Das könnte Ihnen auch gefallen
- Safe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingDokument2 SeitenSafe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingSafety Dept100% (1)
- Safe Operating Procedures SOP 19 - Electric Arc Welder - Small Welding JobsDokument2 SeitenSafe Operating Procedures SOP 19 - Electric Arc Welder - Small Welding JobsACCELOR HRNoch keine Bewertungen
- SOP For Gas Cutting Amp WeldingDokument12 SeitenSOP For Gas Cutting Amp WeldingRmr ReyesNoch keine Bewertungen
- Sop Inert GasDokument5 SeitenSop Inert GasvinodsnNoch keine Bewertungen
- Jsa PDFDokument5 SeitenJsa PDFVAMSINoch keine Bewertungen
- SOP Grinding & CuttingDokument3 SeitenSOP Grinding & CuttingIMRANNoch keine Bewertungen
- HSE-024 Confined Space Entry (Rev.3A) PDFDokument31 SeitenHSE-024 Confined Space Entry (Rev.3A) PDFfrancisNoch keine Bewertungen
- MTA2018-JHA-012 Air Compressor OperationDokument10 SeitenMTA2018-JHA-012 Air Compressor OperationKelvin TanNoch keine Bewertungen
- Sop For Cleaning & HousekeepingDokument4 SeitenSop For Cleaning & HousekeepingvinodsnNoch keine Bewertungen
- JSA Format Erection of Column 901-C-01Dokument9 SeitenJSA Format Erection of Column 901-C-01sakthi venkatNoch keine Bewertungen
- Job Safety Analysis - Clinker StorageDokument4 SeitenJob Safety Analysis - Clinker StorageMohammed MinhajNoch keine Bewertungen
- Ultratech Cement Limited - Andhra Pradesh Cement Works: Format For HIRA / JSADokument5 SeitenUltratech Cement Limited - Andhra Pradesh Cement Works: Format For HIRA / JSATFattah100% (1)
- Job Safety Analysis: (Risk Assessment)Dokument8 SeitenJob Safety Analysis: (Risk Assessment)Ped KapedNoch keine Bewertungen
- On-Site Emergency Plan: Captive Power Plant Angul, OdishaDokument67 SeitenOn-Site Emergency Plan: Captive Power Plant Angul, OdishaANILNoch keine Bewertungen
- OCP 123 Noise ProcedureDokument7 SeitenOCP 123 Noise Procedurematam natarajNoch keine Bewertungen
- Safe Operating Procedure TemplateDokument3 SeitenSafe Operating Procedure TemplateMurali Dharma Raja Praphu100% (2)
- Welding and Cutting Safety Procedure: PurposeDokument14 SeitenWelding and Cutting Safety Procedure: PurposeadrianNoch keine Bewertungen
- Thyssenkrupp Industrial Solutions (India) Job Safety AnalysisDokument11 SeitenThyssenkrupp Industrial Solutions (India) Job Safety AnalysisNitesh kumar yadav100% (1)
- 1-Mock Drill Report of Aegis Gas On 16-01-2018Dokument3 Seiten1-Mock Drill Report of Aegis Gas On 16-01-2018Parth PatelNoch keine Bewertungen
- JSA Chemicals CleaningDokument2 SeitenJSA Chemicals CleaningVijay RajaindranNoch keine Bewertungen
- JSA TrainingDokument28 SeitenJSA Trainingkresna suryadiNoch keine Bewertungen
- Jsa Loading and Unloading of Pile PipesDokument4 SeitenJsa Loading and Unloading of Pile PipesOsiobe Ewomazino100% (1)
- Sop at Combined MechDokument36 SeitenSop at Combined MechVinod Kumar VermaNoch keine Bewertungen
- JSA For HDPE SLEEVING DEL 89Dokument3 SeitenJSA For HDPE SLEEVING DEL 89Mohammed Minhaj100% (1)
- HEAT Job Safety Analyisis (JSA)Dokument6 SeitenHEAT Job Safety Analyisis (JSA)คุณพ่อน้อง บิ๊กบอสNoch keine Bewertungen
- JSA of CentrifugeDokument8 SeitenJSA of CentrifugeGajanan NalegaonkarNoch keine Bewertungen
- Cutting & Grinding & WeldingDokument2 SeitenCutting & Grinding & Weldingghazi kallelNoch keine Bewertungen
- Jha For Painting Works Repainting of Control Room and Guard House at Switchyard (External)Dokument1 SeiteJha For Painting Works Repainting of Control Room and Guard House at Switchyard (External)Jonas GonzalesNoch keine Bewertungen
