Das könnte Ihnen auch gefallen
- MTC Sample Dia 36 Inch Heat 639914 4130Dokument2 SeitenMTC Sample Dia 36 Inch Heat 639914 4130emadabdelsattarNoch keine Bewertungen
- WPS-43 - Gtaw & Smaw Tig + SmawDokument19 SeitenWPS-43 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNoch keine Bewertungen
- Qap Wo 7 r0 (Ion Exchange)Dokument1 SeiteQap Wo 7 r0 (Ion Exchange)KailasNoch keine Bewertungen
- Report on Welding Procedure Specifications for Single V-Groove JointsDokument15 SeitenReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDokument3 SeitenIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNoch keine Bewertungen
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDokument1 SeiteASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechNoch keine Bewertungen
- 4130, 75 Ksi (517 Mpa), Forging/Barstock, H2S Compatible: Doc No: M21509 Rev: O Page 1 of 3Dokument3 Seiten4130, 75 Ksi (517 Mpa), Forging/Barstock, H2S Compatible: Doc No: M21509 Rev: O Page 1 of 3Anonymous ZSne5ChQNoch keine Bewertungen
- Alstom IRDokument4 SeitenAlstom IRkasi reddyNoch keine Bewertungen
- Industry & Facilities Inspection ReportDokument10 SeitenIndustry & Facilities Inspection Reportkbpatel123Noch keine Bewertungen
- Test Certificate AnalysisDokument1 SeiteTest Certificate AnalysisSagar KumarNoch keine Bewertungen
- Flange 10 & 12 InchDokument2 SeitenFlange 10 & 12 InchreniNoch keine Bewertungen
- LTHE-BFCCU-TUV-00103-LHP-IRN 01 DT - 02.06.2018Dokument1 SeiteLTHE-BFCCU-TUV-00103-LHP-IRN 01 DT - 02.06.2018bappadittaNoch keine Bewertungen
- 694Dokument1 Seite694Mauricio Ramirez100% (1)
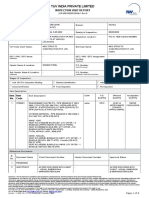
- Tuv India Private Limited: Inspection Visit ReportDokument8 SeitenTuv India Private Limited: Inspection Visit ReportAbhay KarandeNoch keine Bewertungen
- IVR-8117994011-01 - Rev.00Dokument6 SeitenIVR-8117994011-01 - Rev.00Abhay KarandeNoch keine Bewertungen
- P. WpsDokument14 SeitenP. WpsIsmiArdyNoch keine Bewertungen
- Write WPS ISO 15614Dokument10 SeitenWrite WPS ISO 15614Hoang LamNoch keine Bewertungen
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Dokument21 SeitenTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- SS SAW Welding Flux Sample MTCDokument1 SeiteSS SAW Welding Flux Sample MTCKunal AjgaonkarNoch keine Bewertungen
- Spec Sheet - Handler 187Dokument4 SeitenSpec Sheet - Handler 187Hobart Welding ProductsNoch keine Bewertungen
- JNK SOP for Weld Visual InspectionDokument17 SeitenJNK SOP for Weld Visual InspectionAvishek GuptaNoch keine Bewertungen
- QAP Seamless PipeDokument2 SeitenQAP Seamless Pipechetan85Noch keine Bewertungen
- Wps Mma PipeDokument2 SeitenWps Mma PipeDimitris NikouNoch keine Bewertungen
- Material Product Data SheetDokument4 SeitenMaterial Product Data SheethungNoch keine Bewertungen
- Welding Insection ReportDokument4 SeitenWelding Insection ReportRanjeet MouryaNoch keine Bewertungen
- Thread GageDokument30 SeitenThread GageRosendo RizoNoch keine Bewertungen
- Gta+sma PQRDokument3 SeitenGta+sma PQRRahul MoottolikandyNoch keine Bewertungen
- Heat Treatment of Steel Parts: Rev Ecn No. Date Reviewed by Approved by StatusDokument15 SeitenHeat Treatment of Steel Parts: Rev Ecn No. Date Reviewed by Approved by StatusAnonymous ZSne5ChQNoch keine Bewertungen
- Course Module 4Dokument6 SeitenCourse Module 4Makise AghataNoch keine Bewertungen
- Sabari Engineering PQRDokument3 SeitenSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Welding Procedure Qualification Record: Shipyard LogoDokument4 SeitenWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- 4130wog0913 - Rev14Dokument3 Seiten4130wog0913 - Rev14Quality controller100% (1)
- Draft Wps Astm A 743 GR - Ca6nmDokument2 SeitenDraft Wps Astm A 743 GR - Ca6nmIlham PaneNoch keine Bewertungen
- Procurement Services: Industry & Facilities DivisionDokument6 SeitenProcurement Services: Industry & Facilities DivisionVikas Mani TripathiNoch keine Bewertungen
- Determine necessary preheat temperature for steel weldingDokument11 SeitenDetermine necessary preheat temperature for steel weldingromanosky11Noch keine Bewertungen
- LPT As Per Asme & IsoDokument2 SeitenLPT As Per Asme & IsosbmmlaNoch keine Bewertungen
- Aws 001Dokument1 SeiteAws 001akshay sarfareNoch keine Bewertungen
