Das könnte Ihnen auch gefallen
- Debashis WadadarDokument20 SeitenDebashis WadadarDebashis Wadadar100% (1)
- Fiber Reinforced Concrete Properties and PerformanceDokument50 SeitenFiber Reinforced Concrete Properties and PerformanceRaheelAfzaal100% (1)
- Fibre Reinforced ConcreteDokument40 SeitenFibre Reinforced ConcreteAll unpluggedNoch keine Bewertungen
- Special Concrete Types and UsesDokument10 SeitenSpecial Concrete Types and UsesSalehNoch keine Bewertungen
- FRC improves concrete propertiesDokument9 SeitenFRC improves concrete propertiesK.ANISH100% (1)
- Effect of Fibers in Concrete Composites: International Journal of Applied Engineering Research January 2015Dokument13 SeitenEffect of Fibers in Concrete Composites: International Journal of Applied Engineering Research January 2015Aika LorenNoch keine Bewertungen
- FIBRE REINFORCED CONCRETE STRENGTHDokument11 SeitenFIBRE REINFORCED CONCRETE STRENGTHsyedqumbar100% (1)
- Report FRCDokument20 SeitenReport FRCRahul MadanNoch keine Bewertungen
- Report Talk FYP ECS356Dokument10 SeitenReport Talk FYP ECS356WHfamilyNoch keine Bewertungen
- Fiber Reinforced ConcreteDokument14 SeitenFiber Reinforced ConcreteYogesh KotiyalNoch keine Bewertungen
- Analysis of RCC Structure Using Staad ProDokument28 SeitenAnalysis of RCC Structure Using Staad ProVaibhav VaishNoch keine Bewertungen
- Department of Civil Engineering M.Tech Seminar Report 2021Dokument22 SeitenDepartment of Civil Engineering M.Tech Seminar Report 2021Classic PrintersNoch keine Bewertungen
- Faculty of Engineering and Science MAEN 1000: Engineering Materials Lab Report Cover SheetDokument18 SeitenFaculty of Engineering and Science MAEN 1000: Engineering Materials Lab Report Cover SheetPanadol PanadolNoch keine Bewertungen
- Construction Practice 1 For TechnicianDokument24 SeitenConstruction Practice 1 For TechnicianMichael_Mensah_2238Noch keine Bewertungen
- Engineering Wood in Cold ClimatesDokument32 SeitenEngineering Wood in Cold ClimatesRishabh Parihar0% (1)
- Civil Fiber Reinforced Concrete ReportDokument12 SeitenCivil Fiber Reinforced Concrete ReportPANKAJ KUMAR BTechNoch keine Bewertungen
- Properties and Uses of Portland Slag CementDokument3 SeitenProperties and Uses of Portland Slag CementRussell Jhegs CuevasNoch keine Bewertungen
- Timber Properties and Uses in 37 CharactersDokument10 SeitenTimber Properties and Uses in 37 CharactersJane Carnisel PasionNoch keine Bewertungen
- Final ReportDokument68 SeitenFinal ReportBikash Chandra DasNoch keine Bewertungen
- Expt 4b.flexure TestDokument5 SeitenExpt 4b.flexure TestVishwasVerma100% (1)
- Construction Site Layout & SecurityDokument3 SeitenConstruction Site Layout & SecurityCHARLES MAINANoch keine Bewertungen
- Mechanical PropertiesDokument57 SeitenMechanical PropertiesElmedin Gluhic100% (1)
- Work ReportDokument6 SeitenWork ReportAmit Karmakar100% (1)
- Statics: Course Instructor: Course TA (Section-A) : Course TA (Section-B)Dokument23 SeitenStatics: Course Instructor: Course TA (Section-A) : Course TA (Section-B)Farjad ShahidNoch keine Bewertungen
- Visvesavaraya Technological University Jnanasangama, Belgavi-590018Dokument41 SeitenVisvesavaraya Technological University Jnanasangama, Belgavi-590018Hemalata HosamaniNoch keine Bewertungen
- Material ReportDokument20 SeitenMaterial Reportfirstman31100% (1)
- Experimental Mechanics Laboratory ManualDokument76 SeitenExperimental Mechanics Laboratory Manualprabhaakar100% (1)
