Das könnte Ihnen auch gefallen
- PB Uddeholm Arne EnglishDokument12 SeitenPB Uddeholm Arne EnglishffnNoch keine Bewertungen
- A2 Tool Steel: CompositionDokument1 SeiteA2 Tool Steel: CompositionSama Umate100% (1)
- Genome Annotation and ToolsDokument20 SeitenGenome Annotation and ToolsKumar KunalNoch keine Bewertungen
- Answers To The Review QuestionsDokument16 SeitenAnswers To The Review QuestionsMohamed AbdoNoch keine Bewertungen
- Cryogenic Techniques Help in Machining PDFDokument43 SeitenCryogenic Techniques Help in Machining PDFramakrishna09304Noch keine Bewertungen
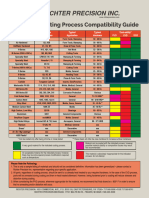
- Material Coating Process Compatibility Guide 2021Dokument2 SeitenMaterial Coating Process Compatibility Guide 2021max8086Noch keine Bewertungen
- Materials and Alloying Tooling MineDokument8 SeitenMaterials and Alloying Tooling MineMarium ArifNoch keine Bewertungen
- Cutting Tool MaterialsDokument58 SeitenCutting Tool MaterialsBikram Panthee100% (1)
- Manufacturing Technology MaterialDokument72 SeitenManufacturing Technology Materialabhishekray6370Noch keine Bewertungen
- 006cutting Tool ProjectDokument5 Seiten006cutting Tool Projectরিপন মন্ডলNoch keine Bewertungen
- Cartech Trimrite® Stainless: IdentificationDokument7 SeitenCartech Trimrite® Stainless: IdentificationYassinSalahNoch keine Bewertungen
- Advanced Tool MaterialsDokument8 SeitenAdvanced Tool MaterialsSry Putri AbdullahNoch keine Bewertungen
- Class27 Cutting Tool MaterialsDokument25 SeitenClass27 Cutting Tool MaterialsMohamed Farag MostafaNoch keine Bewertungen
- CERAMICSDokument27 SeitenCERAMICSErika RamosNoch keine Bewertungen
- Manufacturing Technology: Prepared By-Prakash Biswal, Dept. of Mechanical EnggDokument72 SeitenManufacturing Technology: Prepared By-Prakash Biswal, Dept. of Mechanical EnggRamya Ranjan senapatiNoch keine Bewertungen
- Tool Steels: Prepared byDokument35 SeitenTool Steels: Prepared byabdsu75Noch keine Bewertungen
- Cutting Tool MaterialsDokument44 SeitenCutting Tool MaterialsGokul AnugrahNoch keine Bewertungen
- 06022G Sample BuyNow PDFDokument9 Seiten06022G Sample BuyNow PDFnuman_mobinNoch keine Bewertungen
- Chapter 13 - Applications and Processing of CeramicsDokument26 SeitenChapter 13 - Applications and Processing of CeramicsAngelino PimentelNoch keine Bewertungen
- Metal CuttingDokument24 SeitenMetal CuttingFRANCIS THOMASNoch keine Bewertungen
- AISI 440 Martensit PDFDokument4 SeitenAISI 440 Martensit PDFJimmyVargasNoch keine Bewertungen
- Cutting Tool MaterialsDokument44 SeitenCutting Tool MaterialsProframanujamNoch keine Bewertungen
- AMP Unit 4 BDokument24 SeitenAMP Unit 4 BAjai BaskarNoch keine Bewertungen
- ME-III 3351903 Lab ManualDokument54 SeitenME-III 3351903 Lab ManualBgmi TacticianNoch keine Bewertungen
- Cutting Tool Materials: ChapterDokument34 SeitenCutting Tool Materials: ChapterMahmoud ElsamantyNoch keine Bewertungen
- Ceramic and GlassDokument27 SeitenCeramic and Glasskautsar muafaNoch keine Bewertungen
- Cartech 321 Stainless: IdentificationDokument4 SeitenCartech 321 Stainless: Identificationsaeedmahboob05Noch keine Bewertungen
- Plates PDFDokument10 SeitenPlates PDFkarthiksaadhanaNoch keine Bewertungen
- Crucible: Data SheetDokument2 SeitenCrucible: Data SheetLuis DiazNoch keine Bewertungen
- Tool Steels: Prepared byDokument35 SeitenTool Steels: Prepared bySWAPNIL NIGAMNoch keine Bewertungen
- LOTHERME Ready Reckoner PDFDokument40 SeitenLOTHERME Ready Reckoner PDFAmit DuttaNoch keine Bewertungen
- Cartech L-605 Alloy: IdentificationDokument5 SeitenCartech L-605 Alloy: IdentificationYoni BenshaharNoch keine Bewertungen
