Das könnte Ihnen auch gefallen
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- Circulating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiDokument48 SeitenCirculating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- NPTI (SR) Scheme Tracing Report TSIIDokument62 SeitenNPTI (SR) Scheme Tracing Report TSIIiwantinthatve75% (4)
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDokument19 SeitenTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNoch keine Bewertungen
- Cold-Start Up of Coal Fired PowerplantsDokument6 SeitenCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNoch keine Bewertungen
- Ash Build-Up in Boiler Bottom Ash HoppersDokument6 SeitenAsh Build-Up in Boiler Bottom Ash HoppersSara LopezNoch keine Bewertungen
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDokument48 SeitenCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- Report On Unit-5 Clinker FormationDokument18 SeitenReport On Unit-5 Clinker Formationsai_mss16Noch keine Bewertungen
- Pressure Parts 500MW BoilerDokument34 SeitenPressure Parts 500MW BoilerAbhay Khobragade100% (1)
- Boiler Design and Operation ParametersDokument88 SeitenBoiler Design and Operation ParametersNavneet SinghNoch keine Bewertungen
- Higher Capacity 500 MW Boiler: Key Features and Design FactorsDokument34 SeitenHigher Capacity 500 MW Boiler: Key Features and Design Factorsdreamboy87Noch keine Bewertungen
- 07 - Combustion - Optimisation PDFDokument90 Seiten07 - Combustion - Optimisation PDFLakshmi NarayanNoch keine Bewertungen
- BHEL's Bowl Mills and Their FeaturesDokument12 SeitenBHEL's Bowl Mills and Their FeaturesAbhishek KumarNoch keine Bewertungen
- 210 MW Boiler Construction 1Dokument11 Seiten210 MW Boiler Construction 1Vipul Dabre100% (2)
- BOE IntroductionDokument18 SeitenBOE IntroductionAnsuman Sen SharmaNoch keine Bewertungen
- BHEL SupercriticalDokument87 SeitenBHEL SupercriticalBottle ManiNoch keine Bewertungen
- Understanding Air Preheater Performance: Storm Technologies, IncDokument4 SeitenUnderstanding Air Preheater Performance: Storm Technologies, IncMahesh MishraNoch keine Bewertungen
- Npti Books PDFDokument3 SeitenNpti Books PDFmukul patelNoch keine Bewertungen
- Combustion Optimisation of Blended Coal 27-02-13 PDFDokument63 SeitenCombustion Optimisation of Blended Coal 27-02-13 PDFVudugundla KodandapaniNoch keine Bewertungen
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDokument7 SeitenIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNoch keine Bewertungen
- Mill PerformanceDokument21 SeitenMill PerformanceSam100% (2)
- Metallurgy PresentationDokument67 SeitenMetallurgy PresentationAshwani DograNoch keine Bewertungen
- Analysis of Tube Failure in Water Tube BoilerDokument16 SeitenAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNoch keine Bewertungen
- Ash Handling PlantDokument7 SeitenAsh Handling PlantSovanSurNoch keine Bewertungen
- Boiler Light UpDokument14 SeitenBoiler Light UpSamNoch keine Bewertungen
- Heat Rate Recovery PlanDokument31 SeitenHeat Rate Recovery PlanGopal Chandra SahuNoch keine Bewertungen
- LMI-Flexible Operation of Dadri Coal Fired UnitsDokument8 SeitenLMI-Flexible Operation of Dadri Coal Fired Unitssumit kontNoch keine Bewertungen
- An Overview of CFBC Boiler: By-Mukesh JhaDokument88 SeitenAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualDokument6 SeitenCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamNoch keine Bewertungen
- Turbine Pressure Survey Analysis and InterpretationDokument9 SeitenTurbine Pressure Survey Analysis and InterpretationManinder CheemaNoch keine Bewertungen
