Commingled Gas Wells Using An Arithmetic Progression ApproachDokument13 SeitenA Continuous and Dynamic Production Allocation Method For Commingled Gas Wells Using An Arithmetic Progression ApproachKasanto22Noch keine Bewertungen
- SPE 71546 A Systematic Approach in Deepwater Flow Assurance Fluid CharacterizationDokument12 SeitenSPE 71546 A Systematic Approach in Deepwater Flow Assurance Fluid CharacterizationJessica CehNoch keine Bewertungen
- Flowing Well PerformanceDokument57 SeitenFlowing Well PerformancemkwendeNoch keine Bewertungen
- Prosper To PIPESIMDokument1 SeiteProsper To PIPESIMazareiforoushNoch keine Bewertungen
- Geology & Geophysics: Coiled Tubing TechnologyDokument4 SeitenGeology & Geophysics: Coiled Tubing TechnologyUji PanuntunNoch keine Bewertungen
- Coats Elements of Reservoir SimulationDokument199 SeitenCoats Elements of Reservoir SimulationWelsinsin Kevin SinNoch keine Bewertungen
- Specific Heats and the Reversible ProcessDokument18 SeitenSpecific Heats and the Reversible ProcessYogaisan RamasawmyNoch keine Bewertungen
- Intro To WelltestingDokument26 SeitenIntro To WelltestingAdam WiltshireNoch keine Bewertungen
- Prof. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering DeptDokument22 SeitenProf. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering Deptcmrig74Noch keine Bewertungen
- Mini-Frac Analysis For Unconventional Reservoirs Using Fast Welltest 16-Aug-2013 0Dokument44 SeitenMini-Frac Analysis For Unconventional Reservoirs Using Fast Welltest 16-Aug-2013 0Anonymous U7yp0xNoch keine Bewertungen
- Liquid Loading Program ManualDokument9 SeitenLiquid Loading Program ManualRahmat Adi SaputraNoch keine Bewertungen
- Muskat AnalysisDokument12 SeitenMuskat AnalysisaidaNoch keine Bewertungen
- Dynamic Flow Performance Modeling of A Gas-Lift ValveDokument11 SeitenDynamic Flow Performance Modeling of A Gas-Lift Valvemohamed fathyNoch keine Bewertungen
- Godfrey - Mark Manual of Petroleum Measurement Standards Chapter 21 EFM Final PDFDokument20 SeitenGodfrey - Mark Manual of Petroleum Measurement Standards Chapter 21 EFM Final PDFIman AkbariNoch keine Bewertungen
- Barton Automatic Tank Gauging System User ManualDokument12 SeitenBarton Automatic Tank Gauging System User ManualSatit hunsaNoch keine Bewertungen
- Teach Me About SamplingDokument12 SeitenTeach Me About SamplingApostolos PatsiasNoch keine Bewertungen
- Slugging Mitigation by Choking and Gas LiftDokument18 SeitenSlugging Mitigation by Choking and Gas Liftvivek9199Noch keine Bewertungen
- Ledeen Actuator General Catalogue - Entire Line - ENVIADO 20.07.17 PDFDokument24 SeitenLedeen Actuator General Catalogue - Entire Line - ENVIADO 20.07.17 PDFDaniele GouveiaNoch keine Bewertungen
- 1 Multiphase Flow Key TechnologyDokument16 Seiten1 Multiphase Flow Key Technologykleidi85Noch keine Bewertungen
- Omni Flow Computer ManualDokument57 SeitenOmni Flow Computer ManualRifki AsfariNoch keine Bewertungen
- AquaLift SystemDokument2 SeitenAquaLift SystemGandhi HetamiNoch keine Bewertungen
- Development of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldDokument14 SeitenDevelopment of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldTaiwo Adenike BashorunNoch keine Bewertungen
- Setting Up A Reservoir Simulation ModelDokument30 SeitenSetting Up A Reservoir Simulation ModelMariam Tatty LeonNoch keine Bewertungen
- Methodological Approach For Reservoir Simulation PDFDokument7 SeitenMethodological Approach For Reservoir Simulation PDFAiwarikiaarNoch keine Bewertungen
- 3 - SPE-20720-MS - Inflow Performance Relationships For Solution-Gas-Drive PDFDokument8 Seiten3 - SPE-20720-MS - Inflow Performance Relationships For Solution-Gas-Drive PDFNACHO AVIÑANoch keine Bewertungen
- ProsperDokument3 SeitenProsperhp inventNoch keine Bewertungen
- Muskat EvingerDokument14 SeitenMuskat EvingerChristian PradaNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Development and Application of Classical Capillary Number Curve TheoryVon EverandDevelopment and Application of Classical Capillary Number Curve TheoryNoch keine Bewertungen
- Multiphase Flow 1995Von EverandMultiphase Flow 1995A. SerizawaNoch keine Bewertungen
- Control of Paraffin Deposition in Production Operation by Using Ethylene-Tetrafluoroethylene (Etfe)Dokument10 SeitenControl of Paraffin Deposition in Production Operation by Using Ethylene-Tetrafluoroethylene (Etfe)ariNoch keine Bewertungen
- Comparisons Between Engineering Software Predictions and West of Africa Deepwater Field Data Including Thermal PerformancesDokument30 SeitenComparisons Between Engineering Software Predictions and West of Africa Deepwater Field Data Including Thermal PerformancesariNoch keine Bewertungen
