Das könnte Ihnen auch gefallen
- Cleaning ValidationDokument10 SeitenCleaning ValidationPharmacistNoch keine Bewertungen
- Cleanroom Technology: Fundamentals of Design, Testing and OperationVon EverandCleanroom Technology: Fundamentals of Design, Testing and OperationNoch keine Bewertungen
- The Qualification of Controlled Temperature ChambersDokument1 SeiteThe Qualification of Controlled Temperature ChambersNate Roman0% (1)
- Validation Master Plan A Complete Guide - 2020 EditionVon EverandValidation Master Plan A Complete Guide - 2020 EditionNoch keine Bewertungen
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersVon EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNoch keine Bewertungen
- ASQ On DIDokument70 SeitenASQ On DIRia DuttaNoch keine Bewertungen
- Good Weighing Practices in Pharmaceutical Industry: Presented By: Md. Tayfuzzaman Senior Executive, ARDDokument34 SeitenGood Weighing Practices in Pharmaceutical Industry: Presented By: Md. Tayfuzzaman Senior Executive, ARDMd Tayfuzzaman100% (2)
- Validation Protocol For Disinfectant Efficacy ValidationDokument12 SeitenValidation Protocol For Disinfectant Efficacy ValidationMubarak PatelNoch keine Bewertungen
- Sops IndexDokument3 SeitenSops IndexIbrahim IssaNoch keine Bewertungen
- VMP NihDokument163 SeitenVMP Nihjpmaurya77Noch keine Bewertungen
- Template For Process Validation Protocol - Pharmaceutical GuidanceDokument5 SeitenTemplate For Process Validation Protocol - Pharmaceutical GuidanceStephenNoch keine Bewertungen
- A Review On Cleaning Validation Sampling TechniquesDokument5 SeitenA Review On Cleaning Validation Sampling Techniquesedgar palominoNoch keine Bewertungen
- Validation of Sterilization: GMP and Qa Class: BDokument50 SeitenValidation of Sterilization: GMP and Qa Class: BHikmah Purnama AzaniNoch keine Bewertungen
- Cleaning Validation Problems - Global PerspectiveDokument66 SeitenCleaning Validation Problems - Global PerspectiveGaoussou TimitéNoch keine Bewertungen
- Basic Guide To Particle Counters and Particle CountigDokument60 SeitenBasic Guide To Particle Counters and Particle CountigJoel CunhaNoch keine Bewertungen
- Autoclave Validation PresentationDokument17 SeitenAutoclave Validation PresentationAnkur Bhatia100% (1)
- Environmental Monitoring Incubation Conditions - JustificationDokument4 SeitenEnvironmental Monitoring Incubation Conditions - Justificationveerreddy_157808Noch keine Bewertungen
- Aseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDokument55 SeitenAseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDoan Chi ThienNoch keine Bewertungen
- Data Integrity in The Pharmaceutical Industry: by Gary BirdDokument9 SeitenData Integrity in The Pharmaceutical Industry: by Gary Birdmona khNoch keine Bewertungen
- IPA Presentation, Nov 2017 - Lab OOS InvestigationDokument46 SeitenIPA Presentation, Nov 2017 - Lab OOS InvestigationAli GoutasNoch keine Bewertungen
- Autoclave (Steam Sterlizer) Validation - Pharmaceutical GuidelinesDokument3 SeitenAutoclave (Steam Sterlizer) Validation - Pharmaceutical GuidelinesASHOK KUMAR LENKANoch keine Bewertungen
- Cleaning Validation: Know - How of An Effective Cleaning ProgramDokument102 SeitenCleaning Validation: Know - How of An Effective Cleaning ProgramSaravanan RajagopalNoch keine Bewertungen
- SOP For Bubble Point TestDokument4 SeitenSOP For Bubble Point TestBejoy KarimNoch keine Bewertungen
- GMP Requirements For Annual Product ReviewsDokument8 SeitenGMP Requirements For Annual Product ReviewsGjorgji ZhezhovNoch keine Bewertungen
- Environmental MonitoringDokument19 SeitenEnvironmental MonitoringHaroon RahimNoch keine Bewertungen
- Media Fill FDA 483 Observations 3Dokument9 SeitenMedia Fill FDA 483 Observations 3vijayns_250355172Noch keine Bewertungen
- Fda-Process-Validation UpdateDokument5 SeitenFda-Process-Validation UpdateLeyvert De JesusNoch keine Bewertungen
- 3) Sop For Cleaning & Sanitation of Microbiolgy LaboratoryDokument4 Seiten3) Sop For Cleaning & Sanitation of Microbiolgy LaboratoryEnam HaqNoch keine Bewertungen