- Utico FZC Work Instruction Manual Drilling MachineDokument2 SeitenUtico FZC Work Instruction Manual Drilling MachineNAVANEETHNoch keine Bewertungen
- SOP For Lighting JobDokument3 SeitenSOP For Lighting Jobgulam safi100% (1)
- Hydro Blasting 3Dokument6 SeitenHydro Blasting 3Robinson Ysasis100% (1)
- Job Safety Analysis Sheet: PSV ReplacementDokument1 SeiteJob Safety Analysis Sheet: PSV ReplacementshahzadNoch keine Bewertungen
- Safe Operating Procedures 08 Air CompressorDokument2 SeitenSafe Operating Procedures 08 Air CompressorAkbarNoch keine Bewertungen
- SP-029-D Spray Painting Plant SOPDokument1 SeiteSP-029-D Spray Painting Plant SOPK.Lavanya SamyukthaNoch keine Bewertungen
- 0017 JS A Hot Job (Welding, Grinding & Cutting)Dokument4 Seiten0017 JS A Hot Job (Welding, Grinding & Cutting)Positivesolution100% (2)
- SOP of Angle GrindingDokument6 SeitenSOP of Angle GrindingINFNoch keine Bewertungen
- JHA M&F ToiletDokument3 SeitenJHA M&F ToiletBala Subra ManiamNoch keine Bewertungen
- SOP of Pump Changing JobDokument11 SeitenSOP of Pump Changing JobDwitikrushna Rout100% (1)
- Arc Welding - JSADokument6 SeitenArc Welding - JSAdroffilcz27Noch keine Bewertungen
- Job Safety Analysis (Jsa) : Fabrication Works, Welding Works Using Power Tools, Hand Tools, Welding Machine WapstechDokument3 SeitenJob Safety Analysis (Jsa) : Fabrication Works, Welding Works Using Power Tools, Hand Tools, Welding Machine WapstechMohamedSaidNoch keine Bewertungen
- HIRA For Work at HeightDokument4 SeitenHIRA For Work at Heightdinesattri100% (1)
- Lathe SopDokument2 SeitenLathe SopDilip Kumar K100% (1)
- Machine Guarding StandardsDokument26 SeitenMachine Guarding StandardsManohar AttiliNoch keine Bewertungen
- Brahmaputra Cracker and Polymer Limited Lepetkata, Assam: Job Safety AnalysisDokument2 SeitenBrahmaputra Cracker and Polymer Limited Lepetkata, Assam: Job Safety AnalysiszebmechNoch keine Bewertungen
- Ayoki Safety Monthly Initiative 27.11.21slideDokument19 SeitenAyoki Safety Monthly Initiative 27.11.21slideAltafNoch keine Bewertungen
- Job Safety Analysis (Jsa) : Title of Activity / Work: Hot Work ActivityDokument2 SeitenJob Safety Analysis (Jsa) : Title of Activity / Work: Hot Work ActivityJayendra PatelNoch keine Bewertungen
- HIRA & JSA - R1 Conveyor Gallery Dismantling and ErectionDokument26 SeitenHIRA & JSA - R1 Conveyor Gallery Dismantling and ErectionkrishnaengineeringhilNoch keine Bewertungen
- JHA For Installation of Boiler AccessoriesDokument2 SeitenJHA For Installation of Boiler Accessoriesperquino oasan100% (3)
- Ppe Policy PDFDokument22 SeitenPpe Policy PDFash100% (1)
- Building De-Dusting JSADokument3 SeitenBuilding De-Dusting JSAJayesh J PillaiNoch keine Bewertungen
- Compulsory Ppe As Needed Ppe: Safe Operating Procedures SOP 17 - Wool Press OperationDokument2 SeitenCompulsory Ppe As Needed Ppe: Safe Operating Procedures SOP 17 - Wool Press OperationUlviyye ElesgerovaNoch keine Bewertungen
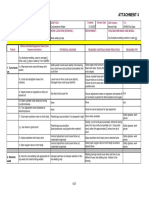
- Job Hazard Analysis Welding Operations: Attachment 4Dokument3 SeitenJob Hazard Analysis Welding Operations: Attachment 4mujahed.ahmed4253063Noch keine Bewertungen
- Hand Trolley PDFDokument1 SeiteHand Trolley PDFcityofdarwingisNoch keine Bewertungen
- Bearing Housing Assembly Procedure EXTERNALDokument10 SeitenBearing Housing Assembly Procedure EXTERNALAlejandroZegarraNoch keine Bewertungen
- Welding, Cutting and GrindingDokument6 SeitenWelding, Cutting and GrindingMohammed MinhajNoch keine Bewertungen
- PPE Notice PolicyDokument1 SeitePPE Notice PolicyLenaj EbronNoch keine Bewertungen
