Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Peter Blaser CPFD SoftwareDokument16 SeitenPeter Blaser CPFD SoftwarehoangpalestineNoch keine Bewertungen
- Peter Blaser CPFD SoftwareDokument16 SeitenPeter Blaser CPFD SoftwarehoangpalestineNoch keine Bewertungen
- Steam BoilerDokument7 SeitenSteam BoilerhoangpalestineNoch keine Bewertungen
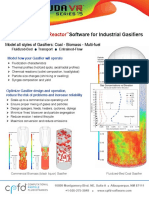
- Barracuda Virtual Reactor: Software For Industrial GasifiersDokument1 SeiteBarracuda Virtual Reactor: Software For Industrial GasifiershoangpalestineNoch keine Bewertungen
- Energy Efficiency and Renewable EnergyDokument41 SeitenEnergy Efficiency and Renewable EnergyhoangpalestineNoch keine Bewertungen
- Development of Cost Effective Oxy-Combustion Retrofitting For Coal-Fired Boilers PDFDokument279 SeitenDevelopment of Cost Effective Oxy-Combustion Retrofitting For Coal-Fired Boilers PDFhoangpalestineNoch keine Bewertungen
- TESSLibs17 General Descriptions PDFDokument79 SeitenTESSLibs17 General Descriptions PDFhoangpalestineNoch keine Bewertungen
- Radiance Tutorial 2Dokument13 SeitenRadiance Tutorial 2hoangpalestineNoch keine Bewertungen
- DIVA Day 2017 - Final ProgramDokument2 SeitenDIVA Day 2017 - Final ProgramhoangpalestineNoch keine Bewertungen
- The Life Cycle of An Openstudio Measure: Development, Testing, Distribution, and ApplicationDokument8 SeitenThe Life Cycle of An Openstudio Measure: Development, Testing, Distribution, and ApplicationhoangpalestineNoch keine Bewertungen
- Energy Modelling of A Building With Advanced Energy Systems Using TrnsysDokument1 SeiteEnergy Modelling of A Building With Advanced Energy Systems Using TrnsyshoangpalestineNoch keine Bewertungen
- Terziotti2012 PDFDokument4 SeitenTerziotti2012 PDFhoangpalestineNoch keine Bewertungen
- Fluidized Bed BoilersDokument100 SeitenFluidized Bed BoilershoangpalestineNoch keine Bewertungen
- DesignBuilder Simulation TrainingDokument170 SeitenDesignBuilder Simulation TraininghoangpalestineNoch keine Bewertungen
- Test Than CamDokument2 SeitenTest Than CamhoangpalestineNoch keine Bewertungen
- Integrating Capital Cost With Energy Efficiency Cost WorkDokument8 SeitenIntegrating Capital Cost With Energy Efficiency Cost WorkhoangpalestineNoch keine Bewertungen
- Howden Brochure PDFDokument14 SeitenHowden Brochure PDFhoangpalestineNoch keine Bewertungen
- Pack Calculation Pro PDFDokument90 SeitenPack Calculation Pro PDFhoangpalestineNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Sr20det Ecu SDokument2 SeitenSr20det Ecu SRickey L Page100% (1)
- COMBI - TROXIN DataDokument2 SeitenCOMBI - TROXIN DataGirish RajNoch keine Bewertungen
- Cilindri Advu Enus-FestoDokument67 SeitenCilindri Advu Enus-FestoAlin PetcuNoch keine Bewertungen
- Man MegiDokument66 SeitenMan Megihoodyz_r_usNoch keine Bewertungen
- Aakash Ic EngineDokument41 SeitenAakash Ic EngineAakash ManavNoch keine Bewertungen
