Das könnte Ihnen auch gefallen
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Von EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Noch keine Bewertungen
- Exposición - Mec. Pres. III - Team 3Dokument21 SeitenExposición - Mec. Pres. III - Team 3Kelvin ArenasNoch keine Bewertungen
- Apomazado y pulido de piedra natural. IEXD0108Von EverandApomazado y pulido de piedra natural. IEXD0108Noch keine Bewertungen
- HTS1401-L06 M 2012Dokument13 SeitenHTS1401-L06 M 2012Sacha Tupac Aguayo FaundezNoch keine Bewertungen
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Von EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Bewertung: 5 von 5 Sternen5/5 (1)
- Manufactura - EsmeriladoDokument22 SeitenManufactura - EsmeriladoMerlyn Rv0% (1)
- UF1213 - Técnicas de mecanizado y metrologíaVon EverandUF1213 - Técnicas de mecanizado y metrologíaBewertung: 4 von 5 Sternen4/5 (5)
- Esmeril y Muelas para AfiladoDokument7 SeitenEsmeril y Muelas para AfiladoCHRISTIAN CAMILO SANCHEZ MONSALVENoch keine Bewertungen
- Cuestionario FresadoDokument7 SeitenCuestionario FresadoElpijota GrandeNoch keine Bewertungen
- Preparatorio 3 ERPARCIALUNIDODokument14 SeitenPreparatorio 3 ERPARCIALUNIDOJefferson Arias100% (1)
- Abrasivos Granalla de Acero Ficha TecnicaDokument3 SeitenAbrasivos Granalla de Acero Ficha TecnicaYarina HilarioNoch keine Bewertungen
- Abrasivos Granalla de Acero Ficha TecnicaDokument3 SeitenAbrasivos Granalla de Acero Ficha TecnicaquimizaNoch keine Bewertungen
- Materiales AbrasivosDokument5 SeitenMateriales AbrasivosAriel ChoqueNoch keine Bewertungen
- Muelas Abrasivas Marca AtlanteDokument24 SeitenMuelas Abrasivas Marca AtlanteFernando GuamánNoch keine Bewertungen
- Cuestionario Preguntas Maquinas EspecialesDokument11 SeitenCuestionario Preguntas Maquinas EspecialesMigeul DasilvaNoch keine Bewertungen
- CINASADokument36 SeitenCINASAJorge MuñozNoch keine Bewertungen
- Esmerilado y Otros Procesos Abrasivos0Dokument55 SeitenEsmerilado y Otros Procesos Abrasivos0Andres MustielesNoch keine Bewertungen
- Esmeriles de PedestalDokument13 SeitenEsmeriles de PedestalXokolatOsa Martínez100% (1)
- Muela de RectificarDokument7 SeitenMuela de RectificarHenry Manzano TonatoNoch keine Bewertungen
- Catalogo DiscosDokument32 SeitenCatalogo DiscosHector Javier PongutaNoch keine Bewertungen
- Cuestionario Mec 242Dokument10 SeitenCuestionario Mec 242Francisco PinedoNoch keine Bewertungen
- Informe FundicionDokument8 SeitenInforme FundicionmanoloNoch keine Bewertungen
- RechazadoDokument11 SeitenRechazadoUriel Chino100% (1)
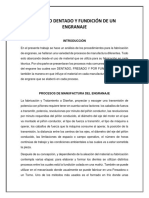
- Inorme 01 Fresado Dentado Fundicion de Un EngranajeDokument10 SeitenInorme 01 Fresado Dentado Fundicion de Un EngranajeJhojan ORNoch keine Bewertungen
- Materiales para Herramientas (Acabado-Mini)Dokument18 SeitenMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- 16guia Molinosf v2.1Dokument24 Seiten16guia Molinosf v2.1Antonio Vasquez100% (2)
- Esmerilado ChingonDokument27 SeitenEsmerilado ChingonjuanNoch keine Bewertungen
- Planchas Bimetalicas PRDDokument18 SeitenPlanchas Bimetalicas PRDCharqNoch keine Bewertungen
- Cuestionario, 4Dokument3 SeitenCuestionario, 4Pérez Zayas Arturo MisdielNoch keine Bewertungen
- Abrasivos-Granalla-acero-escoria-cobre, ComparativosDokument5 SeitenAbrasivos-Granalla-acero-escoria-cobre, Comparativosmarvyn tacanga mendezNoch keine Bewertungen
- Practica 10Dokument4 SeitenPractica 10SAUL BRANDON GONZALEZ REYESNoch keine Bewertungen
- Folleto - Ruedas TyrolitDokument14 SeitenFolleto - Ruedas Tyrolitjuan pablo TurczynNoch keine Bewertungen
