Das könnte Ihnen auch gefallen
- SMC Pneumatic HandbookDokument34 SeitenSMC Pneumatic HandbookkusumodhipuroNoch keine Bewertungen
- Boe MCQDokument13 SeitenBoe MCQSyam Prasad100% (1)
- 2014 Karnataka BOE Papers SolutionDokument4 Seiten2014 Karnataka BOE Papers SolutionKiran Sahu100% (2)
- VALVESDokument153 SeitenVALVESHamood Ahmad100% (1)
- Boiler InterlocksDokument54 SeitenBoiler InterlocksAhemadNoch keine Bewertungen
- Mill & Mill Rejects WriteupDokument10 SeitenMill & Mill Rejects WriteupEXECUTIVE ENGINEEER BOILER MAINTENANCENoch keine Bewertungen
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDokument19 SeitenTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNoch keine Bewertungen
- Mill Reject SystemDokument22 SeitenMill Reject SystemgangatharanNoch keine Bewertungen
- Boiler Emergency OperationsDokument55 SeitenBoiler Emergency OperationsbajrangNoch keine Bewertungen
- 500MW Boiler NotesDokument360 Seiten500MW Boiler NotesGanga Prasad100% (1)
- 250 MW Boiler WorkingDokument12 Seiten250 MW Boiler WorkingAhemad100% (1)
- DAVR Training ManualDokument66 SeitenDAVR Training ManualAhemad100% (1)
- Operation Aspects & Boiler EmergenciesDokument54 SeitenOperation Aspects & Boiler EmergenciesPravivVivpraNoch keine Bewertungen
- 660 MW Sipat BoilerDokument88 Seiten660 MW Sipat BoilerKrishnan Santhanaraj100% (3)
- 2016 Test Paper-1 SolutionsDokument11 Seiten2016 Test Paper-1 SolutionsHari PrasadNoch keine Bewertungen
- NPTI Boiler QuestionsDokument2 SeitenNPTI Boiler QuestionsJoydev GangulyNoch keine Bewertungen
- Secador SMC Idf 15C1-6Dokument36 SeitenSecador SMC Idf 15C1-6marioNoch keine Bewertungen
- 210 MW Boiler Function System Cycles Main Auxiliaries OperationsDokument30 Seiten210 MW Boiler Function System Cycles Main Auxiliaries OperationsAhemad100% (2)
- Design and Analysis of Firewater Network For A Tataouine Gas Processing PlantDokument11 SeitenDesign and Analysis of Firewater Network For A Tataouine Gas Processing PlantHedi Ben MohamedNoch keine Bewertungen
- Development of 1.5-Million Pound Thrust M-1 Liquid Hydrogen/Oxygen Rocket EngineDokument406 SeitenDevelopment of 1.5-Million Pound Thrust M-1 Liquid Hydrogen/Oxygen Rocket EngineDwayne Day100% (1)
- Unit Lightup Synchronisation & ShutdownDokument42 SeitenUnit Lightup Synchronisation & ShutdownAshvani ShuklaNoch keine Bewertungen
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDokument7 SeitenIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNoch keine Bewertungen
- Boiler Q ADokument26 SeitenBoiler Q AGnanaSekar100% (1)
- C&IDokument28 SeitenC&ISam100% (1)
- Feed Heater Performance PDFDokument32 SeitenFeed Heater Performance PDFsukdev_22Noch keine Bewertungen
- Air Compressor (Proposal)Dokument10 SeitenAir Compressor (Proposal)Conte DiazNoch keine Bewertungen
- Inline Weld Testing ServicesDokument2 SeitenInline Weld Testing ServicesqcselvaNoch keine Bewertungen
- Cold Start Up Procedure: - NTPC, SimhadriDokument29 SeitenCold Start Up Procedure: - NTPC, SimhadriAhemadNoch keine Bewertungen
- 31-Station Acwp - SopDokument3 Seiten31-Station Acwp - SopSiddhant Satpathy100% (1)
- 2011 GJ Boe P-1Dokument10 Seiten2011 GJ Boe P-1Alok DoshiNoch keine Bewertungen
- Ammonia DosingDokument11 SeitenAmmonia DosingAnubhav Kumar JainNoch keine Bewertungen
- 140 Boiler EmergenciesDokument32 Seiten140 Boiler EmergenciesSudip Guthe100% (2)
- Secondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Dokument3 SeitenSecondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Bineet Kumar VarmaNoch keine Bewertungen
- KR BOE-2018 Paper-2 Solution PDFDokument8 SeitenKR BOE-2018 Paper-2 Solution PDFBharatsinh Chauhan100% (4)
- Aph FireDokument25 SeitenAph Firesekhar_ntpcNoch keine Bewertungen
- Cold Start Up - CSTPS PDFDokument19 SeitenCold Start Up - CSTPS PDFAhemadNoch keine Bewertungen
- Slop Fired Boiler: Development of An EfficientDokument36 SeitenSlop Fired Boiler: Development of An EfficientSantosh Kumar JaiswalNoch keine Bewertungen
- Kerala BOE-2014 Paper-2 SolutionDokument15 SeitenKerala BOE-2014 Paper-2 SolutionAlok DoshiNoch keine Bewertungen
- IR CFBC Cold Start Up ProcedureDokument15 SeitenIR CFBC Cold Start Up ProcedureJose Angie CabreraNoch keine Bewertungen
- Designing Fire Fighting System For LPG Bottling Plant - Pavan EditedDokument12 SeitenDesigning Fire Fighting System For LPG Bottling Plant - Pavan Editedpavan50% (2)
- CFBC Cold Start Up ProcedureDokument2 SeitenCFBC Cold Start Up ProcedureJAY PARIKHNoch keine Bewertungen
- Combustion Optimization Example Presentation Slides PDFDokument42 SeitenCombustion Optimization Example Presentation Slides PDFMinh TranNoch keine Bewertungen
- Unit Normal Shutdown To ColdDokument100 SeitenUnit Normal Shutdown To Coldishak100% (1)
- Successful Commissioning of An AFBC BoilerDokument72 SeitenSuccessful Commissioning of An AFBC Boilerparthi20065768Noch keine Bewertungen
- Cold Startup Procedure PDFDokument6 SeitenCold Startup Procedure PDFSai SwaroopNoch keine Bewertungen
- Boe Notes by RameshDokument22 SeitenBoe Notes by RameshVelpuri RameshBabuNoch keine Bewertungen
- Kerala BOE-2014 Paper-1 SolutionDokument10 SeitenKerala BOE-2014 Paper-1 SolutionAlok DoshiNoch keine Bewertungen
- Boiler 210mwDokument15 SeitenBoiler 210mwishakNoch keine Bewertungen
- 018-SOP of Gland Steam ChargingDokument6 Seiten018-SOP of Gland Steam Chargingsambhu100% (1)
- Interview Q and Ans FOR THARMAL POWER PLANTDokument15 SeitenInterview Q and Ans FOR THARMAL POWER PLANTRajkumar Prasad100% (2)
- 183 - Viva Questions Shared by Candidates of Gujarat BOE 2017Dokument4 Seiten183 - Viva Questions Shared by Candidates of Gujarat BOE 2017yousufali56100% (1)
- Boiler Draught SystemDokument122 SeitenBoiler Draught SystemBHUVANESH MNoch keine Bewertungen
- Flood Test of CondenserDokument6 SeitenFlood Test of CondensersambhuNoch keine Bewertungen
- 660 MW Sipat BoilerDokument88 Seiten660 MW Sipat BoilerNavneet SinghNoch keine Bewertungen
- Boiler and Turbine For BOE ExamDokument71 SeitenBoiler and Turbine For BOE Examkeerthi dayarathnaNoch keine Bewertungen
- NTPC 500 Power Plant Operation Pipe LineDokument84 SeitenNTPC 500 Power Plant Operation Pipe LineJoselin Leo100% (1)
- CFBC Boiler Start Up ProblemsDokument40 SeitenCFBC Boiler Start Up ProblemsarvindshuklaNoch keine Bewertungen
- An Overview of CFBC Boiler: By-Mukesh JhaDokument88 SeitenAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- LOI (Loss On Ignition)Dokument4 SeitenLOI (Loss On Ignition)angdutta2Noch keine Bewertungen
- Precheck Before Light-Up: Drum Metal Temp. DiffDokument12 SeitenPrecheck Before Light-Up: Drum Metal Temp. DiffAhemadNoch keine Bewertungen
- Mozambique Offshore: Rovuma Offshore Gas Discoveries 2010 and 2011Dokument12 SeitenMozambique Offshore: Rovuma Offshore Gas Discoveries 2010 and 2011tsar mitchelNoch keine Bewertungen
- P&IDDokument23 SeitenP&IDmagarciaprieto100% (2)