- Safety Precautions For Dismantling/ Demolition of A BuildingDokument41 SeitenSafety Precautions For Dismantling/ Demolition of A Buildingrameez fatima100% (1)
- Project RepresentionDokument13 SeitenProject RepresentionDeema sultanNoch keine Bewertungen
- Site Planning Objectives and ElementsDokument18 SeitenSite Planning Objectives and ElementsShanaia BualNoch keine Bewertungen
- Final Project Report Phase 1Dokument42 SeitenFinal Project Report Phase 1gaurav salmutheNoch keine Bewertungen
- Rotational viscometer study of vinasse viscosity with temperature and agitationDokument8 SeitenRotational viscometer study of vinasse viscosity with temperature and agitationPatricia J ÁngelesNoch keine Bewertungen
- Exp 4result Discussion For FaDokument4 SeitenExp 4result Discussion For FanasuhaNoch keine Bewertungen
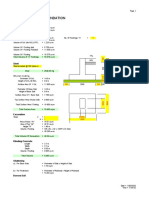
- BOQ-of FoundationDokument8 SeitenBOQ-of FoundationJohn Carlo AbalaNoch keine Bewertungen
- Lecture 2 - Equilibrium of Particles PDFDokument18 SeitenLecture 2 - Equilibrium of Particles PDFAyeeSerranoNoch keine Bewertungen
- Unit 3 - Construction Site Selection Criteria Assignment 08-05-20Dokument7 SeitenUnit 3 - Construction Site Selection Criteria Assignment 08-05-20Rob PageNoch keine Bewertungen
- Organic Soils: BY Roaa Monam FadhilDokument18 SeitenOrganic Soils: BY Roaa Monam FadhilroaaNoch keine Bewertungen
- Three-Point Flexural TestDokument3 SeitenThree-Point Flexural TestBassey Okon100% (1)
- Comparative Study of Plain and Fiber Reinforced ConcreteDokument12 SeitenComparative Study of Plain and Fiber Reinforced ConcreteAvishkar Jain100% (1)
- Final Report - 2008 - 10 - 27Dokument81 SeitenFinal Report - 2008 - 10 - 27jarrydNoch keine Bewertungen
- Factors Affecting Fluid ViscosityDokument12 SeitenFactors Affecting Fluid ViscosityBF3nobelNoch keine Bewertungen
- Viscosity Lee Eakin Gonzales PG 55Dokument140 SeitenViscosity Lee Eakin Gonzales PG 55Paul Renzo Miranda ZuritaNoch keine Bewertungen
- Just What Does A Quantity Surveyor Do?Dokument4 SeitenJust What Does A Quantity Surveyor Do?jihaadfadilNoch keine Bewertungen
- Demolition ReportDokument22 SeitenDemolition ReportAkash P LNoch keine Bewertungen
- Lecture 3 CEMENT TYPES - PDF'Dokument41 SeitenLecture 3 CEMENT TYPES - PDF'muhammad jehangirNoch keine Bewertungen
- Ubc 2017 November Moudgil Manu (Factibilidad Estructural)Dokument107 SeitenUbc 2017 November Moudgil Manu (Factibilidad Estructural)Sebastián BerwartNoch keine Bewertungen
- Introduction ArshadDokument20 SeitenIntroduction ArshadShahrukh ansariNoch keine Bewertungen
- 04-01 Water ResourcesDokument74 Seiten04-01 Water ResourcesAindrila Ganguly100% (1)
- Ambawrish Pati - Construction Site Planning - Management (Nov, 2018)Dokument6 SeitenAmbawrish Pati - Construction Site Planning - Management (Nov, 2018)Ambawrish PatiNoch keine Bewertungen
- Fibre Reinforced ConcreteDokument53 SeitenFibre Reinforced ConcreteAnsari AkbarNoch keine Bewertungen
- Study on concrete by partial replacement of cement with limestone powderDokument51 SeitenStudy on concrete by partial replacement of cement with limestone powdershivanand hippargaNoch keine Bewertungen
- DEMOLITION OF BUILDINGS GUIDEDokument21 SeitenDEMOLITION OF BUILDINGS GUIDEbhavaniNoch keine Bewertungen
- Water Resources GuideDokument32 SeitenWater Resources Guidevineet_knwr100% (1)
- Research Seminar Topics on Green ConcreteDokument12 SeitenResearch Seminar Topics on Green ConcreteSuraj Deb BarmaNoch keine Bewertungen
- Dharmandan TechnoProjects Pvt LtdDokument11 SeitenDharmandan TechnoProjects Pvt LtdgoyalneerajNoch keine Bewertungen
