Das könnte Ihnen auch gefallen
- Guide to Good Practice in the Management of Time in Complex ProjectsVon EverandGuide to Good Practice in the Management of Time in Complex ProjectsNoch keine Bewertungen
- Building Services Engineering A Complete Guide - 2020 EditionVon EverandBuilding Services Engineering A Complete Guide - 2020 EditionNoch keine Bewertungen
- TQM Lean ContructionDokument8 SeitenTQM Lean ContructionJoseph ZANoch keine Bewertungen
- Quality Management Tools: Cause-And-Effect DiagramDokument4 SeitenQuality Management Tools: Cause-And-Effect DiagramDevi PriyaNoch keine Bewertungen
- Determination of Customer Satisfaction Using Improved K-Means AlgorithmDokument19 SeitenDetermination of Customer Satisfaction Using Improved K-Means AlgorithmAC CahuloganNoch keine Bewertungen
- Design-Coordination-Checklist Architectural Verfeb252020Dokument5 SeitenDesign-Coordination-Checklist Architectural Verfeb252020KunnalNoch keine Bewertungen
- Human Resource PlanningDokument97 SeitenHuman Resource PlanningJulius Dennis100% (1)
- The Philippine: Construction IndustryDokument7 SeitenThe Philippine: Construction Industryfritz molino100% (1)
- Project Schedule Critical Path and GanttDokument21 SeitenProject Schedule Critical Path and GanttJustus OtungaNoch keine Bewertungen
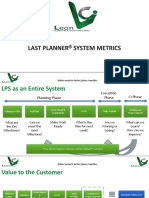
- The Persuasive Power of The Last Planner® System MetricsDokument27 SeitenThe Persuasive Power of The Last Planner® System MetricsViviane EspositoNoch keine Bewertungen
- Students Reports Foreman Delay SurveyDokument18 SeitenStudents Reports Foreman Delay Surveyvalkiria112Noch keine Bewertungen
- 01 BIM Project Execution Planning Guide V2.1 (Two-Sided)Dokument135 Seiten01 BIM Project Execution Planning Guide V2.1 (Two-Sided)Gabriel Isaac GonzalezNoch keine Bewertungen
- Value EngineeringDokument13 SeitenValue EngineeringSangivikumar S100% (1)
- Hydraulic Engineering: J. W. DelleurDokument4 SeitenHydraulic Engineering: J. W. Delleurantoni999Noch keine Bewertungen
- General Objectives of Phase: Schematic DesignDokument7 SeitenGeneral Objectives of Phase: Schematic DesignScott M B GustafsonNoch keine Bewertungen
- Clash DetectionDokument4 SeitenClash DetectionJavier ContrerasNoch keine Bewertungen
- 115 Ballard Tommelein 2021 LPS Benchmark 2020 2Dokument125 Seiten115 Ballard Tommelein 2021 LPS Benchmark 2020 2ATDNoch keine Bewertungen
- 8 Work Breakdown Structure WbsDokument1 Seite8 Work Breakdown Structure Wbsapi-209614374Noch keine Bewertungen
- Resource Allocation Tutorial PDFDokument16 SeitenResource Allocation Tutorial PDFjegosssNoch keine Bewertungen
- Cost Breakdown StructureDokument90 SeitenCost Breakdown StructureRiFTzCuTLeR -YTNoch keine Bewertungen
- History of LeanDokument2 SeitenHistory of LeanTarang ShandilyaNoch keine Bewertungen
- Organizational Breakdown StructureDokument25 SeitenOrganizational Breakdown StructureAnni Lou BordiosNoch keine Bewertungen
- Are Quantity Surveyors Competent To Valu PDFDokument10 SeitenAre Quantity Surveyors Competent To Valu PDFAkintonde OyewaleNoch keine Bewertungen
- Amount in Figures in Words 1.00 Bill No: 1 Site Clearance Unit Rate Item No. Description Unit Estimated QtyDokument22 SeitenAmount in Figures in Words 1.00 Bill No: 1 Site Clearance Unit Rate Item No. Description Unit Estimated QtySubrahmanya SarmaNoch keine Bewertungen
