Das könnte Ihnen auch gefallen
- Storage of Sulfuric AcidDokument2 SeitenStorage of Sulfuric AcidsgrsthNoch keine Bewertungen
- Safety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015Dokument6 SeitenSafety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015isosica100% (2)
- Exothermic Dilution of Sulfuric AcidDokument3 SeitenExothermic Dilution of Sulfuric AcidAlvaro Benatti100% (1)
- Sulphuric AcidDokument37 SeitenSulphuric AcidBaskaran SubramaniyanNoch keine Bewertungen
- Phosphoric Acid PlantDokument56 SeitenPhosphoric Acid PlantRohit PrakashNoch keine Bewertungen
- Sulfuric Acid MSDSDokument11 SeitenSulfuric Acid MSDSVahid SarfarazNoch keine Bewertungen
- Design of Concentrated Sulfuric Acid TankDokument12 SeitenDesign of Concentrated Sulfuric Acid TankAbdelrhman Uossef100% (1)
- Phosphoric Acid PlantDokument575 SeitenPhosphoric Acid Plantmr_ademola100% (2)
- Cost Estimation HNO3Dokument4 SeitenCost Estimation HNO3yogeshdama100% (1)
- Ammonia Storage Tank Group No 18Dokument17 SeitenAmmonia Storage Tank Group No 18Anonymous Xf4w0D2cNoch keine Bewertungen
- Ammonia Storage - Guidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) - BrochureDokument50 SeitenAmmonia Storage - Guidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) - BrochureGeorge Van BommelNoch keine Bewertungen
- Ammonia Storage TankDokument13 SeitenAmmonia Storage Tankjfejfe100% (2)
- Acid HandlingDokument8 SeitenAcid HandlingChem.Engg100% (2)
- Chloromethane Flix Plant Technical PDFDokument143 SeitenChloromethane Flix Plant Technical PDFjsaul100% (2)
- Sulfuric Acid Production PDFDokument66 SeitenSulfuric Acid Production PDFTrần Kiên100% (2)
- Low Level Flash Cooler System - PresentationDokument18 SeitenLow Level Flash Cooler System - PresentationpavijayaNoch keine Bewertungen
- Scrubber Design For Phosphoric Acid Production FacilityDokument57 SeitenScrubber Design For Phosphoric Acid Production FacilityAndres Rodriguez Herrera100% (2)
- Decommissioning Inspection and Repair of 5000 MT Ammonia Storage TankDokument17 SeitenDecommissioning Inspection and Repair of 5000 MT Ammonia Storage TankEleonora100% (1)
- BRINE REPORT Naeem PDFDokument24 SeitenBRINE REPORT Naeem PDFKaleem AhmedNoch keine Bewertungen
- Sulfuric Acid Storage Tank: Technological Institute of The PhilippinesDokument7 SeitenSulfuric Acid Storage Tank: Technological Institute of The Philippineshenriel tambio100% (1)
- Method Ststement For Sulphuric Acid PlantDokument9 SeitenMethod Ststement For Sulphuric Acid PlantMurali Muvvala100% (1)
- Floating Roof Seal Selection GuidelinesDokument3 SeitenFloating Roof Seal Selection GuidelinesRoshin99100% (2)
- CTS-TANK Gert Van MeijerenDokument38 SeitenCTS-TANK Gert Van MeijerenA87_navjNoch keine Bewertungen
- Sulfuric Acid SolutionsDokument20 SeitenSulfuric Acid SolutionsichrakNoch keine Bewertungen
- Sizing Tank Blanketing Regulators Using Latest API 2000 7th Edition GuidelinesDokument10 SeitenSizing Tank Blanketing Regulators Using Latest API 2000 7th Edition GuidelinesM Scott GreenNoch keine Bewertungen