- A Survey of Solid Waste Management in Chennai (A Case Study of Around Koyambedu Market and Madhavaram Poultry Farms)Dokument4 SeitenA Survey of Solid Waste Management in Chennai (A Case Study of Around Koyambedu Market and Madhavaram Poultry Farms)Peertechz Publications Inc.100% (1)
- Chapter 1 - Quantity of WaterDokument13 SeitenChapter 1 - Quantity of WaterAzhar farooqueNoch keine Bewertungen
- What Is The Difference Between Slag and CementDokument2 SeitenWhat Is The Difference Between Slag and Cementfaw03Noch keine Bewertungen
- Seminar Report On Fiber Rainforced ConcreteDokument48 SeitenSeminar Report On Fiber Rainforced ConcreteAbd Al HAmid90% (10)
- FRC Seminar ReportDokument29 SeitenFRC Seminar ReportDurvank ShethNoch keine Bewertungen
- Area Calculation: Produced by An Autodesk Educational ProductDokument1 SeiteArea Calculation: Produced by An Autodesk Educational Productvishal sahaneNoch keine Bewertungen
- Area Calculation: Produced by An Autodesk Educational ProductDokument1 SeiteArea Calculation: Produced by An Autodesk Educational Productvishal sahaneNoch keine Bewertungen
- Samadhan Gaikwad &associates: Schedule of Staircase Tower Slab BeamDokument1 SeiteSamadhan Gaikwad &associates: Schedule of Staircase Tower Slab Beamvishal sahaneNoch keine Bewertungen
- $RO6P4BHDokument14 Seiten$RO6P4BHvishal sahaneNoch keine Bewertungen
- Residential floor plan layoutDokument1 SeiteResidential floor plan layoutvishal sahaneNoch keine Bewertungen
- $RV3 E54 KKCDokument10 Seiten$RV3 E54 KKCvishal sahaneNoch keine Bewertungen
- Calculating carpet areas and balconiesDokument1 SeiteCalculating carpet areas and balconiesvishal sahaneNoch keine Bewertungen
- $RZO5N8ODokument3 Seiten$RZO5N8Ovishal sahaneNoch keine Bewertungen
- $R9FPT64Dokument12 Seiten$R9FPT64vishal sahaneNoch keine Bewertungen
- SNPDokument1 SeiteSNPvishal sahaneNoch keine Bewertungen
- Area StatementDokument1 SeiteArea Statementvishal sahaneNoch keine Bewertungen
- Statement of Account: State Bank of IndiaDokument7 SeitenStatement of Account: State Bank of Indiavishal sahaneNoch keine Bewertungen
- Residential floor plan layoutDokument1 SeiteResidential floor plan layoutvishal sahaneNoch keine Bewertungen
- Revised alternative floor planDokument1 SeiteRevised alternative floor planvishal sahaneNoch keine Bewertungen
- Area StatementDokument1 SeiteArea Statementvishal sahaneNoch keine Bewertungen
- Geopolymer ConcreteDokument16 SeitenGeopolymer ConcreteNGUYENNoch keine Bewertungen
- Project On Carbon BankDokument20 SeitenProject On Carbon BankyusufNoch keine Bewertungen
- Seminar Report On Fiber Rainforced ConcreteDokument48 SeitenSeminar Report On Fiber Rainforced Concretevishal sahane100% (1)
- Project On Carbon BankDokument20 SeitenProject On Carbon BankyusufNoch keine Bewertungen
- Steel Structure Analysis Seminar ProjectDokument16 SeitenSteel Structure Analysis Seminar ProjectDnyaneshwar GawaiNoch keine Bewertungen
- Behaviour of Plate Anchorage in Plate-Reinforced Composite Coupling BeamsDokument13 SeitenBehaviour of Plate Anchorage in Plate-Reinforced Composite Coupling BeamsTamir EnkhNoch keine Bewertungen
- Soil Dynamics and Earthquake Engineering: SciencedirectDokument12 SeitenSoil Dynamics and Earthquake Engineering: SciencedirectJhon Smit Gonzales UscataNoch keine Bewertungen
- Name of work:-LSD Design For Doubly Reinforced Simply Supported BeamDokument13 SeitenName of work:-LSD Design For Doubly Reinforced Simply Supported BeamEngr SwapanNoch keine Bewertungen