- 1.4057 Aisi 431 Data Sheet PDFDokument2 Seiten1.4057 Aisi 431 Data Sheet PDFGagat GongatNoch keine Bewertungen
- Tool Steel: AISI-SAE GradesDokument4 SeitenTool Steel: AISI-SAE GradesarienissaNoch keine Bewertungen
- ME II Lab Manual PDFDokument12 SeitenME II Lab Manual PDFAbhay TiwariNoch keine Bewertungen
- Tool SteelsDokument53 SeitenTool SteelsMuhamad KahfaNoch keine Bewertungen
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDokument19 SeitenClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNoch keine Bewertungen
- Technical Specifi Cations: SL-KZ-001 Rev. DDokument2 SeitenTechnical Specifi Cations: SL-KZ-001 Rev. DFernando SalamancaNoch keine Bewertungen
- Tool Materials PDFDokument34 SeitenTool Materials PDFAvadhoot RajurkarNoch keine Bewertungen
- Choke Valves005Dokument7 SeitenChoke Valves005Jorge EduardoNoch keine Bewertungen
- 20 Years of Production Experience, Customized Products, ISO9001 CertificationDokument2 Seiten20 Years of Production Experience, Customized Products, ISO9001 CertificationErikas AbepaNoch keine Bewertungen
- Somta Tools User Guide PDFDokument150 SeitenSomta Tools User Guide PDFAarón MarxellyNoch keine Bewertungen
- Alloy Steels: Dr. Indika de SilvaDokument25 SeitenAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNoch keine Bewertungen
- Heavy Plates CapabilitiesDokument26 SeitenHeavy Plates Capabilitieswindsurferke007Noch keine Bewertungen
- Select Arc Brochure On Ni Alloy Welding ProductsDokument6 SeitenSelect Arc Brochure On Ni Alloy Welding Productsharan2000Noch keine Bewertungen
- TDS Hardcarb 70 (#ET - EN - 20.1)Dokument2 SeitenTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNoch keine Bewertungen
- Manufacturing TechnologyDokument108 SeitenManufacturing TechnologyRajesh MishraNoch keine Bewertungen
- Activity 5 - Production, Properties and Applications of Ferrous and Non-Ferrous AlloysDokument6 SeitenActivity 5 - Production, Properties and Applications of Ferrous and Non-Ferrous AlloysJesús GuardadoNoch keine Bewertungen
- AMP MicroprojectDokument13 SeitenAMP Microprojectprasad patil33% (3)
- 113resuelto Procesamiento-Ceramicos ch13Dokument26 Seiten113resuelto Procesamiento-Ceramicos ch13Isac NumNoch keine Bewertungen
- Heat Treatment of SteelsDokument9 SeitenHeat Treatment of SteelsAnkit MauryaNoch keine Bewertungen
- 1.4542 - X5Crnicunb16-4 1.4548 - X5Crnicunb17-4-4 Alloy 17-4 PHDokument6 Seiten1.4542 - X5Crnicunb16-4 1.4548 - X5Crnicunb17-4-4 Alloy 17-4 PHSiva GanaNoch keine Bewertungen
- IIW1Dokument13 SeitenIIW1Ante CrnicaNoch keine Bewertungen
- Tool Steel SelectionDokument4 SeitenTool Steel SelectionX800XLNoch keine Bewertungen
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopVon EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsVon EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNoch keine Bewertungen
- The Silversmith's Handbook: Containing full instructions for the alloying and working of silverVon EverandThe Silversmith's Handbook: Containing full instructions for the alloying and working of silverNoch keine Bewertungen
- New Doc 2018-11-25 13.52.15Dokument16 SeitenNew Doc 2018-11-25 13.52.15rahul KumarNoch keine Bewertungen
- Layersofprotectionanalysis AkorigDokument17 SeitenLayersofprotectionanalysis Akorigrahul KumarNoch keine Bewertungen
- Infosys Placement Papers 3 2019Dokument10 SeitenInfosys Placement Papers 3 2019rahul KumarNoch keine Bewertungen
- Cam and FollowerDokument12 SeitenCam and Followerrahul KumarNoch keine Bewertungen
- Aptitude Notes @mohit ChoukseyDokument133 SeitenAptitude Notes @mohit Choukseyrahul Kumar100% (2)
- Dheeru CFDDokument30 SeitenDheeru CFDrahul KumarNoch keine Bewertungen
