Das könnte Ihnen auch gefallen
- Establishing A CGMP Laboratory Audit System: A Practical GuideVon EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNoch keine Bewertungen
- Level 2 m200 Pahu Qa-Qc ChecksDokument10 SeitenLevel 2 m200 Pahu Qa-Qc ChecksAnurag KumbhareNoch keine Bewertungen
- CCTV Method Statement Final Rev-01 PDFDokument33 SeitenCCTV Method Statement Final Rev-01 PDFabdul wasay100% (1)
- Used Water SES 7 Testing 12feb2016Dokument9 SeitenUsed Water SES 7 Testing 12feb2016Mark BenjieNoch keine Bewertungen
- Operation and Qualification of Stability Chamber IVDokument21 SeitenOperation and Qualification of Stability Chamber IVsystacare remedies100% (1)
- Industry Study - Pom AravinthDokument17 SeitenIndustry Study - Pom AravinthAravinth SNoch keine Bewertungen
- Report Esomeprazole IV Inj (Guide Batch 03)Dokument60 SeitenReport Esomeprazole IV Inj (Guide Batch 03)Sari Widya Astuti SelianNoch keine Bewertungen
- KSA-POP-010-General Guidelines For Sampling For Laboratory TestingDokument7 SeitenKSA-POP-010-General Guidelines For Sampling For Laboratory TestingASHJANNoch keine Bewertungen
- Company Quality ManualDokument54 SeitenCompany Quality ManualReama QumsanNoch keine Bewertungen
- Nipfrg-Cqe002 4M Change RegulationDokument10 SeitenNipfrg-Cqe002 4M Change RegulationRalph Jason AlvarezNoch keine Bewertungen
- Procedure 32 - 8 StagesDokument21 SeitenProcedure 32 - 8 StagesLucaNoch keine Bewertungen
- Dye Penetrant Inspection ProcedureDokument25 SeitenDye Penetrant Inspection ProcedureInaamNoch keine Bewertungen
- Internal Auditor TrainingDokument15 SeitenInternal Auditor TrainingGina Arc100% (1)
- 63 Leak TesterDokument6 Seiten63 Leak Testersystacare remediesNoch keine Bewertungen
- Quality ProcedureDokument5 SeitenQuality ProcedureMeskela MarachiNoch keine Bewertungen
- Supplier Audits and SurveysDokument13 SeitenSupplier Audits and SurveysBighneswar PatraNoch keine Bewertungen
- Upvc Project ReportDokument39 SeitenUpvc Project ReportRohit KumarNoch keine Bewertungen
- Notes For Appraisal of Flexi PipeDokument27 SeitenNotes For Appraisal of Flexi PipeEason NgNoch keine Bewertungen
- Appraisal of Flexible Pipe Systems: Guidance Notes ForDokument27 SeitenAppraisal of Flexible Pipe Systems: Guidance Notes ForsegunoyesNoch keine Bewertungen
- 100RLCB03032 Valvula de CortadoDokument84 Seiten100RLCB03032 Valvula de CortadoOrlando MantillaNoch keine Bewertungen
- OIL & GAS Maintenance Guide - VALVEDokument24 SeitenOIL & GAS Maintenance Guide - VALVENouredine Looki100% (1)
- SP203 1 Version 7.1 January 2019Dokument38 SeitenSP203 1 Version 7.1 January 2019Marcio BritoNoch keine Bewertungen
- 01 Saip 04Dokument17 Seiten01 Saip 04munnaNoch keine Bewertungen
- TD06 0018 Rev.l-Valves For Aseptic Applications enDokument124 SeitenTD06 0018 Rev.l-Valves For Aseptic Applications enfilipeNoch keine Bewertungen
- Hose Info Manual - Low Res 2Dokument35 SeitenHose Info Manual - Low Res 2Mauricio LindermanNoch keine Bewertungen
- Paulk1994d ComparisonofISO9001andSoftwareCMMSEI 94 TR 12Dokument79 SeitenPaulk1994d ComparisonofISO9001andSoftwareCMMSEI 94 TR 12FernukoNoch keine Bewertungen
- VDA Robuster - en 2019 Product Manufacturing and Delivery Robust Production ProcessDokument16 SeitenVDA Robuster - en 2019 Product Manufacturing and Delivery Robust Production ProcesscdmingNoch keine Bewertungen
