Das könnte Ihnen auch gefallen
- Major Disaster: Phillips 66 Plant Explosion in Pasadena, Texas 1989Dokument3 SeitenMajor Disaster: Phillips 66 Plant Explosion in Pasadena, Texas 1989mabmi17Noch keine Bewertungen
- Story Behind Erin BrockovichDokument11 SeitenStory Behind Erin BrockovichGeovana MaiaNoch keine Bewertungen
- Sharp Pc-1245 Service ManualDokument11 SeitenSharp Pc-1245 Service Manualefren.ramirez.arias9488100% (1)
- Petrol Filling Stations The Red GuideDokument130 SeitenPetrol Filling Stations The Red GuideBecon Ajoonu100% (4)
- Instructions For Cutler-Hammer LDB, LD, HLD, HLDB, LDC, LW, HLW, LWC, CLD, CHLD, CLDC Circuit Breakers and L-Frame Series C SwitchesDokument12 SeitenInstructions For Cutler-Hammer LDB, LD, HLD, HLDB, LDC, LW, HLW, LWC, CLD, CHLD, CLDC Circuit Breakers and L-Frame Series C Switchespayolin77Noch keine Bewertungen
- Australian Standard: Methods For Sampling and Testing Aggregates Part 0: List of MethodsDokument6 SeitenAustralian Standard: Methods For Sampling and Testing Aggregates Part 0: List of MethodsTeerasak YaowaratNoch keine Bewertungen
- PepconDokument9 SeitenPepconchelster08Noch keine Bewertungen
- ASSIGNMENT - Kundan DeoreDokument17 SeitenASSIGNMENT - Kundan DeoreKuNdAn DeOrENoch keine Bewertungen
- Phillips Disaster of 1989 - WikipediaDokument6 SeitenPhillips Disaster of 1989 - WikipediaeirinaNoch keine Bewertungen
- Lecture 2 (Review of Industrial Accidents)Dokument18 SeitenLecture 2 (Review of Industrial Accidents)suchismitapalNoch keine Bewertungen
- Che 418 Che41s1 Lesson 2Dokument3 SeitenChe 418 Che41s1 Lesson 2MAUREEN GALE CASILNoch keine Bewertungen
- ConAgra Urgent Recommendation Final To Board 2-1-10Dokument8 SeitenConAgra Urgent Recommendation Final To Board 2-1-10raleighpublicrecord.orgNoch keine Bewertungen
- NTSB Preliminary Report On Northwest Dallas Gas LeaksDokument5 SeitenNTSB Preliminary Report On Northwest Dallas Gas LeaksKERANewsNoch keine Bewertungen
- Praxair ReportDokument10 SeitenPraxair ReportSandy Bell Sánchez ChiNoch keine Bewertungen
- The 1989 Phillips Disaster (Pasedena)Dokument4 SeitenThe 1989 Phillips Disaster (Pasedena)guruNoch keine Bewertungen
- Process Safety Management (PSM) : Module 1 - Review of Industrial Catastrophes Related To PSMDokument28 SeitenProcess Safety Management (PSM) : Module 1 - Review of Industrial Catastrophes Related To PSMrpercy01100% (2)
- Phillips Disaster of 1989Dokument11 SeitenPhillips Disaster of 1989Khageshwar Rongkali100% (1)
- San Juanico, Mexico Disaster - 1984: I) How Did It Happen?Dokument3 SeitenSan Juanico, Mexico Disaster - 1984: I) How Did It Happen?Falcon WingNoch keine Bewertungen
- Explosion en Refineria de TexasDokument19 SeitenExplosion en Refineria de TexasRogerNoch keine Bewertungen
- Texas City BP ExplosionDokument19 SeitenTexas City BP ExplosionanandancholaNoch keine Bewertungen
- Intro Process SafetyDokument39 SeitenIntro Process SafetyTamilchelvam Murogayah100% (1)
- Case StudyDokument12 SeitenCase StudyvsrslmNoch keine Bewertungen
- West Fertilizer Company Fire and ExplosionDokument15 SeitenWest Fertilizer Company Fire and ExplosionNicholas GawanNoch keine Bewertungen