- Operation Inst MachineDokument22 SeitenOperation Inst MachineSachin SampatNoch keine Bewertungen
- Oxy Acetylene Welding Cutting Use and StorageDokument6 SeitenOxy Acetylene Welding Cutting Use and Storagekenoly123Noch keine Bewertungen
- Diesel-Generatoren HD ENDokument25 SeitenDiesel-Generatoren HD ENValentin NiculaeNoch keine Bewertungen
- SC-1800633-ME1a Manual 102780Dokument37 SeitenSC-1800633-ME1a Manual 102780eddie21660% (1)
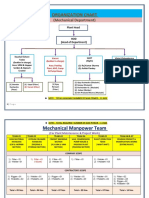
- Organization Chart: (Mechanical Department)Dokument3 SeitenOrganization Chart: (Mechanical Department)vinodsn100% (1)
- Lime Stone Cleaning Station - Project Proposal-03Dokument4 SeitenLime Stone Cleaning Station - Project Proposal-03vinodsnNoch keine Bewertungen
- Lime Stone Cleaning Station - Project Proposal-03Dokument4 SeitenLime Stone Cleaning Station - Project Proposal-03vinodsnNoch keine Bewertungen
- Balaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportDokument1 SeiteBalaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportvinodsnNoch keine Bewertungen
- 3.20 Removal of Conveyor Belt With New BeltDokument2 Seiten3.20 Removal of Conveyor Belt With New Beltvinodsn100% (1)
- Balaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportDokument2 SeitenBalaji Cement Industries Pvt. Limited: Mechanical Work Progress ReportvinodsnNoch keine Bewertungen
- Transmital of Assly. Drgs. of Equipments of Coal Crusher & Storage Sec. & Coal Mill Sec.Dokument2 SeitenTransmital of Assly. Drgs. of Equipments of Coal Crusher & Storage Sec. & Coal Mill Sec.vinodsnNoch keine Bewertungen
- Org ChartDokument1 SeiteOrg ChartvinodsnNoch keine Bewertungen
- Sop For Bag FilterDokument5 SeitenSop For Bag FiltervinodsnNoch keine Bewertungen
- Coal Crushing Sec. Drg. List Fo ErectionDokument1 SeiteCoal Crushing Sec. Drg. List Fo ErectionvinodsnNoch keine Bewertungen
- Pending Job of CPWDokument2 SeitenPending Job of CPWvinodsnNoch keine Bewertungen
- Offer Letter-Manpower Supply & Project WorkDokument10 SeitenOffer Letter-Manpower Supply & Project WorkvinodsnNoch keine Bewertungen
- Daily Stoppage ReportDokument2 SeitenDaily Stoppage ReportvinodsnNoch keine Bewertungen
- Nov 15 Daily MeetingDokument2 SeitenNov 15 Daily MeetingvinodsnNoch keine Bewertungen
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Dokument1 SeiteEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnNoch keine Bewertungen
- Sop - Belt ConveyorDokument2 SeitenSop - Belt Conveyorvinodsn100% (2)
- Sop For Cleaning & HousekeepingDokument4 SeitenSop For Cleaning & HousekeepingvinodsnNoch keine Bewertungen
- Sop For Safe Working at HeightDokument6 SeitenSop For Safe Working at HeightvinodsnNoch keine Bewertungen
- Sop For Ls CrusherDokument5 SeitenSop For Ls CrusherVinod Kumar VermaNoch keine Bewertungen
- 1-SOP For Raw Mill StartDokument2 Seiten1-SOP For Raw Mill Startvinodsn100% (2)
- Sop Working at High Noise AreaDokument5 SeitenSop Working at High Noise AreavinodsnNoch keine Bewertungen
- Sop For Om For Ball MillDokument7 SeitenSop For Om For Ball MillvinodsnNoch keine Bewertungen
- HR CircularDokument2 SeitenHR CircularvinodsnNoch keine Bewertungen
- Sukh Raj Sigh ResignationDokument1 SeiteSukh Raj Sigh ResignationvinodsnNoch keine Bewertungen
- Sop Ls CrusherDokument2 SeitenSop Ls Crushervinodsn100% (1)
- Costing Details E & I (2074-75)Dokument8 SeitenCosting Details E & I (2074-75)vinodsnNoch keine Bewertungen
- HR CircularDokument4 SeitenHR CircularvinodsnNoch keine Bewertungen