- Introduction to Bowl MillsDokument3 SeitenIntroduction to Bowl MillsJimit ShahNoch keine Bewertungen
- Factors for Optimizing Combustion and Emissions in Coal-Fired BoilersDokument42 SeitenFactors for Optimizing Combustion and Emissions in Coal-Fired BoilersMinh TranNoch keine Bewertungen
- U BeamsDokument8 SeitenU BeamsAmitav MishraNoch keine Bewertungen
- Boiler Hydro Test by R K JaintDokument9 SeitenBoiler Hydro Test by R K JaintRajeevAgrawalNoch keine Bewertungen
- Bowel Mill Inspection Guide LineDokument10 SeitenBowel Mill Inspection Guide Linesen_subhasis_58Noch keine Bewertungen
- Design Aspects of Supercritical Power PlantsDokument33 SeitenDesign Aspects of Supercritical Power PlantsSankar Achary100% (1)
- Research in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerDokument9 SeitenResearch in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerraitoNoch keine Bewertungen
- Tanjung Jati B Training PA-FD-ID FansDokument53 SeitenTanjung Jati B Training PA-FD-ID FansFauzan Kurnia100% (1)
- Power Plant Chemistry For BoeDokument22 SeitenPower Plant Chemistry For BoeRamakrishna ChiliveryNoch keine Bewertungen
- Mill & Mill Rejects WriteupDokument10 SeitenMill & Mill Rejects WriteupEXECUTIVE ENGINEEER BOILER MAINTENANCENoch keine Bewertungen
- Reducing Boiler Cooling Time Saves Rs. 13.5 Crore AnnuallyDokument16 SeitenReducing Boiler Cooling Time Saves Rs. 13.5 Crore Annuallyjp mishraNoch keine Bewertungen
- Computational Fluid Dynamics Analysis of Electrostatic Precipitator OF 210Mw Thermal Power PlantDokument19 SeitenComputational Fluid Dynamics Analysis of Electrostatic Precipitator OF 210Mw Thermal Power PlantSylvester marxNoch keine Bewertungen
- Why Thermal Power Plant Efficiency is Low & How to Improve ItDokument1 SeiteWhy Thermal Power Plant Efficiency is Low & How to Improve ItNallathambiNoch keine Bewertungen
- Implementing Intelligent Sootblowing ControlDokument6 SeitenImplementing Intelligent Sootblowing ControlenjineringNoch keine Bewertungen
- Power Station FansDokument70 SeitenPower Station FansShubham Verma100% (1)
- Boiler Emergencies 500 MW Coal Mills FireDokument33 SeitenBoiler Emergencies 500 MW Coal Mills FireSarath BabuNoch keine Bewertungen
- Slop Fired Boiler: Development of An EfficientDokument36 SeitenSlop Fired Boiler: Development of An EfficientSantosh Kumar JaiswalNoch keine Bewertungen
- Boiler Technical TermsDokument44 SeitenBoiler Technical Termskeerthi dayarathnaNoch keine Bewertungen
- KKP Boiler Training Material - Vol 1Dokument92 SeitenKKP Boiler Training Material - Vol 1parthi20065768Noch keine Bewertungen
- Boiler Draught SystemDokument122 SeitenBoiler Draught SystemBHUVANESH MNoch keine Bewertungen
- Heat and Mass Balance Index: S.N. Topics Page NosDokument50 SeitenHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- Shrink and SwellDokument3 SeitenShrink and SwellAkshay SetlurNoch keine Bewertungen
- Station ACW Pump Operation SOPDokument3 SeitenStation ACW Pump Operation SOPSiddhant Satpathy100% (1)
- CFBC Boiler Gyanendra Sharma NPTI DelhiDokument47 SeitenCFBC Boiler Gyanendra Sharma NPTI DelhiNPTINoch keine Bewertungen
- Boe MCQDokument13 SeitenBoe MCQSyam Prasad100% (1)
- Boiler Protection AND InterlocksDokument54 SeitenBoiler Protection AND InterlocksSarah Frazier100% (1)
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Dokument32 SeitenGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (1)
- Procedure of Deaerator Charging in Power Plant - ASKPOWERPLANTDokument16 SeitenProcedure of Deaerator Charging in Power Plant - ASKPOWERPLANTOtuagaNoch keine Bewertungen
