Das könnte Ihnen auch gefallen
- Ejemplo de Cadena de Valor y Mapa de ProcesosDokument3 SeitenEjemplo de Cadena de Valor y Mapa de ProcesosxdarxdarNoch keine Bewertungen
- Ingeniería Del Trabajo II 01 - Ingeniería Industrial-FusionadoDokument168 SeitenIngeniería Del Trabajo II 01 - Ingeniería Industrial-FusionadomariaNoch keine Bewertungen
- Laboratorio 3Dokument15 SeitenLaboratorio 3PabloAmbatoNoch keine Bewertungen
- Laboratorio 1Dokument3 SeitenLaboratorio 1PabloAmbatoNoch keine Bewertungen
- Proceso A11Dokument2 SeitenProceso A11PabloAmbatoNoch keine Bewertungen
- Laboratorio 3Dokument15 SeitenLaboratorio 3PabloAmbatoNoch keine Bewertungen
- Universidad de Las Fuerzas Armadas Espe: Proucción IndustrialDokument9 SeitenUniversidad de Las Fuerzas Armadas Espe: Proucción IndustrialPabloAmbatoNoch keine Bewertungen
- Laboratorio 1Dokument3 SeitenLaboratorio 1PabloAmbatoNoch keine Bewertungen
- Proceso A11Dokument2 SeitenProceso A11PabloAmbatoNoch keine Bewertungen
- Presentacion Everything FlowDokument51 SeitenPresentacion Everything FlowPabloAmbatoNoch keine Bewertungen
- CCI-Tarea Grupal 1Dokument15 SeitenCCI-Tarea Grupal 1PabloAmbatoNoch keine Bewertungen
- Universidad de Las Fuerzas Armadas Espe: Proucción IndustrialDokument9 SeitenUniversidad de Las Fuerzas Armadas Espe: Proucción IndustrialPabloAmbatoNoch keine Bewertungen
- ENGRANES HELICOIDALES Ambato BravoDokument7 SeitenENGRANES HELICOIDALES Ambato BravoPabloAmbatoNoch keine Bewertungen
- Control Velocidad Ambato PabloDokument12 SeitenControl Velocidad Ambato PabloPabloAmbatoNoch keine Bewertungen
- Ejeproyecton 2Dokument18 SeitenEjeproyecton 2PabloAmbatoNoch keine Bewertungen
- Diseño de Un EjeDokument11 SeitenDiseño de Un EjePabloAmbatoNoch keine Bewertungen
- Radiación de Cuerpo NegroDokument7 SeitenRadiación de Cuerpo NegroPabloAmbatoNoch keine Bewertungen
- Ejeproyecton 2Dokument18 SeitenEjeproyecton 2PabloAmbatoNoch keine Bewertungen
- Ejeproyecton 2Dokument18 SeitenEjeproyecton 2PabloAmbatoNoch keine Bewertungen
- Practica k2Dokument13 SeitenPractica k2PabloAmbatoNoch keine Bewertungen
- Puente PeatonalDokument16 SeitenPuente PeatonalPabloAmbatoNoch keine Bewertungen
- PreparatorioADokument4 SeitenPreparatorioAPabloAmbatoNoch keine Bewertungen
- PreparatorioADokument4 SeitenPreparatorioAPabloAmbatoNoch keine Bewertungen
- Practica 6Dokument3 SeitenPractica 6PabloAmbatoNoch keine Bewertungen
- Grupo9 CuestionarioDokument6 SeitenGrupo9 CuestionarioPabloAmbatoNoch keine Bewertungen
- Proy2 Ambato BravoDokument17 SeitenProy2 Ambato BravoPabloAmbatoNoch keine Bewertungen
- Ramirez P Cuvi A Preparatorio 4Dokument7 SeitenRamirez P Cuvi A Preparatorio 4PabloAmbatoNoch keine Bewertungen
- Pinos - Jorge Informe 1.1Dokument8 SeitenPinos - Jorge Informe 1.1PabloAmbatoNoch keine Bewertungen
- Informe 1 Contacotr y LabDokument13 SeitenInforme 1 Contacotr y LabPabloAmbatoNoch keine Bewertungen
- Ramirez P Cuvi A Informe 1Dokument12 SeitenRamirez P Cuvi A Informe 1PabloAmbatoNoch keine Bewertungen
- Informe 1 Contacotr y LabDokument13 SeitenInforme 1 Contacotr y LabPabloAmbatoNoch keine Bewertungen
- PERFILDokument18 SeitenPERFILPabloAmbatoNoch keine Bewertungen
- Fundamentos de Evaluación de Proyectos TecnologicosDokument16 SeitenFundamentos de Evaluación de Proyectos TecnologicosCarlos Fernando Martínez CaceresNoch keine Bewertungen