- 2014-05 Cost Breakdown Structure v0Dokument2 Seiten2014-05 Cost Breakdown Structure v0Aayushi AroraNoch keine Bewertungen
- Effort Based Project Forecasting WorkbookDokument20 SeitenEffort Based Project Forecasting WorkbooksmshaidrNoch keine Bewertungen
- Steel Framing TechspecDokument4 SeitenSteel Framing TechspecCelestino LucioNoch keine Bewertungen
- Updated Procurement Plan - Feb 2023Dokument4 SeitenUpdated Procurement Plan - Feb 2023Susan KunkleNoch keine Bewertungen
- ADG 25 - Value Engineering GuidelinesDokument74 SeitenADG 25 - Value Engineering GuidelinesRahul DivakaranNoch keine Bewertungen
- Project Time Management: 1 WWW - Cahyo.web - Id IT Project Management, Third Edition Chapter 6Dokument46 SeitenProject Time Management: 1 WWW - Cahyo.web - Id IT Project Management, Third Edition Chapter 6cahyod100% (1)
- Topic 7 - Civil Engineering Procedure and ContractsDokument53 SeitenTopic 7 - Civil Engineering Procedure and ContractsKen MutuiNoch keine Bewertungen
- Critical Chain Scheduling: Page 1 of 10Dokument10 SeitenCritical Chain Scheduling: Page 1 of 10Zulkarnain DahalanNoch keine Bewertungen
- AEC - Pocketbook PDFDokument20 SeitenAEC - Pocketbook PDFJUAN VASCONoch keine Bewertungen
- Implementation of Lean Principles: Towards Augmenting Productivity in Construction Industry - A Literature ReviewDokument3 SeitenImplementation of Lean Principles: Towards Augmenting Productivity in Construction Industry - A Literature ReviewAce NovoNoch keine Bewertungen
- 04d Process Map Templates-V2.0 (PowerPiont)Dokument17 Seiten04d Process Map Templates-V2.0 (PowerPiont)EnzoSuazoNoch keine Bewertungen
- Lean Project DeliveryDokument18 SeitenLean Project Deliverydodoy kangkongNoch keine Bewertungen
- Project Scope Management FinalDokument18 SeitenProject Scope Management FinalAbdullah SahiNoch keine Bewertungen
- Advanced Practice Individual AssignmentDokument8 SeitenAdvanced Practice Individual AssignmentJay SayNoch keine Bewertungen
- Innovaya Visual EstimatingDokument2 SeitenInnovaya Visual EstimatingJoshua JohnsonNoch keine Bewertungen
- Chapter 09 - Project Human Resource Management PDFDokument24 SeitenChapter 09 - Project Human Resource Management PDFSalim Akhtar Khan100% (3)
- What Is PJ. Management?: Handover & CelebrateDokument55 SeitenWhat Is PJ. Management?: Handover & CelebratetommybungtoNoch keine Bewertungen
- How To Improve Site ConstructabilityDokument4 SeitenHow To Improve Site ConstructabilitylizaNoch keine Bewertungen
- Lean HistoryDokument18 SeitenLean HistoryJocksidNoch keine Bewertungen
- A Critical Literature Review On The Concept of Team Integration in IBS Project.Dokument17 SeitenA Critical Literature Review On The Concept of Team Integration in IBS Project.oioianNoch keine Bewertungen
- CIC Beginner Guide-Adoption of CDEDokument54 SeitenCIC Beginner Guide-Adoption of CDEPo CheungNoch keine Bewertungen
- Planned Early Submitted: E1 MATERIAL LOG @14 Sep 14 / Div. 01 16Dokument4 SeitenPlanned Early Submitted: E1 MATERIAL LOG @14 Sep 14 / Div. 01 16stefenjohnNoch keine Bewertungen
- E Project Start Up Procedures Manual 2017Dokument20 SeitenE Project Start Up Procedures Manual 2017bpjindia100% (1)
- WBDG Architectural Programming - AmDokument10 SeitenWBDG Architectural Programming - AmMickey MekuannintNoch keine Bewertungen
- ISO 19650 Guidance 0 The Case For Information Management Edition 1Dokument5 SeitenISO 19650 Guidance 0 The Case For Information Management Edition 1melekimNoch keine Bewertungen
