Das könnte Ihnen auch gefallen
- Scientific American Supplement, No. 633, February 18, 1888Von EverandScientific American Supplement, No. 633, February 18, 1888Noch keine Bewertungen
- A C F G: Allied Environmental Technologies, IncDokument21 SeitenA C F G: Allied Environmental Technologies, Inchwang2Noch keine Bewertungen
- Electrical Resistivity of Fly AshDokument10 SeitenElectrical Resistivity of Fly AshprashanthNoch keine Bewertungen
- NOx Formation and CO Burnout in Water Injected Premixed Nat Gas FlamesDokument9 SeitenNOx Formation and CO Burnout in Water Injected Premixed Nat Gas Flamesvincent.moyNoch keine Bewertungen
- The Effective Collection of Fly Ash at Pulverized Coal-Fired PlantsDokument4 SeitenThe Effective Collection of Fly Ash at Pulverized Coal-Fired PlantsjonnelNoch keine Bewertungen
- Recent Dual FGCDokument10 SeitenRecent Dual FGCsakalidhasavasanNoch keine Bewertungen
- E3sconf Icaeer18 03056Dokument7 SeitenE3sconf Icaeer18 03056Argenes SaragihNoch keine Bewertungen
- Gas TurbineDokument7 SeitenGas TurbineBadadmasi MaiwdaNoch keine Bewertungen
- New Developments in Gas Cooling: TTTTTDokument4 SeitenNew Developments in Gas Cooling: TTTTTlcsmesquitaNoch keine Bewertungen
- New Type Gas Cleaning Plant at Blast Furnace / Dry Type Multi Vessel Electrostatic Precipitator SystemDokument4 SeitenNew Type Gas Cleaning Plant at Blast Furnace / Dry Type Multi Vessel Electrostatic Precipitator Systemsmelt_928471401Noch keine Bewertungen
- Permohonan Pengenalan Produk Coromax FLSmidth PDFDokument11 SeitenPermohonan Pengenalan Produk Coromax FLSmidth PDFEko PrasetyoNoch keine Bewertungen
- J Energy 2009 07 004Dokument7 SeitenJ Energy 2009 07 004jayaomprakash mNoch keine Bewertungen
- Wind Energy - 2009 - Jim Nez - Application of A LES Technique To Characterize The Wake Deflection of A Wind Turbine in Yaw-1Dokument14 SeitenWind Energy - 2009 - Jim Nez - Application of A LES Technique To Characterize The Wake Deflection of A Wind Turbine in Yaw-1qrsafasfsaNoch keine Bewertungen
- 1 PowerStationsDokument8 Seiten1 PowerStationsMadhubalan AlagarNoch keine Bewertungen
- 1 s2.0 S001021802100328X MainDokument11 Seiten1 s2.0 S001021802100328X Mainraphael.lomonacoNoch keine Bewertungen
- TJ0621 405-412sretenovicDokument8 SeitenTJ0621 405-412sretenovicIvanNoch keine Bewertungen
- Kaline SolarDokument16 SeitenKaline SolarTyler JonesNoch keine Bewertungen
- Using Machine Learning Tools To Predict Compressor Stall: Samuel M. HippleDokument9 SeitenUsing Machine Learning Tools To Predict Compressor Stall: Samuel M. HipplenguyenNoch keine Bewertungen
- Fa Burner Settings Cs GBDokument4 SeitenFa Burner Settings Cs GBgharibi.ali98486Noch keine Bewertungen
- Report of A Seminar Held at The Ashrae Annual Meeting 1979Dokument4 SeitenReport of A Seminar Held at The Ashrae Annual Meeting 1979Gavriel CarvalhoNoch keine Bewertungen
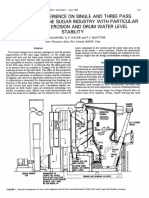
- Operating Experience On Single and Three Pass BoilersDokument7 SeitenOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNoch keine Bewertungen
- Precipitador Electrostático ADokument6 SeitenPrecipitador Electrostático AFrancy Kasandra Mamani LlaiqueNoch keine Bewertungen
- Energy: Dae Hyeok Kim, Jae Won Lee, Yong Tae KangDokument14 SeitenEnergy: Dae Hyeok Kim, Jae Won Lee, Yong Tae KangLeo Le GrisNoch keine Bewertungen