- BTechElectronicsandCommunicationEngineering CurriculumDokument7 SeitenBTechElectronicsandCommunicationEngineering CurriculumVignesh AiyerNoch keine Bewertungen
- Elementary Introduction To Stochastic Interest Rate ModelingDokument15 SeitenElementary Introduction To Stochastic Interest Rate ModelingIgor PavlovNoch keine Bewertungen
- How To Reset Hikvision Device Password Via Hik-Connect AppDokument18 SeitenHow To Reset Hikvision Device Password Via Hik-Connect AppJESSO GEORGENoch keine Bewertungen
- IIT AIEEE BITS Free Online Help and QuestionsDokument7 SeitenIIT AIEEE BITS Free Online Help and Questionsapi-3846151Noch keine Bewertungen
- HFDL Specification Item-1cDokument50 SeitenHFDL Specification Item-1cBert Holtappels100% (1)
- FT8 Hinson Tips For HF DXersDokument80 SeitenFT8 Hinson Tips For HF DXersIp CamNoch keine Bewertungen
- Service Manual: NX-1200DV, NX-1200D, NX-1200NV, NX-1200N, NX-1300DU, NX-1300D, NX-1300NU, NX-1300NDokument86 SeitenService Manual: NX-1200DV, NX-1200D, NX-1200NV, NX-1200N, NX-1300DU, NX-1300D, NX-1300NU, NX-1300NMarcelo LilloNoch keine Bewertungen
- Fourier SeriesDokument46 SeitenFourier Seriesपल मान्टिNoch keine Bewertungen
- 3D Design SyllabusDokument6 Seiten3D Design SyllabusIoana PetcuNoch keine Bewertungen
- Cat ElcDokument17 SeitenCat ElcJoel Cunha100% (1)
- Vibration - Drilling DynamicsDokument41 SeitenVibration - Drilling DynamicsKaleem Ullah100% (1)
- H61M HVSDokument55 SeitenH61M HVSXì DầuNoch keine Bewertungen
- Chem301 Lab3Dokument5 SeitenChem301 Lab3Gobe JamNoch keine Bewertungen
- Experiment - 4: Aim of The ExperimentDokument18 SeitenExperiment - 4: Aim of The ExperimentANISH KUMARNoch keine Bewertungen
- Department of Pre-University Education, Karnataka: PUC Examination Results - 2021Dokument1 SeiteDepartment of Pre-University Education, Karnataka: PUC Examination Results - 2021Sneha GowdaNoch keine Bewertungen
- Chapter 6 - SectioningDokument44 SeitenChapter 6 - SectioningShaktivell LetchumananNoch keine Bewertungen
- Granlund Software Help: RiuskaDokument14 SeitenGranlund Software Help: RiuskaObi-Wan KenobiNoch keine Bewertungen
- g-12 p-1 TestDokument5 Seiteng-12 p-1 TestDev SethiNoch keine Bewertungen
- TH E RE SP IRA TO RY SY ST EM: Learning ObjectivesDokument36 SeitenTH E RE SP IRA TO RY SY ST EM: Learning Objectivesmaria tafaNoch keine Bewertungen
- Kurose - Ross - Chapter - 6 - KC (18) - Attempt ReviewDokument20 SeitenKurose - Ross - Chapter - 6 - KC (18) - Attempt ReviewG JNoch keine Bewertungen
- Aldehydes Ketones and Carboxylic Acids YuvabrigadeDokument4 SeitenAldehydes Ketones and Carboxylic Acids YuvabrigadeRavishankar H SNoch keine Bewertungen
- ME415 CondensersDokument4 SeitenME415 Condensersagafina0Noch keine Bewertungen
- Principals of Vibration Analysis With Femap and NX Nastran From Normal Modes To PSD To Direct Transient AnalysisDokument43 SeitenPrincipals of Vibration Analysis With Femap and NX Nastran From Normal Modes To PSD To Direct Transient Analysisnitouch35640% (1)
- Advances in High-Performance CoolingDokument15 SeitenAdvances in High-Performance Coolingygrao100% (1)
- Sampling, Sampling Techniques and Sampling DistributionsDokument70 SeitenSampling, Sampling Techniques and Sampling Distributionssinte beyuNoch keine Bewertungen
- NSCP 2010 Seismic ProvisionsDokument67 SeitenNSCP 2010 Seismic ProvisionsJule LobresNoch keine Bewertungen
- Frugal Marketing Strategies ReportDokument23 SeitenFrugal Marketing Strategies ReportManuj DixitNoch keine Bewertungen
- Yuva Nikhil Reddy LonkaDokument9 SeitenYuva Nikhil Reddy LonkaankulNoch keine Bewertungen