- Manual de Instrucciones Sony KDL-32L5000Dokument48 SeitenManual de Instrucciones Sony KDL-32L5000GONZALO POLANCO VUDOYRANoch keine Bewertungen
- Análisis Caso Final - Grupo 3Dokument14 SeitenAnálisis Caso Final - Grupo 3Khrlos AndrewNoch keine Bewertungen
- Informe TelehandersDokument8 SeitenInforme TelehandersBruno RubioNoch keine Bewertungen
- IstringstreamDokument4 SeitenIstringstreamsanta bárbaraNoch keine Bewertungen
- Cierre CentralizadoDokument5 SeitenCierre CentralizadoJuan UruarteNoch keine Bewertungen
- Evidencia 1 Foro Sistemas de InformaciónDokument2 SeitenEvidencia 1 Foro Sistemas de Informaciónwilly3449178183% (12)
- Volvo FLDokument28 SeitenVolvo FLyojan20150Noch keine Bewertungen
- SolidWorks Básico-Intermedio CROQUIS 2D 2023Dokument19 SeitenSolidWorks Básico-Intermedio CROQUIS 2D 2023GABRIEL CESAR DIAZ ULUNQUENoch keine Bewertungen
- Firma OmarDokument2 SeitenFirma OmarpiaNoch keine Bewertungen
- Spring Boot JPA y Su ConfiguraciónDokument15 SeitenSpring Boot JPA y Su ConfiguraciónMoises AguilarNoch keine Bewertungen
- Practica 8-Timers en S7-200Dokument5 SeitenPractica 8-Timers en S7-200Mperd PerdmNoch keine Bewertungen
- Lista Chequeo Recursos AA4 EV2Dokument2 SeitenLista Chequeo Recursos AA4 EV2JanethMendietaMuñoz100% (1)
- Convivencia Internacional Del PorfiriatoDokument3 SeitenConvivencia Internacional Del PorfiriatoManzana MikeNoch keine Bewertungen
- Capitulo 04 Redes de Comunicacion de DatosDokument79 SeitenCapitulo 04 Redes de Comunicacion de Datosricardo100% (1)
- Catalogo Repuestos LondonDokument29 SeitenCatalogo Repuestos LondonSERVIND OPERACIONESNoch keine Bewertungen
- Potencia TrifásicaDokument11 SeitenPotencia TrifásicaEnrique MartínezNoch keine Bewertungen
- Microblaze MCS TutorialDokument10 SeitenMicroblaze MCS TutorialJulio CANoch keine Bewertungen
- Mapa Conceptual Control de InventariosDokument1 SeiteMapa Conceptual Control de InventariosNICOLAS ALEJANDRO SUAREZ LOAIZANoch keine Bewertungen
- PRONET Ultima ModificaciónDokument27 SeitenPRONET Ultima ModificaciónJuli HANoch keine Bewertungen
- Hall, Stuart Notas Sobre La Deconstruccion de Lo PopularDokument10 SeitenHall, Stuart Notas Sobre La Deconstruccion de Lo PopularÁlvaro Fernández BravoNoch keine Bewertungen
- Tarea#8 - Arranque y Paro de Un Motor - Equipo #1!24!05 - 2021Dokument9 SeitenTarea#8 - Arranque y Paro de Un Motor - Equipo #1!24!05 - 2021CervantesCruzJovanyNoch keine Bewertungen
- Informe Previo 1 InstrumentacionDokument5 SeitenInforme Previo 1 InstrumentacionGabriela MoralesNoch keine Bewertungen
- 1 - Principios y Mentalidad AgilDokument25 Seiten1 - Principios y Mentalidad AgilLuis Alberto Atoche CastromonteNoch keine Bewertungen
- El Vídeo Proporciona Una Manera Eficaz para Ayudarle A Demostrar El Punto NUMERO 5Dokument1 SeiteEl Vídeo Proporciona Una Manera Eficaz para Ayudarle A Demostrar El Punto NUMERO 5Aguilar RaulNoch keine Bewertungen
- Resumen PedagogiaDokument20 SeitenResumen Pedagogiagriselda_reynaga_1100% (1)
- Gestion de ProyectosDokument12 SeitenGestion de ProyectosAngélica TenorioNoch keine Bewertungen
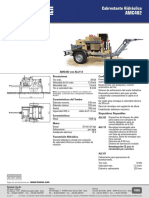
- TESMEC SE 1030 AMC402 ES Rev.01Dokument1 SeiteTESMEC SE 1030 AMC402 ES Rev.01Tito Berguecio PozoNoch keine Bewertungen