- Sulfuric Acid Tank - APIDokument4 SeitenSulfuric Acid Tank - APISakthi VelNoch keine Bewertungen
- Sulphuric Acid Storage TankDokument143 SeitenSulphuric Acid Storage TankAngel Alvarez100% (6)
- Boiler Feed Water and Boiler Water - EWT Water TechnologyDokument2 SeitenBoiler Feed Water and Boiler Water - EWT Water TechnologyEdhi SutantoNoch keine Bewertungen
- Isomerization ProcessDokument35 SeitenIsomerization ProcessAsim Memon100% (1)
- Phosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidDokument136 SeitenPhosphoric Acid Manufacturing: Using Raw Materials and Salfuric AcidUtkarsh Patil83% (6)
- Sulphuric Acid PlantDokument24 SeitenSulphuric Acid PlantYalamati SatyanarayanaNoch keine Bewertungen
- Brine PlantDokument16 SeitenBrine PlantJerrySheikh100% (1)
- Ammonia StorageDokument11 SeitenAmmonia StorageCristina Ion100% (1)
- 4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1Dokument2 Seiten4 OTG Chemical Cleaning of Plate Heat Exchangers Rev1aliNoch keine Bewertungen
- Chemical Cleaning ProcedureDokument19 SeitenChemical Cleaning ProcedureMerifie RenegadoNoch keine Bewertungen
- What Is Pyrophoric Iron OxidationDokument9 SeitenWhat Is Pyrophoric Iron OxidationGhuna Uciha100% (1)
- MATERIAL SCIENCE - Material Selection For Storage TankDokument11 SeitenMATERIAL SCIENCE - Material Selection For Storage TankShu Jia TanNoch keine Bewertungen
- Chemical Cleaning - AWWADokument18 SeitenChemical Cleaning - AWWAMehmet Mb100% (1)
- Phosphoric Acid Flow Sheet of Dihydrate ProcessDokument3 SeitenPhosphoric Acid Flow Sheet of Dihydrate ProcessPrakash Mylar100% (1)
- Sulphuric Acid DataDokument19 SeitenSulphuric Acid Datamartinjw100% (1)
- G-6 Manufacture of Phosphoric Acid.Dokument86 SeitenG-6 Manufacture of Phosphoric Acid.Pawan SuvarnaNoch keine Bewertungen
- KCH Surface LiningDokument12 SeitenKCH Surface LiningicingrockNoch keine Bewertungen
- Plant Design of MIBKDokument59 SeitenPlant Design of MIBKRegina Cruz Rillera100% (3)
- Refrigerated Ammonia Storage Tanks For Chemical Processing PlantDokument24 SeitenRefrigerated Ammonia Storage Tanks For Chemical Processing Plantkresimir.mikoc9765100% (2)
- Convection Coils CleaningDokument5 SeitenConvection Coils CleaningFaizan AhmedNoch keine Bewertungen
- Hydrotreating FinalDokument24 SeitenHydrotreating FinalManuel Canelas67% (3)
- Small Chlorine Containers Construction and HandlingDokument40 SeitenSmall Chlorine Containers Construction and HandlingKimberly Conley100% (2)
- GFL ReportDokument43 SeitenGFL Reportmanoj singhNoch keine Bewertungen
- Refinery Process DescriptionDokument24 SeitenRefinery Process DescriptionjeyalaksNoch keine Bewertungen
- Catalyst Unloading-Loading ProjectDokument3 SeitenCatalyst Unloading-Loading ProjectIqbal Safirul BarqiNoch keine Bewertungen
- "Design and Fabrication of Agitated Thin Film Dryer": Bhushan M. Thengre, Sulas G. BorkarDokument11 Seiten"Design and Fabrication of Agitated Thin Film Dryer": Bhushan M. Thengre, Sulas G. BorkarshirinNoch keine Bewertungen