- Defina Los Términos Grado y Estructura para Una Rueda de EsmerilDokument2 SeitenDefina Los Términos Grado y Estructura para Una Rueda de EsmerilrafaelNoch keine Bewertungen
- Calculos de La Mazarota y Bebederos ImportanteDokument24 SeitenCalculos de La Mazarota y Bebederos ImportantePaola RevolloNoch keine Bewertungen
- Manual de Campo de Las BrocasDokument56 SeitenManual de Campo de Las Brocasjajes7100% (12)
- RectificadoDokument12 SeitenRectificadoJhonny MillánNoch keine Bewertungen
- Unidad 4 S16 Conformado Por Arranque de Viruta - Esmerilado y AbrasivosDokument42 SeitenUnidad 4 S16 Conformado Por Arranque de Viruta - Esmerilado y AbrasivosjhonelNoch keine Bewertungen
- Esmeril y Muelas de EsmerilDokument8 SeitenEsmeril y Muelas de EsmerilJAVIER ANDRES CRUZ ORTIZNoch keine Bewertungen
- Rectificado BruñidoDokument18 SeitenRectificado Bruñidoingenieria mecanicaNoch keine Bewertungen
- Unidad 3 Abrasivos Y Máquinas RectificadorasDokument31 SeitenUnidad 3 Abrasivos Y Máquinas RectificadorasFrank ManciaNoch keine Bewertungen
- Balanceo de La Muela AbrasivaDokument10 SeitenBalanceo de La Muela AbrasivaGaby's Guzmán60% (5)
- Herramientas AbrasivasDokument15 SeitenHerramientas AbrasivasJean Paolo CortezNoch keine Bewertungen
- Esmerilado y Otros Procesos AbrasivosDokument12 SeitenEsmerilado y Otros Procesos Abrasivoscharlycucei50% (6)
- Esmeril y Piedras para EsmerilDokument18 SeitenEsmeril y Piedras para EsmerilleonelNoch keine Bewertungen
- Examen Final Discos Abrasivos Manufactura 1-2020Dokument4 SeitenExamen Final Discos Abrasivos Manufactura 1-2020aldair pedro pacheco huancaNoch keine Bewertungen
- Abrasivos Arenado Granalla Costos Comparativos Cym SandblastingDokument6 SeitenAbrasivos Arenado Granalla Costos Comparativos Cym SandblastingJesus HerreraNoch keine Bewertungen
- Informe de Muelas AbrasivasDokument9 SeitenInforme de Muelas AbrasivasJuanRojasNoch keine Bewertungen
- CUESTIONARIO MecanizacionDokument12 SeitenCUESTIONARIO MecanizacionD̶e̶x̶ Rameez73% (22)
- La Granalla y Los Principios de Limpieza Por GranalladoDokument8 SeitenLa Granalla y Los Principios de Limpieza Por GranalladoOrlando Arancibia GalvezNoch keine Bewertungen
- Rectificado y Procesos Especiales de AbrasiónDokument22 SeitenRectificado y Procesos Especiales de AbrasiónCarlos Rafael Meta Rodriguez100% (1)
- Informe de Caracterización de Hierro FundidoDokument16 SeitenInforme de Caracterización de Hierro FundidoAntony CoboNoch keine Bewertungen
- Trabajo de Diseño de MaquinasDokument8 SeitenTrabajo de Diseño de MaquinasRay Robert RANoch keine Bewertungen
- Super AcabadoDokument3 SeitenSuper AcabadoRAIZA ARANZAEZ QUINTANANoch keine Bewertungen
- Esmerilado 1 PDFDokument15 SeitenEsmerilado 1 PDFJuan Cho50% (2)
- Principios para Selección de Sierras CircularesDokument26 SeitenPrincipios para Selección de Sierras CircularesJoas Alvarez PizarroNoch keine Bewertungen
- Diapositivas Muelas Abrasivas..Dokument35 SeitenDiapositivas Muelas Abrasivas..Daniela Brigith100% (1)
- AbrasivosDokument14 SeitenAbrasivosluisNoch keine Bewertungen
- INFORMEDokument11 SeitenINFORMELevier Gonzales VergaraNoch keine Bewertungen
- Que Es GranallarDokument6 SeitenQue Es GranallarAndrea Arnez VasconcellosNoch keine Bewertungen
- Maquinado Por AbrasivosDokument4 SeitenMaquinado Por AbrasivosOctavio Medrano FloresNoch keine Bewertungen
- CONSEJOS de Uso y Limpieza de Nuestros RacksDokument1 SeiteCONSEJOS de Uso y Limpieza de Nuestros Racksmariajor_3Noch keine Bewertungen
- Programa de Seguridad e HigieneDokument11 SeitenPrograma de Seguridad e HigieneAntonio Palomares Diaz67% (3)
