Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- At-Sealing Replacement (GB)Dokument4 SeitenAt-Sealing Replacement (GB)George LapusneanuNoch keine Bewertungen
- Mechatron Feed System, Mid Range - Coni-FlexDokument4 SeitenMechatron Feed System, Mid Range - Coni-FlexGeorge LapusneanuNoch keine Bewertungen
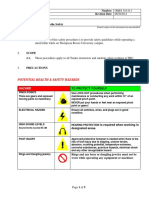
- Potential Health & Safety HazardsDokument5 SeitenPotential Health & Safety HazardsGeorge LapusneanuNoch keine Bewertungen
- Adapter Sleeves For Metric Shafts-H 3140 PDFDokument1 SeiteAdapter Sleeves For Metric Shafts-H 3140 PDFGeorge LapusneanuNoch keine Bewertungen
- Ръководство за прикачвачи и сигналистиDokument20 SeitenРъководство за прикачвачи и сигналистиZbut.EuNoch keine Bewertungen
- Safe Use of Metal Turning Lathes: Guidance NoteDokument8 SeitenSafe Use of Metal Turning Lathes: Guidance NoteFarhan RizviNoch keine Bewertungen
- Dezv Durabila NatiuniDokument5 SeitenDezv Durabila NatiuniGeorge LapusneanuNoch keine Bewertungen
- Adapter Sleeves For Metric Shafts-H 3140Dokument1 SeiteAdapter Sleeves For Metric Shafts-H 3140George LapusneanuNoch keine Bewertungen
- Adapter Sleeves For Metric Shafts-H 3140 PDFDokument1 SeiteAdapter Sleeves For Metric Shafts-H 3140 PDFGeorge LapusneanuNoch keine Bewertungen
- At-Sealing Replacement (GB)Dokument4 SeitenAt-Sealing Replacement (GB)George LapusneanuNoch keine Bewertungen
- x3881 Enus 3881 BcpintroguDokument17 Seitenx3881 Enus 3881 BcpintroguGeorge LapusneanuNoch keine Bewertungen
- The Wind TurbinesDokument25 SeitenThe Wind TurbinesGeorge LapusneanuNoch keine Bewertungen
- Hyaluronic-Acid PresentationDokument9 SeitenHyaluronic-Acid PresentationGeorge LapusneanuNoch keine Bewertungen
- E GCJun 2017 NsDokument70 SeitenE GCJun 2017 NsGeorge LapusneanuNoch keine Bewertungen
- E GCJun 2017 NsDokument70 SeitenE GCJun 2017 NsGeorge LapusneanuNoch keine Bewertungen
- CscdsxsxsacedsaDokument14 SeitenCscdsxsxsacedsaGeorge LapusneanuNoch keine Bewertungen
- Claudius Peters Pneumatic Conveying Brochure en PDFDokument16 SeitenClaudius Peters Pneumatic Conveying Brochure en PDFlhphong021191Noch keine Bewertungen
- DsadysakhdlkhsadytwaduksaDokument172 SeitenDsadysakhdlkhsadytwaduksaGeorge LapusneanuNoch keine Bewertungen
- BEUMER Apron Conveyors 01kjdecxsedDokument12 SeitenBEUMER Apron Conveyors 01kjdecxsedGeorge Lapusneanu100% (1)
- CscdsxsxsacedsaDokument14 SeitenCscdsxsxsacedsaGeorge LapusneanuNoch keine Bewertungen
- Fresh Cement Concrete BanfillDokument70 SeitenFresh Cement Concrete BanfillBatepola BacNoch keine Bewertungen
- 3M Fall Protection Regional Catalogue 2017 FULL en WEB4 19.04.17Dokument71 Seiten3M Fall Protection Regional Catalogue 2017 FULL en WEB4 19.04.17George Lapusneanu100% (1)
- HWE-un Exemplu Foarte BunDokument49 SeitenHWE-un Exemplu Foarte BunGeorge LapusneanuNoch keine Bewertungen
- Claudius Peters Pneumatic Conveying Brochure en PDFDokument16 SeitenClaudius Peters Pneumatic Conveying Brochure en PDFlhphong021191Noch keine Bewertungen
- Design & Stress Analysis of A Cylinder With Closed Ends Using AnsysDokument7 SeitenDesign & Stress Analysis of A Cylinder With Closed Ends Using AnsysGeorge LapusneanuNoch keine Bewertungen
- Cristia Arbo Lack - Urban Wind Turbines - Master Thesis - 250210Dokument128 SeitenCristia Arbo Lack - Urban Wind Turbines - Master Thesis - 250210George Lapusneanu100% (1)
- Pro Ue Ro enDokument16 SeitenPro Ue Ro enGeorge LapusneanuNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)