- Strategic Planning Guide For Adopting BIMDokument17 SeitenStrategic Planning Guide For Adopting BIMPaulo MonteiroNoch keine Bewertungen
- Project Minds Quick Guide To Project ManagementDokument25 SeitenProject Minds Quick Guide To Project Managementsreedhar08Noch keine Bewertungen
- Turner ConstructionDokument22 SeitenTurner ConstructionGilang Restriwan KurniaNoch keine Bewertungen
- Outline Scope of Services For The Role of Information ManagmentDokument5 SeitenOutline Scope of Services For The Role of Information Managmentabc321987Noch keine Bewertungen
- Awp & PPM: Project Management of The FutureDokument3 SeitenAwp & PPM: Project Management of The FutureRhona Lai100% (2)
- Use For BODDokument12 SeitenUse For BODmkmusaNoch keine Bewertungen
- Total Quality Managment in Construction PDFDokument5 SeitenTotal Quality Managment in Construction PDFNesagolubacNoch keine Bewertungen
- Design-Build, Design-Bid-Build and Contract Management How To Select The One That Is Right For You!Dokument4 SeitenDesign-Build, Design-Bid-Build and Contract Management How To Select The One That Is Right For You!Ar Pun PunithaNoch keine Bewertungen
- Project Delivery Method A Complete Guide - 2020 EditionVon EverandProject Delivery Method A Complete Guide - 2020 EditionNoch keine Bewertungen
- MATRIK TANGGUNG JAWAB PEKERJAAN JEMBATAN ApdDokument10 SeitenMATRIK TANGGUNG JAWAB PEKERJAAN JEMBATAN ApdRobert WataniaNoch keine Bewertungen
- Work Processing Checklist: Sub-Project Staff Start End Current Status Process 0% 25%Dokument4 SeitenWork Processing Checklist: Sub-Project Staff Start End Current Status Process 0% 25%Robert WataniaNoch keine Bewertungen
- Procedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresDokument10 SeitenProcedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresradhouaneNoch keine Bewertungen
- Getting Workplace Ready For Covid 19Dokument8 SeitenGetting Workplace Ready For Covid 19Sonal SarafNoch keine Bewertungen
- Materi Pelatihan Apar 1Dokument46 SeitenMateri Pelatihan Apar 1Robert WataniaNoch keine Bewertungen
- Procedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresDokument10 SeitenProcedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresradhouaneNoch keine Bewertungen
- Buku Petunjuk Pengoperasian Dan PerawatanDokument36 SeitenBuku Petunjuk Pengoperasian Dan PerawatanRobert WataniaNoch keine Bewertungen
- Laporan Rincian Kerja BulananDokument2 SeitenLaporan Rincian Kerja BulananRobert WataniaNoch keine Bewertungen
- Machine ListDokument11 SeitenMachine ListRobert WataniaNoch keine Bewertungen
- Price List Spare Part Honda New BladeDokument6 SeitenPrice List Spare Part Honda New BladeRobert WataniaNoch keine Bewertungen
- Kerendan ESIADokument0 SeitenKerendan ESIARobert WataniaNoch keine Bewertungen
- International Business Management or Business EnviormentDokument141 SeitenInternational Business Management or Business Enviormentkvl rtdNoch keine Bewertungen
- Work Instruction For Bin Management (From Customer) : Doc#: Issue No./Dt:01/10-10-18 Rev No./DtDokument3 SeitenWork Instruction For Bin Management (From Customer) : Doc#: Issue No./Dt:01/10-10-18 Rev No./Dtyathish babu M ANoch keine Bewertungen
- Talk About ImbalancesDokument1 SeiteTalk About ImbalancesforbesadminNoch keine Bewertungen
- Module 8 Benefit Cost RatioDokument13 SeitenModule 8 Benefit Cost RatioRhonita Dea AndariniNoch keine Bewertungen