- 13 - Presentacion Resortes 2020 F PDFDokument38 Seiten13 - Presentacion Resortes 2020 F PDFCristian FWNoch keine Bewertungen
- Ley 19525 - 10 NOV 1997Dokument3 SeitenLey 19525 - 10 NOV 1997manuel g.ch.Noch keine Bewertungen
- Tareaa 2. Evaluación de ConocimientosDokument3 SeitenTareaa 2. Evaluación de ConocimientosRosalinda LozanoNoch keine Bewertungen
- Manual de Instalación Tubería y Accesorios de Polietileno y PEALPE para La Conducción de GasDokument4 SeitenManual de Instalación Tubería y Accesorios de Polietileno y PEALPE para La Conducción de GasNorelys vegaNoch keine Bewertungen
- Secuencia Sintética de Anilina A P-NitroacetanilidaDokument4 SeitenSecuencia Sintética de Anilina A P-NitroacetanilidaKeity Hernandez DávilaNoch keine Bewertungen
- Engranajes Análisis de VibraciónDokument26 SeitenEngranajes Análisis de VibraciónFabian WaterNoch keine Bewertungen
- Laboratorio BencenoDokument6 SeitenLaboratorio BencenoLizbethNoch keine Bewertungen
- Adoquines de Arcilla - Manual de InstalacionDokument101 SeitenAdoquines de Arcilla - Manual de InstalacionAlvaro Andres Catalan Riego100% (2)
- Importancia de La Dinámica en Los Robots y Aplicaciones en La IndustriaDokument11 SeitenImportancia de La Dinámica en Los Robots y Aplicaciones en La IndustriaAdolfo CopalcuaNoch keine Bewertungen
- Lineas de Investigacion 2019 MoqueguaaaaDokument9 SeitenLineas de Investigacion 2019 MoqueguaaaaIvonne Yana EnriquezNoch keine Bewertungen
- CORRIDA Y CEMENTACI+ôN DE LINERDokument42 SeitenCORRIDA Y CEMENTACI+ôN DE LINERAleks ProañoNoch keine Bewertungen
- Informe Técnico Sislb-04499 - 2019 Detector PetrocedeñoDokument2 SeitenInforme Técnico Sislb-04499 - 2019 Detector PetrocedeñoEduardo MejiasNoch keine Bewertungen
- Informe Del Brazo HidraulicoDokument5 SeitenInforme Del Brazo HidraulicoValentina RiveroNoch keine Bewertungen
- Presupuesto Individual: Mejoramiento de La ViviendaDokument1 SeitePresupuesto Individual: Mejoramiento de La ViviendaNathliu08Noch keine Bewertungen
- Expediente Tecnico UnifamiliarDokument46 SeitenExpediente Tecnico UnifamiliarJhony Jauser Morales FelixNoch keine Bewertungen
- Drean Family 086 A Washing Machine PDFDokument11 SeitenDrean Family 086 A Washing Machine PDFMauri MoyanoNoch keine Bewertungen
- Densidad de Liquidos #2Dokument12 SeitenDensidad de Liquidos #2Hernan Ariza RallonNoch keine Bewertungen
- D00 RD STD ES ED02 REV01a 1Dokument60 SeitenD00 RD STD ES ED02 REV01a 1Juan Bernardo NietoNoch keine Bewertungen
- P2 MicroDokument14 SeitenP2 MicroSergio Antonio Gallegos AlvaradoNoch keine Bewertungen
- Balance de LíneasDokument9 SeitenBalance de LíneasGreeven CarvajalNoch keine Bewertungen
- 1° Trabajo Monografico IntroduccionDokument11 Seiten1° Trabajo Monografico IntroduccionYuly PocomuchaNoch keine Bewertungen
- EngranajesDokument16 SeitenEngranajesDiego IgnacioNoch keine Bewertungen
- CALCULO de ENGRANAJES Rectos Lewis A Enviar 1Dokument5 SeitenCALCULO de ENGRANAJES Rectos Lewis A Enviar 1Xavier VillegasNoch keine Bewertungen
- Diseño de Facilidades de SuperficieDokument3 SeitenDiseño de Facilidades de SuperficiepayasitastarNoch keine Bewertungen
- Contaminacion Del AguaDokument65 SeitenContaminacion Del AguayomiraNoch keine Bewertungen
- Generacion de Tablas de VaporDokument13 SeitenGeneracion de Tablas de VaporHenry MakitoNoch keine Bewertungen
- Tecnicas de AproximacionDokument193 SeitenTecnicas de AproximacionJavier100% (3)
- 10 - Propiedades MecánicasDokument6 Seiten10 - Propiedades MecánicasJose Leonardo MARTINEZ PEDREROSNoch keine Bewertungen