- The Phillips Disaster: Originated From: Phillips 66 Company's Houston Chemical Complex (HCC)Dokument8 SeitenThe Phillips Disaster: Originated From: Phillips 66 Company's Houston Chemical Complex (HCC)Pinak ChowdhuryNoch keine Bewertungen
- Enbridge ReportDokument3 SeitenEnbridge ReportWKYTNoch keine Bewertungen
- Assignment 1 OshDokument4 SeitenAssignment 1 Oshmiza adlinNoch keine Bewertungen
- National Transportation Safety Board InvestigationDokument7 SeitenNational Transportation Safety Board InvestigationKUNC NewsroomNoch keine Bewertungen
- Hamlet Chicken Processing Plant Fire: Chethan.K.N #100926015Dokument22 SeitenHamlet Chicken Processing Plant Fire: Chethan.K.N #100926015Chethan K NarayanNoch keine Bewertungen
- ISMM Assignment 1Dokument2 SeitenISMM Assignment 1Rizwan UmerNoch keine Bewertungen
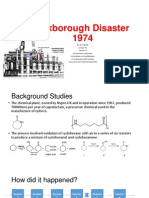
- Flixborough Disaster PresentationDokument6 SeitenFlixborough Disaster PresentationTan Yong ChaiNoch keine Bewertungen
- Bhopal Gas TragedyDokument3 SeitenBhopal Gas Tragedyanushreyapreshob4347Noch keine Bewertungen
- Accident QuizDokument20 SeitenAccident QuizAsley AlbertoNoch keine Bewertungen
- Weekly Articles of Interest - 6.2.23Dokument16 SeitenWeekly Articles of Interest - 6.2.23Anthony KownackNoch keine Bewertungen
- Causes and Lessons of Five Explosion Accidents: Zhang GuoshunDokument4 SeitenCauses and Lessons of Five Explosion Accidents: Zhang GuoshunHL YADAVNoch keine Bewertungen
- Industry Disaster ListDokument6 SeitenIndustry Disaster Listaliakbar51214Noch keine Bewertungen
- Summary ChernobylDokument2 SeitenSummary ChernobylNaomi Chávez HernándezNoch keine Bewertungen
- Industrial DisastersDokument35 SeitenIndustrial DisastersAnsari FaisalNoch keine Bewertungen
- Phillips Disaster October 23 In1989 Charles Ncengani, N0187671XDokument10 SeitenPhillips Disaster October 23 In1989 Charles Ncengani, N0187671XcharlesNoch keine Bewertungen
- The Risk of Domino Effect Associated With The Storage of Liquefied Petroleum Gas (LPG) and The Safety Codes For Accident PreventionDokument27 SeitenThe Risk of Domino Effect Associated With The Storage of Liquefied Petroleum Gas (LPG) and The Safety Codes For Accident Preventioniswar iyerNoch keine Bewertungen
- Disaster-161207103009439.html: Hydrogen Naphtha Fidalgo BayDokument1 SeiteDisaster-161207103009439.html: Hydrogen Naphtha Fidalgo BayzsugyenesNoch keine Bewertungen
- Accident QuizDokument15 SeitenAccident QuizmujayanahNoch keine Bewertungen
- EPA New RiverDokument4 SeitenEPA New RivermhendleyNTNoch keine Bewertungen
- Blast From The Past: Courier-Journal Coverage of Corbin Factory ExplosionDokument71 SeitenBlast From The Past: Courier-Journal Coverage of Corbin Factory ExplosionMichael LindenbergerNoch keine Bewertungen
- Environmental Disasters Caused by HumansDokument3 SeitenEnvironmental Disasters Caused by HumansMARIA JOSE FERNANDEZ TOMASNoch keine Bewertungen
- Phillips Disaster 1989Dokument24 SeitenPhillips Disaster 1989ieja03100% (2)
- Guadalajara 1992 AngDokument4 SeitenGuadalajara 1992 AngIgor BogoyavlenskiyNoch keine Bewertungen
- Osha Slide (Updated)Dokument16 SeitenOsha Slide (Updated)eirinaNoch keine Bewertungen
- Safety Practices in Chemical and Nuclear Industries: Review of Industrial AccidentsDokument44 SeitenSafety Practices in Chemical and Nuclear Industries: Review of Industrial AccidentsVan LimNoch keine Bewertungen