- Sodegaura-1992 Chemical Process SafetyDokument13 SeitenSodegaura-1992 Chemical Process SafetyMeet SaraiyaNoch keine Bewertungen
- Ethylene StorageDokument5 SeitenEthylene Storagedewiayunov100% (3)
- Ote Outotec Edmeston SX Sulphuric Acid Steel Eng WDokument2 SeitenOte Outotec Edmeston SX Sulphuric Acid Steel Eng WacckypenrynNoch keine Bewertungen
- Operation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryDokument10 SeitenOperation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryBoris GNoch keine Bewertungen
- Tank OperationDokument18 SeitenTank Operationmujeebtalib100% (1)
- Safety in Sulfuric Acid Storage Tanks - Chemical Engineering - 1Dokument2 SeitenSafety in Sulfuric Acid Storage Tanks - Chemical Engineering - 1Vahid Sarfaraz0% (1)
- Carefully To Carry: Sulphur CargoesDokument3 SeitenCarefully To Carry: Sulphur Cargoesdoan80100% (1)
- Spe 0413 0012 OgfDokument6 SeitenSpe 0413 0012 OgfZenga Harsya PrakarsaNoch keine Bewertungen
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldVon EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldBewertung: 3 von 5 Sternen3/5 (2)
- International General Certificate March 2017Dokument17 SeitenInternational General Certificate March 2017LAL SANKARNoch keine Bewertungen
- 1 Smoke Float Orange - Distress Signal 21 2 Hand Flare 81 3 Rocket Parachute 46Dokument3 Seiten1 Smoke Float Orange - Distress Signal 21 2 Hand Flare 81 3 Rocket Parachute 46LAL SANKARNoch keine Bewertungen
- Example Question Paper and Examiners' Feedback On Expected Answers (IA)Dokument13 SeitenExample Question Paper and Examiners' Feedback On Expected Answers (IA)LAL SANKARNoch keine Bewertungen
- InvoiceDokument1 SeiteInvoiceLAL SANKARNoch keine Bewertungen
- Nitrogen General IndustrialDokument4 SeitenNitrogen General IndustrialLAL SANKARNoch keine Bewertungen
- Scaffold Checklist 11-6-13 PVDokument1 SeiteScaffold Checklist 11-6-13 PVLAL SANKARNoch keine Bewertungen
- Technical Specification LPGDokument7 SeitenTechnical Specification LPGLAL SANKARNoch keine Bewertungen
- Construction Project ManagementDokument30 SeitenConstruction Project ManagementLAL SANKAR100% (1)
- Material Safety Data Sheets: Acetylene 8Dokument3 SeitenMaterial Safety Data Sheets: Acetylene 8LAL SANKARNoch keine Bewertungen
- Plumbing Glossary PDFDokument45 SeitenPlumbing Glossary PDFMaru PabloNoch keine Bewertungen
- Exercise 13: Conveyor Belt: 1: Problem DescriptionDokument10 SeitenExercise 13: Conveyor Belt: 1: Problem DescriptionyashveerluvNoch keine Bewertungen
- Micromotion - Net Oil ComputerDokument138 SeitenMicromotion - Net Oil ComputerNguyen Vi HungNoch keine Bewertungen
- Project WorkDokument41 SeitenProject WorkOlogunleko Seun damiNoch keine Bewertungen
- Helpful HintsDokument40 SeitenHelpful HintsIvan LizarazoNoch keine Bewertungen
- VW Turbine Bypass ValvesDokument12 SeitenVW Turbine Bypass ValvesWahyu TryNoch keine Bewertungen
- Plug Valve CatalogeDokument20 SeitenPlug Valve CatalogenguyenmainamNoch keine Bewertungen
- Hytorc Air MANUALDokument12 SeitenHytorc Air MANUALfleetservicevzla.avazquezNoch keine Bewertungen