- MICRO 4 SOP For Microbial Monitoring in Drain Point of Pharmaceutical Manufacturing SitesDokument2 SeitenMICRO 4 SOP For Microbial Monitoring in Drain Point of Pharmaceutical Manufacturing SitesAjesh Tk100% (1)
- Guidance For Industry - ATP - PremisesDokument13 SeitenGuidance For Industry - ATP - PremisesFISHNoch keine Bewertungen
- Temperature Mapping and Monitoring - A SummaryDokument3 SeitenTemperature Mapping and Monitoring - A SummaryEduardNoch keine Bewertungen
- Manual 056 Environmental MonitoringDokument4 SeitenManual 056 Environmental MonitoringJapsja Ja100% (1)
- Env Monitoring Cleanrooms Final PDFDokument37 SeitenEnv Monitoring Cleanrooms Final PDFnsk79in@gmail.comNoch keine Bewertungen
- Media FillDokument13 SeitenMedia FillraghuNoch keine Bewertungen
- Vendor Qualification For Pharmaceutical ExcipientsDokument9 SeitenVendor Qualification For Pharmaceutical Excipientsshinta lestari100% (1)
- 1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsDokument29 Seiten1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsMauricio Dimaté CamargoNoch keine Bewertungen
- SOP Aseptic Filling PDFDokument6 SeitenSOP Aseptic Filling PDFSandraNoch keine Bewertungen
- SOP of SamplingDokument8 SeitenSOP of SamplingaKureishiNoch keine Bewertungen
- Sop For Good Documentation PracticesDokument2 SeitenSop For Good Documentation Practicesgreen solutionNoch keine Bewertungen
- Action Plan For Quality System Improvement - 06 - 12Dokument9 SeitenAction Plan For Quality System Improvement - 06 - 12Parveen KumarNoch keine Bewertungen
- Sterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao FinalDokument54 SeitenSterile Drug Insp CPGM 7356-002a - Ora - Lao-Nm 9-10-15 - Emc Lao Finaltito1628100% (1)
- ValidationDokument54 SeitenValidationShanePoole100% (1)
- Moist Heat Sterilization MythsDokument10 SeitenMoist Heat Sterilization MythsmmyNoch keine Bewertungen
- Risk Based Environmental Monitoring (Em) and em Data Management and TrendingDokument65 SeitenRisk Based Environmental Monitoring (Em) and em Data Management and TrendingIsabelle PlourdeNoch keine Bewertungen
- Microbiology Audit Guidance EbookDokument23 SeitenMicrobiology Audit Guidance EbookArmando Saldaña100% (1)
- Cleaning Validation (CV) Procedure and Protocol - Guideline SOPsDokument30 SeitenCleaning Validation (CV) Procedure and Protocol - Guideline SOPsDeepakNoch keine Bewertungen
- Basics of Cleaning & Cleaning ValidationDokument6 SeitenBasics of Cleaning & Cleaning Validationjhpjayant100% (1)
- Contamination Control in Pharmaceutical FaclityDokument3 SeitenContamination Control in Pharmaceutical FaclityAnkush PandeyNoch keine Bewertungen
- ECA Deviation Management CAPADokument4 SeitenECA Deviation Management CAPATaniparthy Madhusudhana ReddyNoch keine Bewertungen
- Growth Promotion TestDokument4 SeitenGrowth Promotion TestRavinder Mittal100% (1)
- 02 Defining Limits and Doing MACO Calculations by Pierre Devaux-1Dokument68 Seiten02 Defining Limits and Doing MACO Calculations by Pierre Devaux-1Apar Dholakia100% (1)
- WHOPIR May Baker Pre Audit2014Dokument24 SeitenWHOPIR May Baker Pre Audit2014TueNoch keine Bewertungen
- Dirty-Hold Time Effect On The CleaningDokument6 SeitenDirty-Hold Time Effect On The CleaningOmar FaruqNoch keine Bewertungen
- Procedure For Environmental Monitoring by Settle Plate MethodDokument2 SeitenProcedure For Environmental Monitoring by Settle Plate Methodejazmaqsood100% (1)
- Avoiding Errors With The Batch Release ProcessDokument11 SeitenAvoiding Errors With The Batch Release ProcessAnthony CollierNoch keine Bewertungen
- Sampling in Cleaning Validation in Pharmaceutical Industry - Pharmaceutical GuidelinesDokument2 SeitenSampling in Cleaning Validation in Pharmaceutical Industry - Pharmaceutical GuidelinesASHOK KUMAR LENKANoch keine Bewertungen
- Diffference Between Temperature Mapping Study and ValidationDokument20 SeitenDiffference Between Temperature Mapping Study and ValidationVacker Group UAE100% (1)
- Gamp CalibrationDokument4 SeitenGamp CalibrationMevada PanakajNoch keine Bewertungen