- Safety Workshop SMD ScenariosDokument16 SeitenSafety Workshop SMD ScenariosDeeksha SanghmitraNoch keine Bewertungen
- Incident Summary NeeDokument12 SeitenIncident Summary NeeagumsyahNoch keine Bewertungen
- Bhopal, India Disaster: AureteDokument6 SeitenBhopal, India Disaster: AureteMc Jason LaureteNoch keine Bewertungen
- TianjinDokument5 SeitenTianjinMina IndrianiNoch keine Bewertungen
- Browns Ferry Nuclear Power Plant FailureDokument7 SeitenBrowns Ferry Nuclear Power Plant FailureSaad AliNoch keine Bewertungen
- Chernobyl DisasterDokument2 SeitenChernobyl Disasterjoy avilaNoch keine Bewertungen
- Case Study Chp1-3 Padasena DisasterDokument13 SeitenCase Study Chp1-3 Padasena Disasterliveconnectionz282Noch keine Bewertungen
- Worst Man Made DisastersDokument15 SeitenWorst Man Made DisastersMayıl ƏzməmmədovNoch keine Bewertungen
- Environment Impact of WildfireDokument2 SeitenEnvironment Impact of WildfireCynthia TingNoch keine Bewertungen
- How MHF Came To Be Used at ExxonMobilDokument15 SeitenHow MHF Came To Be Used at ExxonMobilTorrance Refinery Action AllianceNoch keine Bewertungen
- Paper by Gayle JohnsonDokument10 SeitenPaper by Gayle JohnsonDark InsaniacNoch keine Bewertungen
- Chemical Process Safety: Kathmandu UniversityDokument54 SeitenChemical Process Safety: Kathmandu UniversityRaushan KumarNoch keine Bewertungen
- Devastating Nuclear Accidents throughout History: Causes and Results - Science Book for Kids 9-12 | Children's Science & Nature BooksVon EverandDevastating Nuclear Accidents throughout History: Causes and Results - Science Book for Kids 9-12 | Children's Science & Nature BooksNoch keine Bewertungen
- HazopcasDokument21 SeitenHazopcasJose Cote BravoNoch keine Bewertungen
- The Worst Man-Made Environmental Disasters - Science Book for Kids 9-12 | Children's Science & Nature BooksVon EverandThe Worst Man-Made Environmental Disasters - Science Book for Kids 9-12 | Children's Science & Nature BooksNoch keine Bewertungen
- Sartorius PMA - Quality PMA7501, PMA7501-000 : Installation InstructionsDokument28 SeitenSartorius PMA - Quality PMA7501, PMA7501-000 : Installation Instructionsefren.ramirez.arias9488Noch keine Bewertungen
- ANALOX 1000 Oxygen MonitorDokument14 SeitenANALOX 1000 Oxygen Monitorefren.ramirez.arias9488Noch keine Bewertungen
- Analox Sensor Technology LTD: Price ListDokument36 SeitenAnalox Sensor Technology LTD: Price Listefren.ramirez.arias9488Noch keine Bewertungen
- Analox Sensor Technology LTD PDFDokument2 SeitenAnalox Sensor Technology LTD PDFefren.ramirez.arias9488Noch keine Bewertungen
- 6 On The Effect of Microstructure in Corrosion of Carbon Steel WeldsDokument7 Seiten6 On The Effect of Microstructure in Corrosion of Carbon Steel Weldsefren.ramirez.arias9488Noch keine Bewertungen
- En Gas Overview BrochureDokument16 SeitenEn Gas Overview BrochurebaoHVLABNoch keine Bewertungen
- 5 Formation of Protective Corrosion Films D U R I N G CO 2 Corrosion of Carbon SteelDokument7 Seiten5 Formation of Protective Corrosion Films D U R I N G CO 2 Corrosion of Carbon Steelefren.ramirez.arias9488Noch keine Bewertungen
- Mamiferos de Guanajuato Mexico Mamiferos PDFDokument38 SeitenMamiferos de Guanajuato Mexico Mamiferos PDFefren.ramirez.arias9488Noch keine Bewertungen