- 10 1002@ghg 1663Dokument12 Seiten10 1002@ghg 1663GCH2SOLNoch keine Bewertungen
- Improving Steam Power Plant Efficiency Through Exergy Analysis: Ambient TemperatureDokument4 SeitenImproving Steam Power Plant Efficiency Through Exergy Analysis: Ambient TemperatureRizki KumbangNoch keine Bewertungen
- He 2016Dokument8 SeitenHe 2016Gian Fahmi PangestuNoch keine Bewertungen
- Impact of Inlet Air Cooling On Gas Turbine PerformanceDokument9 SeitenImpact of Inlet Air Cooling On Gas Turbine PerformancekrazylionNoch keine Bewertungen
- Watertreatmentproceeding SMALLSIZE PDFDokument565 SeitenWatertreatmentproceeding SMALLSIZE PDFmarc ugoyNoch keine Bewertungen
- Renewable EnergyDokument12 SeitenRenewable EnergyHaydar EzzedineNoch keine Bewertungen
- WESP - Wet Electrostatic Precipitator®: Engineered To Protect Our EnvironmentDokument3 SeitenWESP - Wet Electrostatic Precipitator®: Engineered To Protect Our Environmentnurul ismiNoch keine Bewertungen
- HighPurity H2 PDFDokument5 SeitenHighPurity H2 PDFpearlcityrjtNoch keine Bewertungen
- 1 s2.0 S0306261914000257 MainDokument7 Seiten1 s2.0 S0306261914000257 MainAndres RuizNoch keine Bewertungen
- Auto Blowdown ControlDokument2 SeitenAuto Blowdown ControlIan B. YtomNoch keine Bewertungen
- 1 s2.0 S1876610209001076 MainDokument8 Seiten1 s2.0 S1876610209001076 MainMuhammad IslamNoch keine Bewertungen
- Fuel and Energy Abstracts Volume 38 Issue 5 1997 Utilization of Coal-Water Fuels in Fire-Tube BoilersDokument1 SeiteFuel and Energy Abstracts Volume 38 Issue 5 1997 Utilization of Coal-Water Fuels in Fire-Tube BoilerssergioteroNoch keine Bewertungen
- AircooledsteamcondenserDokument7 SeitenAircooledsteamcondenserNOrma690Noch keine Bewertungen
- Optimal Shape of Thick Blades For A Hydraulic Savonius TurbineDokument10 SeitenOptimal Shape of Thick Blades For A Hydraulic Savonius Turbinekarl liNoch keine Bewertungen
- Panchal 1993Dokument17 SeitenPanchal 1993Sa JgNoch keine Bewertungen
- JV - A Thermodynamic Analysis of The Kalina CyclesDokument8 SeitenJV - A Thermodynamic Analysis of The Kalina CyclesCaio BarraNoch keine Bewertungen
- Condensate Recovery in Industrial Steam SystemsDokument20 SeitenCondensate Recovery in Industrial Steam Systemsammar fahmiNoch keine Bewertungen
- Chap 20 PDFDokument18 SeitenChap 20 PDFnelson escuderoNoch keine Bewertungen
- 3 SmithDokument6 Seiten3 SmithGee PatterhouseNoch keine Bewertungen
- DraughtDokument30 SeitenDraughtHarshit BhavsarNoch keine Bewertungen
- Thermal Modeling of A Concentrator Pipe Composed With Direct Steam GenerationDokument6 SeitenThermal Modeling of A Concentrator Pipe Composed With Direct Steam GenerationHelen Denise Lugo MeNoch keine Bewertungen
- ENMC16Dokument1 SeiteENMC16عبدو البحارNoch keine Bewertungen
- 2012 A19 PDFDokument6 Seiten2012 A19 PDFHelen Denise Lugo MeNoch keine Bewertungen
- 10 26701-Ems 644733-1070465Dokument6 Seiten10 26701-Ems 644733-1070465Boubacar FofanaNoch keine Bewertungen
- Fall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersDokument8 SeitenFall 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersOutside the Loop Newsletter - GEO-HEAT CENTERNoch keine Bewertungen
- Enhancement of ESP PerformanceDokument10 SeitenEnhancement of ESP Performancemag_ktps20021520Noch keine Bewertungen
