Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Greenhouse ManagementDokument49 SeitenGreenhouse ManagementAnouer Belkadi43% (14)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- GasturbinesDokument36 SeitenGasturbinesMogili AnjiNoch keine Bewertungen
- Masson's Trichrome ProtocolDokument4 SeitenMasson's Trichrome Protocolitaimo100% (2)
- Antiwashout Admixtures For Underwater ConcreteDokument2 SeitenAntiwashout Admixtures For Underwater Concretemanil_5Noch keine Bewertungen
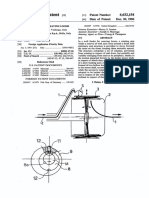
- US4312261 Apparatus For Weaving A Three-Dimensional Article PDFDokument10 SeitenUS4312261 Apparatus For Weaving A Three-Dimensional Article PDFParikshit PaulNoch keine Bewertungen
- US4632154 Weft Feeder For Weaving Looms PDFDokument6 SeitenUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulNoch keine Bewertungen
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFDokument18 SeitenUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulNoch keine Bewertungen
- US5857497 Woven Multilayer Papermaking Fabric Having Increased Stability and Permeability PDFDokument9 SeitenUS5857497 Woven Multilayer Papermaking Fabric Having Increased Stability and Permeability PDFParikshit PaulNoch keine Bewertungen
- US3446251 Triaxial Fabric PDFDokument12 SeitenUS3446251 Triaxial Fabric PDFParikshit PaulNoch keine Bewertungen
- US3799209 Machine For Forming Triaxial Fabrics PDFDokument10 SeitenUS3799209 Machine For Forming Triaxial Fabrics PDFParikshit PaulNoch keine Bewertungen
- US3884429 Warp Beam For Triaxial Weaving PDFDokument10 SeitenUS3884429 Warp Beam For Triaxial Weaving PDFParikshit PaulNoch keine Bewertungen
- US1423587 Yarn Retriever For Braiding or Similar Machines PDFDokument8 SeitenUS1423587 Yarn Retriever For Braiding or Similar Machines PDFParikshit Paul100% (1)
- CHE100 - Sample ExamDokument13 SeitenCHE100 - Sample Examshaduni deenaNoch keine Bewertungen
- Dermatitis Eksematosa - Dr. Kristo A. Nababan, Sp. KKDokument91 SeitenDermatitis Eksematosa - Dr. Kristo A. Nababan, Sp. KKJhost Clinton PurbaNoch keine Bewertungen
- Chaypy V NotchDokument5 SeitenChaypy V NotchGherNoch keine Bewertungen
- Form Two ChemistryDokument108 SeitenForm Two ChemistryLawrence NgariNoch keine Bewertungen
- Pectinex Ultra SP-L - Sds - GB - BghsDokument7 SeitenPectinex Ultra SP-L - Sds - GB - BghsAndrea OrtizNoch keine Bewertungen
- Chapter 1 Oil Seal IntroductionDokument6 SeitenChapter 1 Oil Seal IntroductionNCvetarskyNoch keine Bewertungen
- Elastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)Dokument28 SeitenElastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)https://sites.google.com/site/newstructure1 ; https://sites.google.com/site/ecrlc1 ; Non-commercial100% (5)
- EXERCISE-Atoms, Molecules and StoichiometryDokument4 SeitenEXERCISE-Atoms, Molecules and StoichiometryAri AdiantariNoch keine Bewertungen
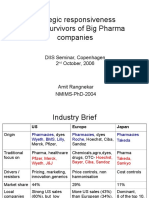
- Global Pharma StrategyDokument15 SeitenGlobal Pharma StrategyDr Amit RangnekarNoch keine Bewertungen
- Stainless Steels and Their PropertiesDokument45 SeitenStainless Steels and Their PropertiesSH1961Noch keine Bewertungen
- Gas Liquid Chromatography (GLC)Dokument10 SeitenGas Liquid Chromatography (GLC)Gopinathan MNoch keine Bewertungen
- PRJ ManuscriptDokument11 SeitenPRJ ManuscriptGebi TukuNoch keine Bewertungen
- Farmcares: Organic Pesticide IndustriesDokument12 SeitenFarmcares: Organic Pesticide IndustriesHrìthìk HàrryNoch keine Bewertungen
- Ansul Line ProportionersDokument4 SeitenAnsul Line ProportionerskambiadoNoch keine Bewertungen
- Queen Mary Help of Christians Educational Center: San Francisco Street, Barangay Calahan, Cardona, Rizal Tel. No. 2135075Dokument2 SeitenQueen Mary Help of Christians Educational Center: San Francisco Street, Barangay Calahan, Cardona, Rizal Tel. No. 2135075Phoebe MagosNoch keine Bewertungen
- FDA CajetinDokument5 SeitenFDA CajetinContempla designNoch keine Bewertungen
- Motoare LiniareDokument20 SeitenMotoare LiniarePeter SmithNoch keine Bewertungen
- A Very Sensitive Bioanalytical Method For The Estimation of Escitalopram in Rat Plasma Using Liquid Chromatography WithDokument10 SeitenA Very Sensitive Bioanalytical Method For The Estimation of Escitalopram in Rat Plasma Using Liquid Chromatography WithvinayNoch keine Bewertungen
- Crystallization and EvaporationDokument15 SeitenCrystallization and EvaporationYawn D Artist100% (1)
- Chemistry MCQ2Dokument28 SeitenChemistry MCQ2SABARI SRINIVAS ANoch keine Bewertungen
- Jason Urethane Power Transmission Belts PDFDokument13 SeitenJason Urethane Power Transmission Belts PDFKeviin CruzNoch keine Bewertungen
- Gas Turbine Report RotorDokument10 SeitenGas Turbine Report RotorThanapaet RittirutNoch keine Bewertungen
- Tarkett Collection For Professionals 2013 2 PartDokument57 SeitenTarkett Collection For Professionals 2013 2 PartDan George IIINoch keine Bewertungen
- Chemistry Past Paper Ch1.2Dokument18 SeitenChemistry Past Paper Ch1.2Raymond Chan0% (1)
- Opio Faith K 201301 PHD PDFDokument266 SeitenOpio Faith K 201301 PHD PDFMiguel FrezNoch keine Bewertungen
- IOG1 Element 2Dokument12 SeitenIOG1 Element 2kaveh100% (2)