- Highlight of IBRDokument15 SeitenHighlight of IBRAnonymous XBq5J84Noch keine Bewertungen
- ALS Coal Combustion Testing and Research Fact SheetDokument4 SeitenALS Coal Combustion Testing and Research Fact SheetWelsinsin Kevin SinNoch keine Bewertungen
- Overhead Crane Instructors Notes PDFDokument67 SeitenOverhead Crane Instructors Notes PDFFaheem Khan100% (2)
- Retrofit Increasing The Efficiency of Pumps - SULZAR PDFDokument8 SeitenRetrofit Increasing The Efficiency of Pumps - SULZAR PDFAnonymous XBq5J84Noch keine Bewertungen
- DC1203 Literature Boiler Tube Plug - 0Dokument2 SeitenDC1203 Literature Boiler Tube Plug - 0Anonymous XBq5J84Noch keine Bewertungen
- HRSGDokument8 SeitenHRSGAsad Iqbal SiddiquiNoch keine Bewertungen
- Casting NDT-Consolidated Acceptance Criteria For CastingDokument2 SeitenCasting NDT-Consolidated Acceptance Criteria For CastingAnonymous gr5Pr9AV100% (1)
- Mill Steam Inerting System Review and Performance ValidationDokument12 SeitenMill Steam Inerting System Review and Performance ValidationAnonymous XBq5J84Noch keine Bewertungen
- 02.case Study On Boiler Tube Failure at JPLDokument8 Seiten02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Noch keine Bewertungen
- Crane SafetyDokument12 SeitenCrane SafetymytheeNoch keine Bewertungen
- Corrosion PDFDokument8 SeitenCorrosion PDFEngr Arfan Ali DhamrahoNoch keine Bewertungen
- FRP DesignDokument17 SeitenFRP DesignRUSTSHIELD IndonesiaNoch keine Bewertungen
- Noise Level Calculation - Voith CouplingsDokument2 SeitenNoise Level Calculation - Voith CouplingsAnonymous XBq5J84Noch keine Bewertungen
- Dissimilar Metal WeldsDokument15 SeitenDissimilar Metal WeldsOsvaldo Ulises Lopez BaltazarNoch keine Bewertungen
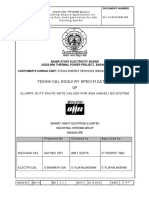
- 6267 Enquirytechnicalspecification - KnifegatevalveDokument17 Seiten6267 Enquirytechnicalspecification - KnifegatevalveAnonymous XBq5J84Noch keine Bewertungen
- BPV Certification Form Checklist AccreditationDokument13 SeitenBPV Certification Form Checklist AccreditationAnonymous XBq5J84Noch keine Bewertungen
- Amitabh Srivastava Vivek Sharan BHEL Residual Life Assessment Based RM PaperDokument22 SeitenAmitabh Srivastava Vivek Sharan BHEL Residual Life Assessment Based RM PaperAnonymous XBq5J84Noch keine Bewertungen
- BHEL EdinburghDokument41 SeitenBHEL EdinburghAnonymous XBq5J84Noch keine Bewertungen
- Power Generation From CoalDokument114 SeitenPower Generation From CoalOral KarahanNoch keine Bewertungen
- UK Electricity Generation Costs UpdateDokument15 SeitenUK Electricity Generation Costs UpdateAnonymous XBq5J84Noch keine Bewertungen
- Materials and Welding Considerations For Determination of Continued Operation, RepairDokument50 SeitenMaterials and Welding Considerations For Determination of Continued Operation, RepairfallalovaldesNoch keine Bewertungen
- 71 Uk Electricity Generation Costs UpdateDokument117 Seiten71 Uk Electricity Generation Costs UpdatePavel ProkofievNoch keine Bewertungen
- Erosion Failure Analysis of CFBC Boiler Using CFDDokument5 SeitenErosion Failure Analysis of CFBC Boiler Using CFDOscar DorantesNoch keine Bewertungen
- Heatrate Improvement PDFDokument101 SeitenHeatrate Improvement PDFcynaiduNoch keine Bewertungen
- Fine Tuning A CFBC Boiler PDFDokument12 SeitenFine Tuning A CFBC Boiler PDFrikumohanNoch keine Bewertungen
- Assessment of Aging FoundationDokument3 SeitenAssessment of Aging FoundationAnonymous XBq5J84Noch keine Bewertungen
- China's Coal MarketDokument99 SeitenChina's Coal MarketAnonymous XBq5J84Noch keine Bewertungen
- 11 Clean Coal TechnologyDokument110 Seiten11 Clean Coal TechnologyAnonymous XBq5J84Noch keine Bewertungen