- Book 2: Chapter 4 - Fluid Flow: Application LimitationsDokument20 SeitenBook 2: Chapter 4 - Fluid Flow: Application LimitationsVaniya GoelNoch keine Bewertungen
- LDO-Firing 001Dokument21 SeitenLDO-Firing 001Prakash Choudhary100% (1)
- Bed Ash Cooler's in Ir-Cfbc Boilers PDFDokument12 SeitenBed Ash Cooler's in Ir-Cfbc Boilers PDFpradeep1987coolNoch keine Bewertungen
- CBD IbdDokument2 SeitenCBD Ibdpremk20100% (5)
- Best 60 Power Plant Information Booster Points - AskpowerplantDokument17 SeitenBest 60 Power Plant Information Booster Points - AskpowerplantRaju MaityNoch keine Bewertungen
- Npti Books PDFDokument3 SeitenNpti Books PDFmukul patelNoch keine Bewertungen
- AP BOE-2013 Paper-3 SolutionDokument7 SeitenAP BOE-2013 Paper-3 SolutionAlok DoshiNoch keine Bewertungen
- MH BOE 2016 Paper 2 SolutionDokument9 SeitenMH BOE 2016 Paper 2 SolutionKamleshNoch keine Bewertungen
- AFBC Boiler Cold Start-Up ProcedureDokument3 SeitenAFBC Boiler Cold Start-Up ProcedurekiranNoch keine Bewertungen
- U BeamsDokument8 SeitenU BeamsAmitav MishraNoch keine Bewertungen
- Boiler EmergenciesDokument21 SeitenBoiler EmergenciesRama ReddyNoch keine Bewertungen
- Furnace HVT Traverse StandardDokument8 SeitenFurnace HVT Traverse StandardpsatyasrinivasNoch keine Bewertungen
- Delhi Feeder All ParameterDokument16 SeitenDelhi Feeder All ParameterAhemadNoch keine Bewertungen
- SINEAX VC 603, Programmable Combined Transmitter/alarm UnitDokument18 SeitenSINEAX VC 603, Programmable Combined Transmitter/alarm UnitAhemadNoch keine Bewertungen
- MBA YCNOU Project Guidlelines 2015-2016Dokument21 SeitenMBA YCNOU Project Guidlelines 2015-2016HexaNotesNoch keine Bewertungen
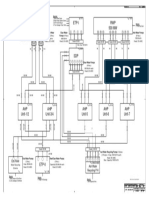
- Schematic Line Diagram of Ash Water Supply To Unit-1 To Unit-7 PDFDokument1 SeiteSchematic Line Diagram of Ash Water Supply To Unit-1 To Unit-7 PDFAhemadNoch keine Bewertungen
- Micom-P13x en Brochure PDFDokument8 SeitenMicom-P13x en Brochure PDFAhemadNoch keine Bewertungen
- ASCO Solenoid Engineering SpecsDokument26 SeitenASCO Solenoid Engineering SpecsviruspoolNoch keine Bewertungen
- FC360 Programming Guide MG06C202Dokument110 SeitenFC360 Programming Guide MG06C202AhemadNoch keine Bewertungen
- BioData PDFDokument2 SeitenBioData PDFAhemadNoch keine Bewertungen
- An Introduction To Controls For Steam Power Plants: Course No: D02-003 Credit: 2 PDHDokument30 SeitenAn Introduction To Controls For Steam Power Plants: Course No: D02-003 Credit: 2 PDHMKE3 HEROESNoch keine Bewertungen
- Sbi Final Jan 2020 - CMP00000000209399653 PDFDokument1 SeiteSbi Final Jan 2020 - CMP00000000209399653 PDFAhemadNoch keine Bewertungen
- Module 3: Programmable Logic Devices (PLDS) Introduction To Micro-Processors and Micro-ControllersDokument36 SeitenModule 3: Programmable Logic Devices (PLDS) Introduction To Micro-Processors and Micro-ControllersDhanish KumarNoch keine Bewertungen
- P341 EN TD E33a PDFDokument62 SeitenP341 EN TD E33a PDFAhemadNoch keine Bewertungen
- 53C9EBF806C20CF8AE387D5CA3369D2EDokument12 Seiten53C9EBF806C20CF8AE387D5CA3369D2EAhemadNoch keine Bewertungen
- Centre Accreditation & Affiliation Guidelines Version 1.0Dokument15 SeitenCentre Accreditation & Affiliation Guidelines Version 1.0Saravanakumar NNoch keine Bewertungen
- Chart of Accounts PDFDokument406 SeitenChart of Accounts PDFAhemadNoch keine Bewertungen
- 10 Chapter 2Dokument10 Seiten10 Chapter 2AhemadNoch keine Bewertungen
- Servo Valves TechnicalDokument24 SeitenServo Valves Technicalobvert100% (2)