- Seismic Design of Reinforced Concrete StructuresDokument44 SeitenSeismic Design of Reinforced Concrete Structuresruspra100% (1)
- Design of BridgesDokument2 SeitenDesign of BridgesashokNoch keine Bewertungen
- Types of Stress On ShipsDokument4 SeitenTypes of Stress On Shipssumedhb21Noch keine Bewertungen
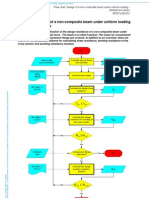
- EC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed ProcedureDokument5 SeitenEC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed Procedurejskolmen100% (1)
- POS CAL TP No10 Vb2 C200x80x7 - 5 CVR Bolt R0 20180731Dokument26 SeitenPOS CAL TP No10 Vb2 C200x80x7 - 5 CVR Bolt R0 20180731Nguyễn Duy QuangNoch keine Bewertungen
- 3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamDokument146 Seiten3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamJm CampitanNoch keine Bewertungen
- Overview: Steel - Concrete Composite Structures (SCCS) : SyllabusDokument4 SeitenOverview: Steel - Concrete Composite Structures (SCCS) : SyllabusAlina OpreanNoch keine Bewertungen
- Assignment 2 ECS428Dokument17 SeitenAssignment 2 ECS428Ainur NasuhaNoch keine Bewertungen
- Final Year Civil Question Paper 2017Dokument34 SeitenFinal Year Civil Question Paper 2017Prashant MoreNoch keine Bewertungen
- Design of Oneway SlabsDokument5 SeitenDesign of Oneway SlabsOsama TamariNoch keine Bewertungen
- Slope Deflection - Chu Kia WangDokument13 SeitenSlope Deflection - Chu Kia WangJairo GaitánNoch keine Bewertungen
- Paper WCTE HAMM Floor Vibrations New ResultsDokument10 SeitenPaper WCTE HAMM Floor Vibrations New ResultsDuta LiviuNoch keine Bewertungen
- Creep & shrinkage analysis of a beamDokument4 SeitenCreep & shrinkage analysis of a beamNilay GandhiNoch keine Bewertungen
- 2018 Dec. CE301-C - Ktu QbankDokument2 Seiten2018 Dec. CE301-C - Ktu QbankAa AaNoch keine Bewertungen
- Hearn EJ Mechanics of MaterialsDokument1.038 SeitenHearn EJ Mechanics of MaterialsIsmail Bello100% (4)
- Sensitivity of Dynamic Methods For Damage Detection in Structural Concrete BridgesDokument13 SeitenSensitivity of Dynamic Methods For Damage Detection in Structural Concrete BridgesWan Fikri DarmawanNoch keine Bewertungen
- Design of Steel Structures: Beams (Universal Beam)Dokument9 SeitenDesign of Steel Structures: Beams (Universal Beam)مختار ابراهيمNoch keine Bewertungen
- Cracking of Concrete: AC1 and CEB Approaches ReviewDokument40 SeitenCracking of Concrete: AC1 and CEB Approaches ReviewisenefretNoch keine Bewertungen
- ABS MODU Part3-Hull Const & EquipDokument64 SeitenABS MODU Part3-Hull Const & EquipGoodD11Noch keine Bewertungen
- Design Summary: Height of Compound Wall 2.4mDokument10 SeitenDesign Summary: Height of Compound Wall 2.4mMa SrinuNoch keine Bewertungen
- Reinforced Concrete Bridges: 9.2 Materials 9.3 Bridge Types 9.4 Design ConsiderationsDokument18 SeitenReinforced Concrete Bridges: 9.2 Materials 9.3 Bridge Types 9.4 Design ConsiderationsalexNoch keine Bewertungen
- Bison Beam Block BrochureDokument7 SeitenBison Beam Block BrochureBelgaumina NivasiNoch keine Bewertungen
- Dss - Lesson PlanDokument3 SeitenDss - Lesson Planapi-306484475Noch keine Bewertungen
- Sni 03-2847-2013 - Structural WallsDokument58 SeitenSni 03-2847-2013 - Structural WallsDeyla SoegionoNoch keine Bewertungen
- Ansys TaskDokument62 SeitenAnsys TaskIT'S SIMPLENoch keine Bewertungen
- CER133.1 - Modulus of Rupture Concepts (Manuscript) - Jimenez&OrdejanDokument8 SeitenCER133.1 - Modulus of Rupture Concepts (Manuscript) - Jimenez&OrdejanShara Rose OrdejanNoch keine Bewertungen