- 10 4043@27879-MSDokument12 Seiten10 4043@27879-MSari0% (1)
- UTS, Pengelolaan LapanganDokument3 SeitenUTS, Pengelolaan LapanganariNoch keine Bewertungen
- Ipa17 347 Se DC FinalDokument37 SeitenIpa17 347 Se DC Finalica100% (1)
- Petroleum Science and TechnologyDokument17 SeitenPetroleum Science and TechnologyariNoch keine Bewertungen
- UTS, Pengelolaan LapanganDokument3 SeitenUTS, Pengelolaan LapanganariNoch keine Bewertungen
- Gas Lift OptimizationDokument11 SeitenGas Lift OptimizationariNoch keine Bewertungen
- Monobore Completion Design - Classification Applications Benefit PDFDokument100 SeitenMonobore Completion Design - Classification Applications Benefit PDFari100% (1)
- 10 2118@147903-MSDokument6 Seiten10 2118@147903-MSariNoch keine Bewertungen
- SPE 25344 Gas-Lift Optimisation On Barrow Island, Western Australia J.EDokument10 SeitenSPE 25344 Gas-Lift Optimisation On Barrow Island, Western Australia J.EariNoch keine Bewertungen
- Gas LiftDokument11 SeitenGas LiftariNoch keine Bewertungen
- Cargo MateDokument284 SeitenCargo MateGeorge Masvoulas100% (3)
- ch6 PDFDokument52 Seitench6 PDFJuan ZamoraNoch keine Bewertungen
- CM eXL FR-EN B 102017Dokument192 SeitenCM eXL FR-EN B 102017Ali AliNoch keine Bewertungen
- Laboratory Analysis For Reservoir FluidsDokument53 SeitenLaboratory Analysis For Reservoir FluidsNizar Ali100% (1)
- Cat 3056 Propulsion 138bkw Spec SheetsDokument12 SeitenCat 3056 Propulsion 138bkw Spec Sheetsdleante0% (1)
- Lab 2Dokument4 SeitenLab 2teaNoch keine Bewertungen
- Oiml D 35: Nternational OcumentDokument9 SeitenOiml D 35: Nternational Ocumentfor unknownNoch keine Bewertungen
- Influence of Heavy Organics Composition On Wax Properties and Flow Behavior of Waxy Crude OilsDokument12 SeitenInfluence of Heavy Organics Composition On Wax Properties and Flow Behavior of Waxy Crude OilsAyauwu LovedayNoch keine Bewertungen
- Export Crude Oil Analysis ProcedureDokument13 SeitenExport Crude Oil Analysis ProceduresalemNoch keine Bewertungen
- Astm D6560-17Dokument6 SeitenAstm D6560-17Angel MurilloNoch keine Bewertungen
- Astm Tables: Cargo CalculationsDokument32 SeitenAstm Tables: Cargo CalculationsELYES CHOUCHENE100% (1)
- PDFDokument8 SeitenPDFgobiksNoch keine Bewertungen
- ASTM D1298 G. Especifica-InglesDokument8 SeitenASTM D1298 G. Especifica-InglesEMILIANO100% (1)
- Calculate Viscosity of Crude OilDokument10 SeitenCalculate Viscosity of Crude OilDominicNoch keine Bewertungen
- TablaDokument44 SeitenTablaMcarr064Noch keine Bewertungen
- Artigo BiomarcadoresDokument10 SeitenArtigo BiomarcadoresAdriana MedeirosNoch keine Bewertungen
- Assay of Various Mexican Crude Oils: Astm Method Crude Oil 10 ° API 13 ° API Maya Isthmus OlmecaDokument2 SeitenAssay of Various Mexican Crude Oils: Astm Method Crude Oil 10 ° API 13 ° API Maya Isthmus OlmecaEdecio ParraNoch keine Bewertungen
- Classification of Crude OilDokument3 SeitenClassification of Crude OilY. Dutt50% (4)
- Combustible y Su MotorDokument56 SeitenCombustible y Su MotorKrissRocoNoch keine Bewertungen
- New Method To Read and Correct API Gravity From TemperaturesDokument2 SeitenNew Method To Read and Correct API Gravity From TemperaturesJonathan FariasNoch keine Bewertungen
- Halliburton CalculationsDokument71 SeitenHalliburton CalculationsMohamed YahyaNoch keine Bewertungen
- Astm E100-19Dokument10 SeitenAstm E100-19gfarino7689Noch keine Bewertungen
- Crude Oil Gravity Density and Specific: API: Is A Measure of The Quality of Crude OilDokument9 SeitenCrude Oil Gravity Density and Specific: API: Is A Measure of The Quality of Crude OilMohamed AKNoch keine Bewertungen
- Tanker cargo calculations guideDokument7 SeitenTanker cargo calculations guideAjay Singh100% (2)
- API Specification 5L: Standards for PipelinesDokument31 SeitenAPI Specification 5L: Standards for PipelinesHomam MohammadNoch keine Bewertungen
- Heavy Oil PDFDokument42 SeitenHeavy Oil PDFRehan MansoorNoch keine Bewertungen
- Petroleum Assays 2018Dokument55 SeitenPetroleum Assays 2018higdon_nickNoch keine Bewertungen
- Enhanced Gravity OWS Sizing SpreadsheetDokument1 SeiteEnhanced Gravity OWS Sizing Spreadsheetdeion29Noch keine Bewertungen
- Emea Crude MethodologyDokument29 SeitenEmea Crude MethodologyMohammed AhmedNoch keine Bewertungen
- Basic Properties and Behaviors of Oil and Gas Reservoirs PDFDokument97 SeitenBasic Properties and Behaviors of Oil and Gas Reservoirs PDFZubairNoch keine Bewertungen