- Sarma Tub Inox Certificat PDFDokument1 SeiteSarma Tub Inox Certificat PDFJacob HarrisNoch keine Bewertungen
- WPQ Is 2062 Haresh Shah W1Dokument1 SeiteWPQ Is 2062 Haresh Shah W1Anand KesarkarNoch keine Bewertungen
- Comparison ASTM A 3388 & ISO 11496Dokument1 SeiteComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNoch keine Bewertungen
- 90mm 316l Peeled and PolishedDokument1 Seite90mm 316l Peeled and PolishedB.M Industrial WorksNoch keine Bewertungen
- WPS for FCAW Welding of SteelDokument2 SeitenWPS for FCAW Welding of SteelHamid MansouriNoch keine Bewertungen
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDokument69 SeitenBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNoch keine Bewertungen
- ASMEDokument38 SeitenASMEshazanNoch keine Bewertungen
- Werkszeugnis Altena Blech Vom 17.06.PDF 1Dokument2 SeitenWerkszeugnis Altena Blech Vom 17.06.PDF 1MuzammilNoch keine Bewertungen
- Certified Material Test Report for EN 19-T Steel ForgingsDokument4 SeitenCertified Material Test Report for EN 19-T Steel ForgingsashokNoch keine Bewertungen
- PS 3103Dokument9 SeitenPS 3103JayeshNoch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- EIL - Formats - PMI PDFDokument53 SeitenEIL - Formats - PMI PDFABHISHEK SINGHNoch keine Bewertungen
- 121 T BW FPDokument4 Seiten121 T BW FPA. ΒρατσισταNoch keine Bewertungen
- WPS ISO 15614-1 WeldNote MetricDokument1 SeiteWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument2 SeitenWelding Procedure Specification (WPS)Abdulmecit YetisNoch keine Bewertungen
- United Caravan Trading and Contracting (Oil & Gas Division) : Initial Equipment Inspection ReportDokument1 SeiteUnited Caravan Trading and Contracting (Oil & Gas Division) : Initial Equipment Inspection Reportfali2006Noch keine Bewertungen
- OMR pipe fittings certificate analysisDokument1 SeiteOMR pipe fittings certificate analysisslimane AIT-IDIRNoch keine Bewertungen
- Welder Qualification CertificateDokument2 SeitenWelder Qualification CertificateNguyen Thanh BinhNoch keine Bewertungen
- GTAW Welding of CP Titanium and Ti6Al4VDokument1 SeiteGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNoch keine Bewertungen
- Inspection Report: CPP-RM-PO-0180Dokument4 SeitenInspection Report: CPP-RM-PO-0180ANIL PLAMOOTTIL0% (1)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Dokument3 SeitenWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- 1.2 Resistance and Special WeldingDokument14 Seiten1.2 Resistance and Special WeldingnikhilbathamNoch keine Bewertungen
- 10080-1-SS-MT-007Dokument34 Seiten10080-1-SS-MT-007SURAJ PRSADNoch keine Bewertungen
- Print ListDokument1 SeitePrint ListDeepak DasNoch keine Bewertungen
- Impeller 50A3 2112T-7 & 8Dokument2 SeitenImpeller 50A3 2112T-7 & 8Deepak DasNoch keine Bewertungen
- Qap - Kongsberg - NabDokument4 SeitenQap - Kongsberg - NabDeepak DasNoch keine Bewertungen
- EHS Objectives 21-22Dokument3 SeitenEHS Objectives 21-22Deepak DasNoch keine Bewertungen
- Impeller 50A3 2112T-7 & 8Dokument2 SeitenImpeller 50A3 2112T-7 & 8Deepak DasNoch keine Bewertungen
- Balloon Drawing 50A3 ImpellerDokument1 SeiteBalloon Drawing 50A3 ImpellerDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Rdi Af Blank ApplicationDokument10 SeitenRdi Af Blank ApplicationDeepak DasNoch keine Bewertungen
- 212GM 2,3,4Dokument2 Seiten212GM 2,3,4Deepak DasNoch keine Bewertungen
- Accepted Impeller Casting Inspection ReportDokument2 SeitenAccepted Impeller Casting Inspection ReportDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller 50A3 2112T-7 & 8Dokument2 SeitenImpeller 50A3 2112T-7 & 8Deepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Concession Request For Impeller 50A3Dokument3 SeitenConcession Request For Impeller 50A3Deepak DasNoch keine Bewertungen
- Accepted Impeller Casting Inspection ReportDokument2 SeitenAccepted Impeller Casting Inspection ReportDeepak DasNoch keine Bewertungen
- Impeller 50A3 2111R-6 & 7Dokument2 SeitenImpeller 50A3 2111R-6 & 7Deepak DasNoch keine Bewertungen
- Impeller inspection reportDokument1 SeiteImpeller inspection reportDeepak DasNoch keine Bewertungen
- Impeller 50A3 2111R-6 & 7Dokument2 SeitenImpeller 50A3 2111R-6 & 7Deepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller inspection report meets specificationsDokument2 SeitenImpeller inspection report meets specificationsDeepak DasNoch keine Bewertungen