- Ceftrioxne Injection 250 DossiorDokument133 SeitenCeftrioxne Injection 250 DossiorMohammed Zubair100% (1)
- 282PDokument6 Seiten282PNarasimha ReddyNoch keine Bewertungen
- Supape 10VSCATR06-EDokument25 SeitenSupape 10VSCATR06-EmaggamNoch keine Bewertungen
- Copy of Compound Wall 239 Bay 156Dokument36 SeitenCopy of Compound Wall 239 Bay 156karthikeyan PNoch keine Bewertungen
- International Conference On Chemical Sciences (ICCS-2007) International Conference On Chemical Sciences (ICCS-2007)Dokument7 SeitenInternational Conference On Chemical Sciences (ICCS-2007) International Conference On Chemical Sciences (ICCS-2007)syaripatul haniNoch keine Bewertungen
- Design of Friction Slab On Cut Rock Wall - Rs 39A: Width of Foundation Width of Toe 0.00 MDokument7 SeitenDesign of Friction Slab On Cut Rock Wall - Rs 39A: Width of Foundation Width of Toe 0.00 MSravanthi MeharNoch keine Bewertungen
- Biological Method: Silver NanoparticlesDokument2 SeitenBiological Method: Silver NanoparticlesAfrah MNoch keine Bewertungen
- Astm C881Dokument13 SeitenAstm C881Jan LhesterNoch keine Bewertungen
- Plasma Arc Welding 19d41a0329Dokument36 SeitenPlasma Arc Welding 19d41a032920-119 KATRAVATH HARINoch keine Bewertungen
- Mercury PresentationDokument42 SeitenMercury Presentationpejal5284100% (5)
- Microsensors and MicroactuatorsDokument46 SeitenMicrosensors and MicroactuatorsShalan KosékarNoch keine Bewertungen
- Gen Chem 2nd MEDokument3 SeitenGen Chem 2nd MEJay Cariel GastonesNoch keine Bewertungen
- Use of Ruber in Automobile IndustryDokument3 SeitenUse of Ruber in Automobile Industryanon_22360568Noch keine Bewertungen
- 2015, Simple One-Pot Sonochemical Synthesis of CopperDokument9 Seiten2015, Simple One-Pot Sonochemical Synthesis of CopperZainab ejazNoch keine Bewertungen
- UG Project Report: Nano - Material Based BiosensorsDokument23 SeitenUG Project Report: Nano - Material Based BiosensorsAJay MahichNoch keine Bewertungen
- CRA InspectionDokument13 SeitenCRA InspectionMajeed RumaniNoch keine Bewertungen
- Effects of Moisture in Thermal InsulationDokument35 SeitenEffects of Moisture in Thermal InsulationSebastián Díaz ConstanzoNoch keine Bewertungen
- Astm C1446Dokument4 SeitenAstm C1446deivisbtsNoch keine Bewertungen
- ColloidsDokument55 SeitenColloidsMuhammad Faisal RasheedNoch keine Bewertungen
- Exercises in Thermodynamics and Soft MatterDokument1 SeiteExercises in Thermodynamics and Soft MattermzmohamedarifNoch keine Bewertungen
- Chemical Compatibility ChartDokument1 SeiteChemical Compatibility ChartVinit Kumar MishraNoch keine Bewertungen
- Floor FinishesDokument23 SeitenFloor FinishesHafizah Ezani100% (1)
- Start Repairing Laptop and Cell PhoneDokument23 SeitenStart Repairing Laptop and Cell PhoneAnonymous S6UCpG1ZuP100% (1)
- Water Pollution ControlDokument22 SeitenWater Pollution Controlksbbs100% (2)
- Mechanical Properties of NiTi and CuNiTi Shape-Memory Wires Used in Orthodontic Treatment. Part 1: Stress-Strain TestsDokument9 SeitenMechanical Properties of NiTi and CuNiTi Shape-Memory Wires Used in Orthodontic Treatment. Part 1: Stress-Strain TestsClaudiaNoch keine Bewertungen
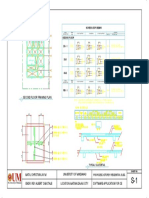
- Second Floor Framing Plan: Schedule of BeamsDokument1 SeiteSecond Floor Framing Plan: Schedule of BeamsChristian MataNoch keine Bewertungen
- Amount of Substance 1: © WWW - CHEMSHEETS.co - Uk 07-April-2020 Chemsheets AS 1244 1Dokument4 SeitenAmount of Substance 1: © WWW - CHEMSHEETS.co - Uk 07-April-2020 Chemsheets AS 1244 1Ahmad RazaNoch keine Bewertungen
- Plasticizers in Transdermal Delivery SystemsDokument24 SeitenPlasticizers in Transdermal Delivery SystemsCiontu ValentinNoch keine Bewertungen
- Characterization of Acetone-Solution Casting Film of PMMADokument3 SeitenCharacterization of Acetone-Solution Casting Film of PMMASyiera MujibNoch keine Bewertungen
- Air DryersDokument99 SeitenAir Dryersapi-384214360% (5)
- Material Safety Data Sheet of AzithromycinDokument6 SeitenMaterial Safety Data Sheet of Azithromycinopd pharmacyNoch keine Bewertungen