- Gist of Man Power in Grinding Unit: United Cements Pvt. Limited Naubise-4, Dhading, NepalDokument1 SeiteGist of Man Power in Grinding Unit: United Cements Pvt. Limited Naubise-4, Dhading, NepalvinodsnNoch keine Bewertungen
- Inspection EngineerDokument8 SeitenInspection Engineervishal bailurNoch keine Bewertungen
- Team Tec IncineratorDokument184 SeitenTeam Tec IncineratorRobinson SoledadNoch keine Bewertungen
- Pages From IGEM-TD-13 Edition 2 PDFDokument18 SeitenPages From IGEM-TD-13 Edition 2 PDFrad1962Noch keine Bewertungen
- Midterm 1Dokument2 SeitenMidterm 1fayaz5uin1234Noch keine Bewertungen
- 1.5.2 MPDS: Diesel-Powered Multi-Purpose Decontamination System (MPDS)Dokument4 Seiten1.5.2 MPDS: Diesel-Powered Multi-Purpose Decontamination System (MPDS)Marian TudorNoch keine Bewertungen
- SRU UnitDokument33 SeitenSRU UnitCenk Yağız ÖzçelikNoch keine Bewertungen
- PLL 2144Dokument80 SeitenPLL 2144Amit TandelNoch keine Bewertungen
- 8 Ways To Monitor and Measure Marine Engine PerformanceDokument3 Seiten8 Ways To Monitor and Measure Marine Engine PerformanceDwein Ocampo AguilarNoch keine Bewertungen
- Dry Gas SealsDokument52 SeitenDry Gas Sealsshahan92ali100% (1)
- Offshore Jack UpsDokument5 SeitenOffshore Jack Upsfle92100% (1)
- Integration of The Total Petrochemicals-UOP Olefins Conversion Process Into A Naphtha Steam Cracker FacilityDokument5 SeitenIntegration of The Total Petrochemicals-UOP Olefins Conversion Process Into A Naphtha Steam Cracker FacilityMegha RNoch keine Bewertungen
- Auxiliary Systems in Power PlantDokument9 SeitenAuxiliary Systems in Power PlantYogendra SharmaNoch keine Bewertungen
- Process Optimization - 01Dokument16 SeitenProcess Optimization - 01Abdul Majid IaNoch keine Bewertungen
- 2009 2010ipaaopi ReportDokument137 Seiten2009 2010ipaaopi ReportjchanchaniNoch keine Bewertungen
- Module 14 QuestionDokument39 SeitenModule 14 QuestionumeshNoch keine Bewertungen
- Effect of Ignition Delay (ID) On Performance, Emission and Combustion Characteristics of 2-Methyl Furan-Unleaded Gasoline Blends in A MPFI SI EngineDokument10 SeitenEffect of Ignition Delay (ID) On Performance, Emission and Combustion Characteristics of 2-Methyl Furan-Unleaded Gasoline Blends in A MPFI SI EngineDito ArdiantoNoch keine Bewertungen
- Saipem Pipeline 2013Dokument86 SeitenSaipem Pipeline 2013kbarzahNoch keine Bewertungen
- SAMAND Ecu SCHEMATIC DIAGRAMDokument1 SeiteSAMAND Ecu SCHEMATIC DIAGRAMvik_md80% (5)
- C172S ChecklistDokument13 SeitenC172S ChecklistBrandonrjoNoch keine Bewertungen
- 500-600 Forklifts & Buckmaster: Parts CatalogDokument281 Seiten500-600 Forklifts & Buckmaster: Parts CatalogRoberto Mariano100% (2)
- Fast RGA ManualDokument28 SeitenFast RGA ManualhopkhtnNoch keine Bewertungen
- Alcohol As An Alternative FuelDokument3 SeitenAlcohol As An Alternative FuelTennnnNoch keine Bewertungen
- "Study On Diesel Engine Parts": SubmittedDokument27 Seiten"Study On Diesel Engine Parts": SubmittedUltron GamingNoch keine Bewertungen
- Science Form 3-Generation of ElectricityDokument15 SeitenScience Form 3-Generation of Electricitymohamedsehat100% (7)
- Tractor Td15mDokument8 SeitenTractor Td15mivan100% (1)
- Drilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualDokument55 SeitenDrilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualMotlatsi RaiyoNoch keine Bewertungen
- Model J Series Converter: Repair Kit InstructionsDokument12 SeitenModel J Series Converter: Repair Kit InstructionsAcaJoksimovicNoch keine Bewertungen
- Oil PumpDokument2 SeitenOil PumpwahyuNoch keine Bewertungen
- Pvduett CatalogDokument45 SeitenPvduett CatalogJorge Sepulveda S.Noch keine Bewertungen