- Impeller A29-5 2115K-2Dokument1 SeiteImpeller A29-5 2115K-2Deepak DasNoch keine Bewertungen
- Impeller casting quality requirementsDokument1 SeiteImpeller casting quality requirementsDeepak DasNoch keine Bewertungen
- Impeller A29-5 2115K-2Dokument1 SeiteImpeller A29-5 2115K-2Deepak DasNoch keine Bewertungen
- Impeller A29-5 2115K-2Dokument1 SeiteImpeller A29-5 2115K-2Deepak DasNoch keine Bewertungen
- Impeller A29-5 2115K-2Dokument1 SeiteImpeller A29-5 2115K-2Deepak DasNoch keine Bewertungen
- Concession Request For Impeller 56A3Dokument3 SeitenConcession Request For Impeller 56A3Deepak DasNoch keine Bewertungen
- Guidelines On Occupational Safety and Health in Construction, Operation and Maintenance of Biogas Plant 2016Dokument76 SeitenGuidelines On Occupational Safety and Health in Construction, Operation and Maintenance of Biogas Plant 2016kofafa100% (1)
- Last Clean ExceptionDokument24 SeitenLast Clean Exceptionbeom choiNoch keine Bewertungen
- RUJUKANDokument3 SeitenRUJUKANMaryTibanNoch keine Bewertungen
- Sharp Ar5731 BrochureDokument4 SeitenSharp Ar5731 Brochureanakraja11Noch keine Bewertungen
- Petty Cash Vouchers:: Accountability Accounted ForDokument3 SeitenPetty Cash Vouchers:: Accountability Accounted ForCrizhae OconNoch keine Bewertungen
- Inorganica Chimica Acta: Research PaperDokument14 SeitenInorganica Chimica Acta: Research PaperRuan ReisNoch keine Bewertungen
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestDokument8 SeitenFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJNoch keine Bewertungen
- DLP in Health 4Dokument15 SeitenDLP in Health 4Nina Claire Bustamante100% (1)
- Clark DietrichDokument110 SeitenClark Dietrichikirby77Noch keine Bewertungen
- Biagioli Did Galileo Copy The TelescopeDokument28 SeitenBiagioli Did Galileo Copy The TelescopeGregory HooNoch keine Bewertungen
- 8dd8 P2 Program Food MFG Final PublicDokument19 Seiten8dd8 P2 Program Food MFG Final PublicNemanja RadonjicNoch keine Bewertungen
- Briana SmithDokument3 SeitenBriana SmithAbdul Rafay Ali KhanNoch keine Bewertungen
- Simply Put - ENT EAR LECTURE NOTESDokument48 SeitenSimply Put - ENT EAR LECTURE NOTESCedric KyekyeNoch keine Bewertungen
- UAPPDokument91 SeitenUAPPMassimiliano de StellaNoch keine Bewertungen
- Ujian Madrasah Kelas VIDokument6 SeitenUjian Madrasah Kelas VIrahniez faurizkaNoch keine Bewertungen
- DECA IMP GuidelinesDokument6 SeitenDECA IMP GuidelinesVuNguyen313Noch keine Bewertungen
- GROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationDokument37 SeitenGROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationCyryhl GutlayNoch keine Bewertungen
- Leaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeDokument6 SeitenLeaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeAnonymous iTNFz0a0Noch keine Bewertungen
- Complete Guide To Sports Training PDFDokument105 SeitenComplete Guide To Sports Training PDFShahana ShahNoch keine Bewertungen
- Algorithms For Image Processing and Computer Vision: J.R. ParkerDokument8 SeitenAlgorithms For Image Processing and Computer Vision: J.R. ParkerJiaqian NingNoch keine Bewertungen
- Surgery Lecture - 01 Asepsis, Antisepsis & OperationDokument60 SeitenSurgery Lecture - 01 Asepsis, Antisepsis & OperationChris QueiklinNoch keine Bewertungen
- April 26, 2019 Strathmore TimesDokument16 SeitenApril 26, 2019 Strathmore TimesStrathmore Times100% (1)
- Marine Engineering 1921Dokument908 SeitenMarine Engineering 1921Samuel Sneddon-Nelmes0% (1)
- LM1011 Global ReverseLogDokument4 SeitenLM1011 Global ReverseLogJustinus HerdianNoch keine Bewertungen
- Unit 3 Computer ScienceDokument3 SeitenUnit 3 Computer ScienceradNoch keine Bewertungen
- En dx300lc 5 Brochure PDFDokument24 SeitenEn dx300lc 5 Brochure PDFsaroniNoch keine Bewertungen
- FX15Dokument32 SeitenFX15Jeferson MarceloNoch keine Bewertungen
- Movement and Position: Question Paper 4Dokument14 SeitenMovement and Position: Question Paper 4SlaheddineNoch keine Bewertungen
- Software Requirements Specification: Chaitanya Bharathi Institute of TechnologyDokument20 SeitenSoftware Requirements Specification: Chaitanya Bharathi Institute of TechnologyHima Bindhu BusireddyNoch keine Bewertungen