- Fire - Fighting Training Manual-GtsDokument27 SeitenFire - Fighting Training Manual-GtsNoor Muddassir Khan75% (4)
- Nylund 2007-Field Experience With The Wartsila 50DF Dual-FuelDokument10 SeitenNylund 2007-Field Experience With The Wartsila 50DF Dual-FuelsestoubosNoch keine Bewertungen
- Cracking (Chemistry)Dokument6 SeitenCracking (Chemistry)bernsahcyril1Noch keine Bewertungen
- U48-4 U55-4 PDFDokument799 SeitenU48-4 U55-4 PDFDavid Solis100% (10)
- Injector Solenoid - Test: TroubleshootingDokument16 SeitenInjector Solenoid - Test: TroubleshootingMbahdiro KolenxNoch keine Bewertungen
- Herley Boats 340Dokument19 SeitenHerley Boats 340Paulo GomesNoch keine Bewertungen
- 3S-GE Wiring Diagram PDFDokument13 Seiten3S-GE Wiring Diagram PDFVu LeNoch keine Bewertungen
- 310 Parts GuideDokument85 Seiten310 Parts GuidefcfdbrianNoch keine Bewertungen
- Upgrades-Retrofits Oil Mist EliminatorsDokument3 SeitenUpgrades-Retrofits Oil Mist EliminatorsAnonymous PPIsqPQErNoch keine Bewertungen
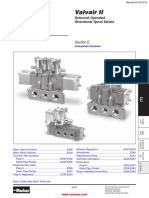
- Parker COMOSO 0600P E Complete 3-28-2013 Valvair II SeriesDokument40 SeitenParker COMOSO 0600P E Complete 3-28-2013 Valvair II SeriesmohammedNoch keine Bewertungen
- SpecSheetCFP11E F20Dokument2 SeitenSpecSheetCFP11E F20abdelrhmangbr86Noch keine Bewertungen
- Astm D2163-07Dokument11 SeitenAstm D2163-07vchavezh100% (4)
- Mercury Marine Owner ManualDokument145 SeitenMercury Marine Owner ManualParapendio Club MilazzoNoch keine Bewertungen
- Carbohydrates As Organic Raw MaterialsDokument33 SeitenCarbohydrates As Organic Raw MaterialsRakesh3005Noch keine Bewertungen
- Tank Cleaning Vacuum Residue AsphaltDokument2 SeitenTank Cleaning Vacuum Residue AsphaltSushilNoch keine Bewertungen
- Manual de Armado de Motor Volvo D6ADokument32 SeitenManual de Armado de Motor Volvo D6Amarcos astete100% (3)
- 2005 Dodge Ram 3500 Service ManualDokument4.679 Seiten2005 Dodge Ram 3500 Service Manualgmack industrialNoch keine Bewertungen
- Lab Report 4.Dokument7 SeitenLab Report 4.Usman Ali Usman AliNoch keine Bewertungen
- Touareg 2003-07 Engine RepairsDokument317 SeitenTouareg 2003-07 Engine RepairsZayd Majoka75% (4)
- Manual de Servicio 66DX35G1IDokument8 SeitenManual de Servicio 66DX35G1IcesarNoch keine Bewertungen
- Design, Safety and Operability Performances of 220 MWe, 540 MWe & 700 MWe PHWRs in IndiaDokument127 SeitenDesign, Safety and Operability Performances of 220 MWe, 540 MWe & 700 MWe PHWRs in IndiaLuptonga100% (2)
- " " Series Variable Displacement Piston PumpsDokument42 Seiten" " Series Variable Displacement Piston Pumpshai dangNoch keine Bewertungen
- 1426kW BG Specs - Avus Biogas PDFDokument12 Seiten1426kW BG Specs - Avus Biogas PDFnavas1972100% (2)
- Analysis Oil Hand Book For Motor PDFDokument106 SeitenAnalysis Oil Hand Book For Motor PDFDonald VasquezNoch keine Bewertungen
- Cat Diesel Generator Sets IndiaDokument1 SeiteCat Diesel Generator Sets IndiaBujjibabu KattaNoch keine Bewertungen