- Test Report No. 54S071437/4/LGJ: Dated 26 Mar 2007Dokument3 SeitenTest Report No. 54S071437/4/LGJ: Dated 26 Mar 2007mayurghule19Noch keine Bewertungen
- 4100F-QAS-151 (Supplier Quality Assurance Manual)Dokument35 Seiten4100F-QAS-151 (Supplier Quality Assurance Manual)Sanjay KumarNoch keine Bewertungen
- Crude Sampling Device IOM-053Dokument57 SeitenCrude Sampling Device IOM-053Stephen MalobaNoch keine Bewertungen
- IPC-1720A July2014Dokument51 SeitenIPC-1720A July2014RidwanNoch keine Bewertungen
- En Iso 3003Dokument11 SeitenEn Iso 3003vikas katiyarNoch keine Bewertungen
- QSM2Dokument1 SeiteQSM2Sundara Rajan RamakrishnanNoch keine Bewertungen
- Fume Hood Performance 2Dokument109 SeitenFume Hood Performance 231james100% (2)
- E207 - Burglar Alarm and Security InstallationDokument56 SeitenE207 - Burglar Alarm and Security InstallationĐặng Xuân ViệtNoch keine Bewertungen
- 43 02 Operation of Stabilty Chamber (I)Dokument17 Seiten43 02 Operation of Stabilty Chamber (I)systacare remediesNoch keine Bewertungen
- SOP PRODUCTION of Cosmetics According ToDokument12 SeitenSOP PRODUCTION of Cosmetics According Tosudar147750% (2)
- QAD Procedure - Inspection & Testing (Inprocess & Final Inspection)Dokument1 SeiteQAD Procedure - Inspection & Testing (Inprocess & Final Inspection)suman100% (2)
- JPNR - S02, 2023 - 226Dokument14 SeitenJPNR - S02, 2023 - 226Pang PangNoch keine Bewertungen
- Crude Sampling Device IOM-052Dokument51 SeitenCrude Sampling Device IOM-052Stephen MalobaNoch keine Bewertungen
- Production: Eco Beauty Wholesale & LabsDokument12 SeitenProduction: Eco Beauty Wholesale & LabsMj AndresNoch keine Bewertungen
- Instruction Manual FilterMaDF W3 (GB) - 178887Dokument42 SeitenInstruction Manual FilterMaDF W3 (GB) - 178887Hannoun PartsNoch keine Bewertungen
- Analyzer: User ManualDokument50 SeitenAnalyzer: User Manualyousra zeidanNoch keine Bewertungen
- Ultratech India LTD Technical Specification Revision: P0 Air Shower Page 1 of 6Dokument6 SeitenUltratech India LTD Technical Specification Revision: P0 Air Shower Page 1 of 6MUNINoch keine Bewertungen
- Quality Control PlanDokument4 SeitenQuality Control PlanMohamed AtefNoch keine Bewertungen
- Prosses Validation Protocol For Ivermectin InjectionDokument25 SeitenProsses Validation Protocol For Ivermectin Injectionمحمد عطاNoch keine Bewertungen
- Pi009-4 Aide-Memoire Inspection of Utilities-2021Dokument10 SeitenPi009-4 Aide-Memoire Inspection of Utilities-2021pipi302Noch keine Bewertungen
- FITP SampleDokument11 SeitenFITP Sample한성수Noch keine Bewertungen
- Alat Vitek 2Dokument16 SeitenAlat Vitek 2Ilma SyahrianNoch keine Bewertungen
- Procedural Standards: Fume Hood Performance TestingDokument66 SeitenProcedural Standards: Fume Hood Performance Testingviethuong96Noch keine Bewertungen
- Template For Performace Qualification Protocol - Pharmaceutical GuidanceDokument4 SeitenTemplate For Performace Qualification Protocol - Pharmaceutical GuidanceMIRZA AFAQ ALINoch keine Bewertungen
- DXC 700 Au User ManualDokument538 SeitenDXC 700 Au User ManualAnas Tj100% (1)
- LIAG-LÄUFER International AG: DocumentationDokument35 SeitenLIAG-LÄUFER International AG: DocumentationFrancisco OchoaNoch keine Bewertungen
- User Handbook-Test Panel - 1234Dokument36 SeitenUser Handbook-Test Panel - 1234Savinda JanszNoch keine Bewertungen