- Hidrogen DBD Glass Pellets Reactor 1-2.0-S0016236122026643-MainDokument9 SeitenHidrogen DBD Glass Pellets Reactor 1-2.0-S0016236122026643-MainsolutronicNoch keine Bewertungen
- 2023 Paper 1CDokument5 Seiten2023 Paper 1CabubakarNoch keine Bewertungen
- S6 2-MastropietroDokument5 SeitenS6 2-MastropietroRuben CraneNoch keine Bewertungen
- Section 4 Principle of ESPDokument8 SeitenSection 4 Principle of ESPkvsagarNoch keine Bewertungen
- Eficiencia en CalderasDokument3 SeitenEficiencia en CalderasMarceloNoch keine Bewertungen
- Sdarticle 1Dokument8 SeitenSdarticle 1Ravikiran TatavarthyNoch keine Bewertungen
- Waste HeatDokument10 SeitenWaste HeatRizwanKhanNoch keine Bewertungen
- Performance Increase of Steam Turbine Condensers by CFD AnalysisDokument10 SeitenPerformance Increase of Steam Turbine Condensers by CFD AnalysisAbdullah RobbaniNoch keine Bewertungen
- Wet Vs Dry Gas Cleaning in The Steel IndustryDokument6 SeitenWet Vs Dry Gas Cleaning in The Steel IndustryDinesh KumarNoch keine Bewertungen
- Beerer 2008Dokument8 SeitenBeerer 2008Ally EnemmyNoch keine Bewertungen
- Ammonia-Water Based Thermal Conversion Technology, Applications in WHR For The Cement IndustryDokument8 SeitenAmmonia-Water Based Thermal Conversion Technology, Applications in WHR For The Cement IndustrybehnamNoch keine Bewertungen
- Hyundai Wearable Robotics For Walking Assistance Offer A Full Spectrum of MobilityDokument11 SeitenHyundai Wearable Robotics For Walking Assistance Offer A Full Spectrum of MobilityNelson TacyNoch keine Bewertungen
- Design Standards PDFDokument519 SeitenDesign Standards PDFNelson TacyNoch keine Bewertungen
- Use A Heated Diode As A Flow SensorDokument3 SeitenUse A Heated Diode As A Flow SensorNelson TacyNoch keine Bewertungen
- Ni Hms 393132Dokument43 SeitenNi Hms 393132Nelson TacyNoch keine Bewertungen
- Helical Coil Heat ExchangerDokument32 SeitenHelical Coil Heat ExchangerNelson TacyNoch keine Bewertungen
- Thhermal EnergyDokument7 SeitenThhermal EnergyNelson TacyNoch keine Bewertungen
- Surface PhenominaDokument98 SeitenSurface PhenominaNelson TacyNoch keine Bewertungen
- INDEX - Return Value W LoctnDokument3 SeitenINDEX - Return Value W LoctnNelson TacyNoch keine Bewertungen
- MATCH - Return Rel Positn of SpecifDokument2 SeitenMATCH - Return Rel Positn of SpecifNelson TacyNoch keine Bewertungen
- INDEX - Return Value W LoctnDokument3 SeitenINDEX - Return Value W LoctnNelson TacyNoch keine Bewertungen
- Derate Factors PDFDokument1 SeiteDerate Factors PDFNelson TacyNoch keine Bewertungen
- Transient Effect of Soil Thermal Diffusivity On Performance of EATHE SystemDokument5 SeitenTransient Effect of Soil Thermal Diffusivity On Performance of EATHE SystemNelson TacyNoch keine Bewertungen
- Andover Standard Bandpass FiltersDokument15 SeitenAndover Standard Bandpass FiltersAshish ChaturvediNoch keine Bewertungen
- Fabrication Layout Design Rules 2005Dokument28 SeitenFabrication Layout Design Rules 2005lai_infoNoch keine Bewertungen
- Mechanics of Solids Lab ManualDokument47 SeitenMechanics of Solids Lab Manualravi03319100% (1)
- General Principles of Measurement SystemsDokument21 SeitenGeneral Principles of Measurement SystemsChelseaNoch keine Bewertungen