- Boiler Furnace PressureDokument3 SeitenBoiler Furnace PressureMuhammad Usman Mahmood100% (1)
- Alumigrip 4250Dokument7 SeitenAlumigrip 4250Choirul AnamNoch keine Bewertungen
- Heat ShrinkDokument1 SeiteHeat Shrinkfurqan343Noch keine Bewertungen
- Childers PDS CP 70 R0719Dokument2 SeitenChilders PDS CP 70 R0719Maikol Cedeño CerdasNoch keine Bewertungen
- TDS Sadecol P 440 - EN Rev 1Dokument4 SeitenTDS Sadecol P 440 - EN Rev 1paosilvisNoch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure PreparationNokiabhre WijayaNoch keine Bewertungen
- Separation Techniques WorksheetDokument2 SeitenSeparation Techniques Worksheetmarleigh75% (4)
- KT Fitting CatalogueDokument13 SeitenKT Fitting CataloguemarclkmNoch keine Bewertungen
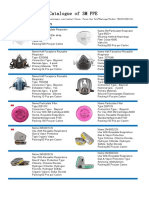
- Catalogue of 3M PPE and Safety EquipmentDokument3 SeitenCatalogue of 3M PPE and Safety EquipmentSothearaThengNoch keine Bewertungen
- Electrozincados en 10152 (2009)Dokument18 SeitenElectrozincados en 10152 (2009)joaopedrosousaNoch keine Bewertungen
- 10151A1Dokument3 Seiten10151A1Archana ShuklaNoch keine Bewertungen
- Dimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingDokument1 SeiteDimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingMark Christian EsguerraNoch keine Bewertungen
- Astm A618Dokument4 SeitenAstm A618Mohamed Farouk100% (1)
- Properties of Transition Metals 1 QPDokument16 SeitenProperties of Transition Metals 1 QPNisha MohdNoch keine Bewertungen
- Install Gantry SignsDokument2 SeitenInstall Gantry SignsNouman MohsinNoch keine Bewertungen
- 1 Mech Malleable Iron Fittings Catalogue PDFDokument12 Seiten1 Mech Malleable Iron Fittings Catalogue PDFAshish TanejaNoch keine Bewertungen
- GL XX Mobil Rarus SHC 1020 SeriesDokument3 SeitenGL XX Mobil Rarus SHC 1020 SeriesHitesh MahajanNoch keine Bewertungen
- Tool SteelDokument6 SeitenTool Steelsaifullah629Noch keine Bewertungen
- Separating Coloured Inks by Paper ChromatographyDokument36 SeitenSeparating Coloured Inks by Paper ChromatographyMANSI CHAUDHARYNoch keine Bewertungen
- Power Transmission Belt: V-Belt - Wedge - Banded - V-Ribbed - Timing - Automotive - SpecialtyDokument8 SeitenPower Transmission Belt: V-Belt - Wedge - Banded - V-Ribbed - Timing - Automotive - SpecialtyJUANPANIAGUANoch keine Bewertungen
- MOS of Thermoplastic PaintDokument2 SeitenMOS of Thermoplastic PaintL V Laxmipathi Rao100% (1)
- Acid Recovery SystemDokument7 SeitenAcid Recovery SystemDwi Ratna MustafidaNoch keine Bewertungen
- Twad Board Sor 2017-18Dokument294 SeitenTwad Board Sor 2017-18Nagarjuna KunchamNoch keine Bewertungen
- Process Control LDokument23 SeitenProcess Control Ltariq fareedNoch keine Bewertungen
- Rockwood 2013 Price BookDokument80 SeitenRockwood 2013 Price BookSecurity Lock DistributorsNoch keine Bewertungen
- Draft Jurnal TA Lani (119270078)Dokument15 SeitenDraft Jurnal TA Lani (119270078)lanipuspitalandNoch keine Bewertungen
- PLEXUS Product-CatalogDokument44 SeitenPLEXUS Product-CatalogsasidharkanthetiNoch keine Bewertungen
- AP-T310-16 Selection Design of Initial Treatments For Sprayed Seal Surfacings PDFDokument23 SeitenAP-T310-16 Selection Design of Initial Treatments For Sprayed Seal Surfacings PDFFranklinNoch keine Bewertungen
- Industrial Deionization Systems: Standard FeaturesDokument2 SeitenIndustrial Deionization Systems: Standard Featuresashraf-84Noch keine Bewertungen
- Basalt Fiber Properties and ApplicationsDokument6 SeitenBasalt Fiber Properties and ApplicationssrinilsukumarkhdNoch keine Bewertungen
- Catálogo Non Automotive 2018Dokument588 SeitenCatálogo Non Automotive 2018Bryan Garcia100% (1)