- Gri 202 Market Presence 2016Dokument10 SeitenGri 202 Market Presence 2016Pablo MalgesiniNoch keine Bewertungen
- Indian Event Participant Bill690153Dokument2 SeitenIndian Event Participant Bill690153Arul Selvi AnbukkarasuNoch keine Bewertungen
- Integrated Review Ii: Advanced Financial Accounting and Reporting Module 3: Special Revenue Recognition I. Installment SalesDokument18 SeitenIntegrated Review Ii: Advanced Financial Accounting and Reporting Module 3: Special Revenue Recognition I. Installment SalesDarren Joy CoronaNoch keine Bewertungen
- ALKO Case StudyDokument13 SeitenALKO Case StudyAnass MessaoudiNoch keine Bewertungen
- أثر السياسة النقدية على سوق الأوراق المالية في الجزائرDokument21 Seitenأثر السياسة النقدية على سوق الأوراق المالية في الجزائرTedjani Ahmed DzaitNoch keine Bewertungen
- Lean Production SystemDokument8 SeitenLean Production SystemRoni Komarul HayatNoch keine Bewertungen
- Yujuico vs. Far East Bank and Trust Company DigestDokument4 SeitenYujuico vs. Far East Bank and Trust Company DigestEmir MendozaNoch keine Bewertungen
- The Power of Early Contractor Involvement Volume 12 Issue 2Dokument4 SeitenThe Power of Early Contractor Involvement Volume 12 Issue 2Odilon KongoloNoch keine Bewertungen
- Southspin FASHION AWARDS-Title SponsorDokument32 SeitenSouthspin FASHION AWARDS-Title SponsorManikanth Raja GNoch keine Bewertungen
- Xxxxacca Kısa ÖzzetttDokument193 SeitenXxxxacca Kısa ÖzzetttkazimkorogluNoch keine Bewertungen
- Chandelier Exit 26 Jun 2016Dokument4 SeitenChandelier Exit 26 Jun 2016Rajan ChaudhariNoch keine Bewertungen
- Importance of Human Resource ManagementDokument9 SeitenImportance of Human Resource Managementt9inaNoch keine Bewertungen
- Clementi TownDokument3 SeitenClementi TownjuronglakesideNoch keine Bewertungen
- Argument On Workplace SafetyDokument2 SeitenArgument On Workplace SafetyEeshan BhagwatNoch keine Bewertungen
- Business CombinationDokument20 SeitenBusiness CombinationabhaybittuNoch keine Bewertungen
- Heller - Sues - GT Heller V Greenberg TraurigDokument45 SeitenHeller - Sues - GT Heller V Greenberg TraurigRandy PotterNoch keine Bewertungen
- How To Use Oracle Account Generator For Project Related TransactionsDokument40 SeitenHow To Use Oracle Account Generator For Project Related Transactionsapnambiar88Noch keine Bewertungen
- Coping With Institutional Order Flow Zicklin School of Business Financial Markets SeriesDokument208 SeitenCoping With Institutional Order Flow Zicklin School of Business Financial Markets SeriesRavi Varakala100% (5)
- Catalogue For BSI Standards PDFDokument40 SeitenCatalogue For BSI Standards PDFPaul TurnerNoch keine Bewertungen
- Final by KeyurDokument27 SeitenFinal by Keyurarya2783100% (1)
- Six Sigma Black Belt Wk1 Define Amp MeasureDokument451 SeitenSix Sigma Black Belt Wk1 Define Amp Measuremajid4uonly100% (1)
- Final QARSHI REPORTDokument31 SeitenFinal QARSHI REPORTUzma Khan100% (2)
- Cross TAB in Crystal ReportsDokument15 SeitenCross TAB in Crystal ReportsMarcelo Damasceno ValeNoch keine Bewertungen
- International Trade TheoriesDokument41 SeitenInternational Trade TheoriesShruti VadherNoch keine Bewertungen
- Problem Set 1 SolutionsDokument16 SeitenProblem Set 1 SolutionsAhmed SamadNoch keine Bewertungen
- Niraj-LSB CatalogueDokument8 SeitenNiraj-LSB CataloguenirajNoch keine Bewertungen