- Automatically Balanced Combination Valves Ab-Qm: Data SheetDokument12 SeitenAutomatically Balanced Combination Valves Ab-Qm: Data SheetbatazivoNoch keine Bewertungen
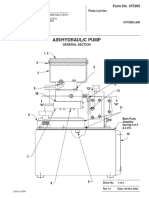
- Test Plan: Pump SpecificationDokument4 SeitenTest Plan: Pump SpecificationBaytolgaNoch keine Bewertungen
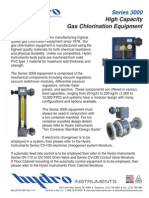
- Gas Chlorination Equipment Series 3000Dokument2 SeitenGas Chlorination Equipment Series 3000hfguavitaNoch keine Bewertungen
- MODEL NR3XL Pressure RegulatorDokument2 SeitenMODEL NR3XL Pressure Regulator63ragtopNoch keine Bewertungen
- Dcem2100 Ops Rev00 120313Dokument70 SeitenDcem2100 Ops Rev00 120313Rakesh Karan Singh75% (4)
- Pressure Relief Valve Engineering HandbookDokument93 SeitenPressure Relief Valve Engineering Handbookakrouti92% (12)
- 2021 Multi Split Catalogue Final MayDokument24 Seiten2021 Multi Split Catalogue Final MayMinh Phát Điều HoàNoch keine Bewertungen
- Endorsement by - JKR Standard Sanitary FittingsDokument9 SeitenEndorsement by - JKR Standard Sanitary FittingsYoke ShuNoch keine Bewertungen
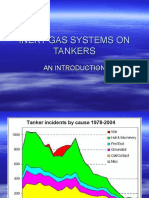
- IG SysDokument59 SeitenIG SysSergioi Indurain100% (1)
- D-155 D-179 D-206 D-239 D-246 D-268 D-310 D-358 DT-239 DT-358 DT-402 Engine Basic Engine Service ManualDokument108 SeitenD-155 D-179 D-206 D-239 D-246 D-268 D-310 D-358 DT-239 DT-358 DT-402 Engine Basic Engine Service ManualDragos hirnia100% (1)
- Gas Turbine Tutorials - Gas Turbine Fuel SystemDokument11 SeitenGas Turbine Tutorials - Gas Turbine Fuel SystemShahzad JamesNoch keine Bewertungen
- N5 Engineering Science QPDokument224 SeitenN5 Engineering Science QPHarryNoch keine Bewertungen
- Quenchmaster Class A Foam System PPT - 1Dokument14 SeitenQuenchmaster Class A Foam System PPT - 1Simon BertoliNoch keine Bewertungen
- European Catalog Direct Operated Solenoid Valves Series 126 Asco en 7029040Dokument6 SeitenEuropean Catalog Direct Operated Solenoid Valves Series 126 Asco en 7029040Yasser Al NasrNoch keine Bewertungen
- Braden Winch Pd15bDokument40 SeitenBraden Winch Pd15bPizarro Andres0% (1)
- Well Testing MilisDokument40 SeitenWell Testing Milisdrg100% (1)
- Dionex Autotrace 280 Spe Instrument Operator'S Manual: Document No. 065330 Revision 05 March 2020Dokument166 SeitenDionex Autotrace 280 Spe Instrument Operator'S Manual: Document No. 065330 Revision 05 March 2020Hendy Dwi WarmikoNoch keine Bewertungen
- Monarch Repair ManualDokument21 SeitenMonarch Repair ManualZeck0% (1)
- Actuator InformationDokument4 SeitenActuator InformationFajar DwikurniaNoch keine Bewertungen
- The Design and Development of A Very Large Mobile Crane: LeedsDokument10 SeitenThe Design and Development of A Very Large Mobile Crane: LeedsAnonymous PufNjgNoch keine Bewertungen
- HVAC BalancingDokument37 SeitenHVAC BalancingFsNoch keine Bewertungen
- Experiment No. 5: AIM: To Measure Fluid Flow by (A) ORIFICE METER and (B) V-NOTCHDokument5 SeitenExperiment No. 5: AIM: To Measure Fluid Flow by (A) ORIFICE METER and (B) V-NOTCHVipul SolankiNoch keine Bewertungen