- Oil Skimmer Technical Submittal CZF - 028Dokument68 SeitenOil Skimmer Technical Submittal CZF - 028muhamedNoch keine Bewertungen
- Manual Bgi Pq200Dokument143 SeitenManual Bgi Pq200Carlos JuarezNoch keine Bewertungen
- Shutdown-Start-Up ProcedureDokument2 SeitenShutdown-Start-Up ProcedureQuality VenusNoch keine Bewertungen
- 09 - Indicating Relays First Out Visual Indicator BFD369 (October 2014)Dokument7 Seiten09 - Indicating Relays First Out Visual Indicator BFD369 (October 2014)Asad NadeemNoch keine Bewertungen
- AC Generic - Operation Manual G4567-90010Dokument166 SeitenAC Generic - Operation Manual G4567-90010MarsyaNoch keine Bewertungen
- Fundamental Law and Involute Curve: R / R Constant (Constant Speed Ratio)Dokument1 SeiteFundamental Law and Involute Curve: R / R Constant (Constant Speed Ratio)HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 11Dokument1 SeiteChapter 11 - Gear - 11HEMANTKHERANoch keine Bewertungen
- Type of GearDokument1 SeiteType of GearHEMANTKHERANoch keine Bewertungen
- Gear 2 PDFDokument1 SeiteGear 2 PDFHEMANTKHERANoch keine Bewertungen
- Nomenclature of Spur GearDokument1 SeiteNomenclature of Spur GearHEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 4Dokument1 SeiteChapter 11 - Gear - 4HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 5Dokument1 SeiteChapter 11 - Gear - 5HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 12Dokument1 SeiteChapter 11 - Gear - 12HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 10Dokument1 SeiteChapter 11 - Gear - 10HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 9Dokument1 SeiteChapter 11 - Gear - 9HEMANTKHERANoch keine Bewertungen
- WWP 40 HDokument13 SeitenWWP 40 HHEMANTKHERANoch keine Bewertungen
- Moktrans - SRC Helical Gearbox PDFDokument32 SeitenMoktrans - SRC Helical Gearbox PDFHEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 3Dokument1 SeiteChapter 11 - Gear - 3HEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 2Dokument1 SeiteChapter 11 - Gear - 2HEMANTKHERANoch keine Bewertungen
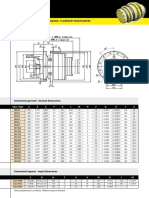
- Rotor Gear Box WPA WPS WPX WPO WPDA WPDSDokument20 SeitenRotor Gear Box WPA WPS WPX WPO WPDA WPDSHEMANTKHERA100% (1)
- Moktrans - SRC Helical Gearbox PDFDokument32 SeitenMoktrans - SRC Helical Gearbox PDFHEMANTKHERANoch keine Bewertungen
- Chapter 11 - Gear - 1Dokument1 SeiteChapter 11 - Gear - 1HEMANTKHERANoch keine Bewertungen
- SGN 160 PR: Diesel Genset ModelDokument4 SeitenSGN 160 PR: Diesel Genset ModelHEMANTKHERANoch keine Bewertungen
- RWDokument5 SeitenRWHEMANTKHERANoch keine Bewertungen
- 22 Lift and Escalator Motor SizingDokument22 Seiten22 Lift and Escalator Motor SizingHEMANTKHERA100% (2)
- Pulley July08 PDFDokument24 SeitenPulley July08 PDFHEMANTKHERANoch keine Bewertungen
- Speciality Performance Packings PDFDokument16 SeitenSpeciality Performance Packings PDFHEMANTKHERANoch keine Bewertungen
- Twin Screw ExtruderDokument33 SeitenTwin Screw ExtruderHEMANTKHERANoch keine Bewertungen
- Weber Impianti Estrusione TubiDokument12 SeitenWeber Impianti Estrusione TubiHEMANTKHERANoch keine Bewertungen
- Extruders For Sale PDFDokument10 SeitenExtruders For Sale PDFHEMANTKHERANoch keine Bewertungen
- The Historical Development of The Counter-Rotating Twin-Screw ExtruderDokument6 SeitenThe Historical Development of The Counter-Rotating Twin-Screw ExtruderHEMANTKHERANoch keine Bewertungen