- 3400 Ig2 p10 10aDokument2 Seiten3400 Ig2 p10 10adwsantiagoNoch keine Bewertungen
- Mathematics - Ijmcar - An Approach For Continuous Method For The GeneralDokument12 SeitenMathematics - Ijmcar - An Approach For Continuous Method For The GeneralTJPRC PublicationsNoch keine Bewertungen
- Revista Domus 771Dokument10 SeitenRevista Domus 771Claudia TecuceanuNoch keine Bewertungen
- Experimental and Theoretical Study of Pool BoilingDokument11 SeitenExperimental and Theoretical Study of Pool Boilingvaibhav pawarNoch keine Bewertungen
- PVC& CPVC SCH 80 Technical CatalogueDokument49 SeitenPVC& CPVC SCH 80 Technical CataloguekailashNoch keine Bewertungen
- SM MultiV IV Air Outdoor Units 4 15 - 20150414080917Dokument150 SeitenSM MultiV IV Air Outdoor Units 4 15 - 20150414080917Gino Waximinguirijillo Santana100% (3)
- Classification and Identification of Soils For General Engineering PurposesDokument10 SeitenClassification and Identification of Soils For General Engineering PurposesAmarendra KeerthiNoch keine Bewertungen
- Face Detection RecognitionDokument21 SeitenFace Detection RecognitionkamendersinghgangwarNoch keine Bewertungen
- Some Practical Laboratory ExperimentsDokument15 SeitenSome Practical Laboratory ExperimentsZwinky ManlaiNoch keine Bewertungen
- GWR As RLI For Boiler Drum LevelDokument14 SeitenGWR As RLI For Boiler Drum LevelRoger SeaverNoch keine Bewertungen
- Mechanical Properties OF Dental MaterialsDokument40 SeitenMechanical Properties OF Dental MaterialsRamnarayan MeenaNoch keine Bewertungen
- On P-Groups of Maximal Class: August 2019Dokument9 SeitenOn P-Groups of Maximal Class: August 2019JodeNoch keine Bewertungen
- Bab 8 Notes and Latihan Form 3 PtsiDokument15 SeitenBab 8 Notes and Latihan Form 3 PtsiShanti Guna0% (1)
- SSG1017E Edition 7Dokument14 SeitenSSG1017E Edition 7Harold GillNoch keine Bewertungen
- Instruction Cadweld Grounding ConnectionsDokument2 SeitenInstruction Cadweld Grounding ConnectionsadityaprazttNoch keine Bewertungen
- Sama Wira Mulpha IndustiresDokument24 SeitenSama Wira Mulpha Industireslbhock123Noch keine Bewertungen
- Aakash FSTDokument9 SeitenAakash FSTchitu20% (5)
- 4 Hydrates & Hydrate PreventionDokument26 Seiten4 Hydrates & Hydrate PreventionWael Badri100% (1)
- Capacidad de ConductoresDokument4 SeitenCapacidad de ConductoresCämpänitä FentyNoch keine Bewertungen
- Grade 7 Mixtures and Solutions Full ReviewDokument28 SeitenGrade 7 Mixtures and Solutions Full Reviewblackcat657Noch keine Bewertungen
- 1 s2.0 S1359431199000496 Main PDFDokument14 Seiten1 s2.0 S1359431199000496 Main PDFWILLIAMCARABALINoch keine Bewertungen
- Force Relations and Dynamics of Cutting Knife in A Vertical Disc Mobile Wood Chipper - Leonardo El J Pract TechnolDokument14 SeitenForce Relations and Dynamics of Cutting Knife in A Vertical Disc Mobile Wood Chipper - Leonardo El J Pract TechnolNguyenHuanNoch keine Bewertungen
- Synthesis of Nata de Coco Fiber Composite With Conductive Filler As An Eco-Friendly Semiconductor MaterialDokument7 SeitenSynthesis of Nata de Coco Fiber Composite With Conductive Filler As An Eco-Friendly Semiconductor MaterialDevit Hari AshariNoch keine Bewertungen
- Astm D36Dokument4 SeitenAstm D36Sachin Kumar Singh33% (3)
- En 132011 3 2015 2019 PDFDokument68 SeitenEn 132011 3 2015 2019 PDFPrem Anand100% (2)