- Analisis Del Impacto de La Regulacion Sobre La Competencia Espacial de Estaciones de Servicio para La Venta de GasolinaDokument13 SeitenAnalisis Del Impacto de La Regulacion Sobre La Competencia Espacial de Estaciones de Servicio para La Venta de Gasolinaefren.ramirez.arias9488Noch keine Bewertungen
- 4 Effect of Chromium On Mesa Corrosion of Carbon Steel: Institute For Energy Technology, (IFE), NorwayDokument7 Seiten4 Effect of Chromium On Mesa Corrosion of Carbon Steel: Institute For Energy Technology, (IFE), Norwayefren.ramirez.arias9488Noch keine Bewertungen
- Keynote PapersDokument22 SeitenKeynote Papersefren.ramirez.arias9488Noch keine Bewertungen
- Mamiferos Del Centro-Occidente de Oaxaca PDFDokument22 SeitenMamiferos Del Centro-Occidente de Oaxaca PDFefren.ramirez.arias9488Noch keine Bewertungen
- 2 M o D e L L I N G The Probability of Flow Induced Localised Corrosion From Critical Hydrodynamic Data and Fracture Mechanics Data of Scales From CO 2 Corrosion of SteelDokument28 Seiten2 M o D e L L I N G The Probability of Flow Induced Localised Corrosion From Critical Hydrodynamic Data and Fracture Mechanics Data of Scales From CO 2 Corrosion of Steelefren.ramirez.arias9488Noch keine Bewertungen
- Carbon and Low Alloy SteelsDokument9 SeitenCarbon and Low Alloy Steelsefren.ramirez.arias9488Noch keine Bewertungen
- Mamíferos de La Selva Zoque, México: Riqueza, Uso y ConservaciónDokument18 SeitenMamíferos de La Selva Zoque, México: Riqueza, Uso y Conservaciónefren.ramirez.arias9488Noch keine Bewertungen
- Statistical Estimation and Model Selection of SpecDokument6 SeitenStatistical Estimation and Model Selection of Specefren.ramirez.arias9488Noch keine Bewertungen
- Lan Use Acuatic Damage PDFDokument14 SeitenLan Use Acuatic Damage PDFefren.ramirez.arias9488Noch keine Bewertungen
- Analox Sensor Technology LTD PDFDokument2 SeitenAnalox Sensor Technology LTD PDFefren.ramirez.arias9488Noch keine Bewertungen
- Waste Water Dispersion ModelDokument3 SeitenWaste Water Dispersion Modelefren.ramirez.arias9488Noch keine Bewertungen
- Petrol Fuel Station Safety and Risk Assessment FraDokument9 SeitenPetrol Fuel Station Safety and Risk Assessment Fraefren.ramirez.arias9488100% (2)
- Casio FX-9700GH Calculator ManualDokument188 SeitenCasio FX-9700GH Calculator ManualLuna StoneNoch keine Bewertungen
- Analox Sensor Technology LTD PDFDokument13 SeitenAnalox Sensor Technology LTD PDFefren.ramirez.arias9488Noch keine Bewertungen
- Usando Agua de Lluvia para AbastecimientoDokument224 SeitenUsando Agua de Lluvia para Abastecimientoefren.ramirez.arias9488Noch keine Bewertungen
- Tank Fires - Review of Fire Incidents - 1951-2003Dokument80 SeitenTank Fires - Review of Fire Incidents - 1951-2003FireProtectionE100% (4)
- Modelos de Dispersion para AeropuertosDokument44 SeitenModelos de Dispersion para Aeropuertosefren.ramirez.arias9488Noch keine Bewertungen
- Emisiones AeropuertosDokument64 SeitenEmisiones Aeropuertosefren.ramirez.arias9488Noch keine Bewertungen
- Chimney FactsDokument20 SeitenChimney Factsefren.ramirez.arias9488Noch keine Bewertungen