- University of Groningen: Ganzeveld, KlaassienDokument19 SeitenUniversity of Groningen: Ganzeveld, KlaassienHEMANTKHERANoch keine Bewertungen
- Pipe Support Span CalculationDokument14 SeitenPipe Support Span Calculationrajeevfa100% (3)
- Notes On Peck&Coyle Practical CriticismDokument10 SeitenNotes On Peck&Coyle Practical CriticismLily DameNoch keine Bewertungen
- Air Quality Index Analysis & PredictionDokument34 SeitenAir Quality Index Analysis & PredictionGottumukkala Sravan KumarNoch keine Bewertungen
- F115a'12 Fl115a'12: (68VB) (68WB)Dokument96 SeitenF115a'12 Fl115a'12: (68VB) (68WB)AlexDiazNoch keine Bewertungen
- Forest Flower October 2018Dokument24 SeitenForest Flower October 2018RAGUNATH PNoch keine Bewertungen
- Water Treatment Lecture 4Dokument34 SeitenWater Treatment Lecture 4pramudita nadiahNoch keine Bewertungen
- TM TC For NanosatelliteDokument4 SeitenTM TC For NanosatelliteSreeja SujithNoch keine Bewertungen
- Feu Sharing Stress MNGTDokument58 SeitenFeu Sharing Stress MNGTsquidsexoNoch keine Bewertungen
- Aerody Design of BladeDokument90 SeitenAerody Design of BladeB Bala Venkata GaneshNoch keine Bewertungen
- NSO SPRDokument9 SeitenNSO SPRADITYA SINGHNoch keine Bewertungen
- 5-2 Sem2 Phys ExamDokument7 Seiten5-2 Sem2 Phys ExamNayLinNoch keine Bewertungen
- Manuel D'utilisation Maison AnglaisDokument17 SeitenManuel D'utilisation Maison AnglaisVanesssNoch keine Bewertungen
- Gummetal Zastosowania Kliniczne 0Dokument8 SeitenGummetal Zastosowania Kliniczne 0ΑΛΕΞΑΝΔΡΟΣ ΣΤΕΦΑΝΗΣNoch keine Bewertungen
- ABB Photovoltaic DisconnectorsDokument6 SeitenABB Photovoltaic DisconnectorsBog PenNoch keine Bewertungen
- hw10 PDFDokument10 Seitenhw10 PDFTahok24Noch keine Bewertungen
- Afm Udc A320-500Dokument600 SeitenAfm Udc A320-500melitiyaprorok100% (1)
- A Team - Group - ESG Handbook 2021 July 2021Dokument69 SeitenA Team - Group - ESG Handbook 2021 July 2021Prajwala JankarNoch keine Bewertungen
- Revision For The First 1 English 8Dokument6 SeitenRevision For The First 1 English 8hiidaxneee urrrmNoch keine Bewertungen
- TEF5-OFF Frontal Electronic TimerDokument4 SeitenTEF5-OFF Frontal Electronic TimerWhendi BmNoch keine Bewertungen
- Action Plan Gulayan Sa PaaralanDokument2 SeitenAction Plan Gulayan Sa PaaralanAntonio ArienzaNoch keine Bewertungen
- Shri Fa 4Dokument44 SeitenShri Fa 4Veena H NayakNoch keine Bewertungen
- 0 Act Sunum 2020 NewwDokument58 Seiten0 Act Sunum 2020 NewwPınar AdsızNoch keine Bewertungen
- Kim, KDM, Sim, SDM PDFDokument12 SeitenKim, KDM, Sim, SDM PDFKavan Gt12Noch keine Bewertungen
- Chapter Eight - Vapour Compression CycleDokument37 SeitenChapter Eight - Vapour Compression Cyclealhusseny100% (1)
- Norma ASTM C171Dokument2 SeitenNorma ASTM C171Jony Gutiérrez100% (1)
- A Bilateral Subdural Hematoma Case Report 2165 7548.1000112 PDFDokument2 SeitenA Bilateral Subdural Hematoma Case Report 2165 7548.1000112 PDFPutra GagahNoch keine Bewertungen
- Geo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsDokument5 SeitenGeo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsDevendrasinh PadhiyarNoch keine Bewertungen
- Mechanical Components SectionDokument428 SeitenMechanical Components Sectionxristo xristovNoch keine Bewertungen
- 2017 Induction Programme V1Dokument3 Seiten2017 Induction Programme V1AL SolmiranoNoch keine Bewertungen
- BF02692337 PDFDokument2 SeitenBF02692337 PDFHitesh LokeNoch keine Bewertungen