- Det Civil Direct Select List PDFDokument1 SeiteDet Civil Direct Select List PDFAhemadNoch keine Bewertungen
- Open - Workflow For Vendor Registartion PDFDokument1 SeiteOpen - Workflow For Vendor Registartion PDFAhemadNoch keine Bewertungen
- P891 Technical ManualDokument9 SeitenP891 Technical ManualAhemadNoch keine Bewertungen
- Det Civil Direct Select List PDFDokument1 SeiteDet Civil Direct Select List PDFAhemadNoch keine Bewertungen
- Det Civil Direct Wait ListDokument1 SeiteDet Civil Direct Wait ListAhemadNoch keine Bewertungen
- Ijaerv13n5 29Dokument28 SeitenIjaerv13n5 29AhemadNoch keine Bewertungen
- 1102112Dokument8 Seiten1102112AhemadNoch keine Bewertungen
- DET DIST INTERNAL Select ListDokument3 SeitenDET DIST INTERNAL Select ListAhemadNoch keine Bewertungen
- Table of ContentsDokument1 SeiteTable of ContentsAhemadNoch keine Bewertungen
- Gas Flaring Basic InformationDokument4 SeitenGas Flaring Basic InformationFriday IjokgwungNoch keine Bewertungen
- VTC ConsolidatedDokument23 SeitenVTC ConsolidatedRamKS80Noch keine Bewertungen
- 01.SOP Cold Start Up.r3Dokument16 Seiten01.SOP Cold Start Up.r3K R Kumar RanjanNoch keine Bewertungen
- HC Calc SPK 1Dokument4 SeitenHC Calc SPK 1Walter Yañez Jr.Noch keine Bewertungen
- Flow Diagram CD1800Dokument1 SeiteFlow Diagram CD1800Gustavo Manuel Sosa San RománNoch keine Bewertungen
- Nozzle Joints / Two-Fluid Nozzles Spray Nozzles: Male, Female Ends Female, Female EndsDokument1 SeiteNozzle Joints / Two-Fluid Nozzles Spray Nozzles: Male, Female Ends Female, Female EndsAmpera marzelaNoch keine Bewertungen
- What Is The Difference Between Newtonian and Non-Newtonian Fluid and Give Example For Each Case?Dokument11 SeitenWhat Is The Difference Between Newtonian and Non-Newtonian Fluid and Give Example For Each Case?MOHAMED ABD ELGHANYNoch keine Bewertungen
- Turbine Flow Meter Working PrincipleDokument3 SeitenTurbine Flow Meter Working PrinciplesandystaysNoch keine Bewertungen
- Project: Location: By: Date: Chk. By: Date: Clear Data Entry CellsDokument1 SeiteProject: Location: By: Date: Chk. By: Date: Clear Data Entry Cellsblackk7Noch keine Bewertungen
- Reporte Examen A Junior Valente Cansino PerezDokument1 SeiteReporte Examen A Junior Valente Cansino PerezCesar Alberto Cansino PerezNoch keine Bewertungen
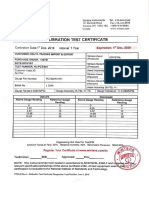
- Calibration Test CertificateDokument7 SeitenCalibration Test CertificateMohamed RaafatNoch keine Bewertungen
- SMD 500-24Dokument1 SeiteSMD 500-24Usamah TNoch keine Bewertungen
- IP121Dokument33 SeitenIP121IR MA Al AzharNoch keine Bewertungen
- Gasifier For Damp Fuel-monorator-EngDokument10 SeitenGasifier For Damp Fuel-monorator-EngMarky MaypoNoch keine Bewertungen
- Line Identification Line P&Id Size Pipe No. Line No. (In.) Spec Service (PD-) FromDokument56 SeitenLine Identification Line P&Id Size Pipe No. Line No. (In.) Spec Service (PD-) Fromsamer8saifNoch keine Bewertungen
- Greenhouse Gases 2017Dokument11 SeitenGreenhouse Gases 2017AnusheenNoch keine Bewertungen
- Impulse Turbine Questions g3Dokument8 SeitenImpulse Turbine Questions g3VipulKukkarNoch keine Bewertungen
- Report SubmissionDokument65 SeitenReport Submissionvidit SinghNoch keine Bewertungen
- ABE-36 MIR Request LogDokument180 SeitenABE-36 MIR Request LogFranklyn GenoveNoch keine Bewertungen
- Kaeser Mobile CompressorDokument12 SeitenKaeser Mobile CompressorAbdullah Al BayatiNoch keine Bewertungen