- Seminar On Wireless Charging of Mobile DevicesDokument24 SeitenSeminar On Wireless Charging of Mobile DevicesGourish Amonkar100% (1)
- The Comfort of Crows: A Backyard YearVon EverandThe Comfort of Crows: A Backyard YearBewertung: 4.5 von 5 Sternen4.5/5 (23)
- Why We Die: The New Science of Aging and the Quest for ImmortalityVon EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisVon EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisBewertung: 4.5 von 5 Sternen4.5/5 (42)
- To Explain the World: The Discovery of Modern ScienceVon EverandTo Explain the World: The Discovery of Modern ScienceBewertung: 3.5 von 5 Sternen3.5/5 (51)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessVon EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessNoch keine Bewertungen
- The Obesity Code: Unlocking the Secrets of Weight LossVon EverandThe Obesity Code: Unlocking the Secrets of Weight LossBewertung: 4 von 5 Sternen4/5 (6)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisVon EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisBewertung: 3.5 von 5 Sternen3.5/5 (2)
- The Marshmallow Test: Mastering Self-ControlVon EverandThe Marshmallow Test: Mastering Self-ControlBewertung: 4.5 von 5 Sternen4.5/5 (60)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseVon EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseBewertung: 3.5 von 5 Sternen3.5/5 (69)
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisVon EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisBewertung: 5 von 5 Sternen5/5 (8)
- Sugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthVon EverandSugar Crush: How to Reduce Inflammation, Reverse Nerve Damage, and Reclaim Good HealthBewertung: 4 von 5 Sternen4/5 (6)
- Critical Care: A New Nurse Faces Death, Life, and Everything in BetweenVon EverandCritical Care: A New Nurse Faces Death, Life, and Everything in BetweenBewertung: 3.5 von 5 Sternen3.5/5 (159)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldVon EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldBewertung: 3.5 von 5 Sternen3.5/5 (64)
- Return of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseVon EverandReturn of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (52)
- How Emotions Are Made: The Secret Life of the BrainVon EverandHow Emotions Are Made: The Secret Life of the BrainBewertung: 4.5 von 5 Sternen4.5/5 (440)
- The Story of Philosophy: The Lives and Opinions of the Greater PhilosophersVon EverandThe Story of Philosophy: The Lives and Opinions of the Greater PhilosophersNoch keine Bewertungen
- 10% Human: How Your Body's Microbes Hold the Key to Health and HappinessVon Everand10% Human: How Your Body's Microbes Hold the Key to Health and HappinessBewertung: 4 von 5 Sternen4/5 (33)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (82)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldVon EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldBewertung: 4 von 5 Sternen4/5 (597)
- Under Alien Skies: A Sightseer's Guide to the UniverseVon EverandUnder Alien Skies: A Sightseer's Guide to the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (17)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincVon EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincBewertung: 3.5 von 5 Sternen3.5/5 (137)