- GaN & SiC Power Semiconductors - Why These Devices Are Gaining Popularity - NewsDokument15 SeitenGaN & SiC Power Semiconductors - Why These Devices Are Gaining Popularity - NewsAmanuel Amare GebrekidanNoch keine Bewertungen
- EDS 06-0017 Customer Installation Earthing Design PDFDokument47 SeitenEDS 06-0017 Customer Installation Earthing Design PDFRajendra Prasad ShuklaNoch keine Bewertungen
- Noise and Vibration in PM Motors - Sources and RemediesDokument35 SeitenNoise and Vibration in PM Motors - Sources and RemediesVirgilioNoch keine Bewertungen
- DX700 20.sayfaDokument8 SeitenDX700 20.sayfaYiğit ErpakNoch keine Bewertungen
- BioproductsDokument41 SeitenBioproductschristina raju100% (1)
- Catalogo Fire 2009Dokument7 SeitenCatalogo Fire 2009Benicio Joaquín Ferrero BrebesNoch keine Bewertungen
- Dehydration SugarDokument2 SeitenDehydration SugarAyu Dara KharismaNoch keine Bewertungen
- PlumbingDokument62 SeitenPlumbingAnonymous iTzCnMNoch keine Bewertungen
- Ibrahiiiiim Rep. Conradson Carbon ResidueDokument7 SeitenIbrahiiiiim Rep. Conradson Carbon ResidueIbrahim Dewali100% (2)
- View Tower Foundation DesignDokument6 SeitenView Tower Foundation Designkabira12Noch keine Bewertungen
- 카달로그 - Metal Plug ValveDokument22 Seiten카달로그 - Metal Plug Valvetazghat beghdadiNoch keine Bewertungen
- Pumps and Compressors: Week 7Dokument20 SeitenPumps and Compressors: Week 7ednsmnNoch keine Bewertungen
- Pyro-Processing System - MASS & GAS FLOWDokument1 SeitePyro-Processing System - MASS & GAS FLOWVijay BhanNoch keine Bewertungen
- BSC79Dokument8 SeitenBSC79Hường NguyễnNoch keine Bewertungen
- Field-Wireable Connectors: Your Global Automation PartnerDokument19 SeitenField-Wireable Connectors: Your Global Automation Partners doraiNoch keine Bewertungen
- Environmental Science Question PapersDokument9 SeitenEnvironmental Science Question PapersKanishk JamwalNoch keine Bewertungen
- Service Manual: Chassis & Mast MC/FCDokument57 SeitenService Manual: Chassis & Mast MC/FCnicolas0% (2)
- Conventional Vs Non ConventionalDokument2 SeitenConventional Vs Non Conventional3headsnakeNoch keine Bewertungen
- Engineering Chemistry - Unit - I (Water Treatment)Dokument23 SeitenEngineering Chemistry - Unit - I (Water Treatment)sivabharathamurthy92% (97)
- A Review - Use of Clay in The Manufacture of Lightweight AggregateDokument8 SeitenA Review - Use of Clay in The Manufacture of Lightweight AggregatesergioNoch keine Bewertungen
- Fuel Oil Handling SystemDokument3 SeitenFuel Oil Handling SystemPaulrajNoch keine Bewertungen
- Minutes of Meeting SMPV GCR Review With AnnexDokument22 SeitenMinutes of Meeting SMPV GCR Review With AnnexNishant ThakurNoch keine Bewertungen
- .Catálogo PRESSOSTATO SUCO 2Dokument10 Seiten.Catálogo PRESSOSTATO SUCO 2Fernando MoraesNoch keine Bewertungen
- FINAL-ITP For Concreting Work Rev.2 25-Oct-2014Dokument12 SeitenFINAL-ITP For Concreting Work Rev.2 25-Oct-2014Mohammed MujahidNoch keine Bewertungen
- Kondensor PDFDokument6 SeitenKondensor PDFtaufikur rahmadaniNoch keine Bewertungen
- Logistics Case StudyDokument17 SeitenLogistics Case StudyKunal KinsuNoch keine Bewertungen
- 0324AT Hyu PCGDokument55 Seiten0324AT Hyu PCGLiz BenhamouNoch keine Bewertungen
- Clay Treatment of Fuel White PaperDokument3 SeitenClay Treatment of Fuel White PaperGiuliano Castellani CiodaroNoch keine Bewertungen