Das könnte Ihnen auch gefallen
- Product Characteristics ClassificationDokument9 SeitenProduct Characteristics Classification80ALLA86iNoch keine Bewertungen
- Product Design and DevelopmentDokument13 SeitenProduct Design and DevelopmentGeorgiana BusuiocNoch keine Bewertungen
- Quality Management AnswersDokument42 SeitenQuality Management AnswersVrushali Nayak100% (1)
- Compliance Sheet: Key SkillsDokument6 SeitenCompliance Sheet: Key SkillsAnoop VANoch keine Bewertungen
- Mizenboushi Method (未然防止法) : Good Design, Good Discussion, Good DissectionDokument45 SeitenMizenboushi Method (未然防止法) : Good Design, Good Discussion, Good DissectionXin Li100% (1)
- Schneider Production System: The Global Specialist in Energy ManagementDokument16 SeitenSchneider Production System: The Global Specialist in Energy ManagementAmrNoch keine Bewertungen
- Schneider Electric - R&D Job Description - 2024 BatchDokument32 SeitenSchneider Electric - R&D Job Description - 2024 BatchTejeswini KrishnanNoch keine Bewertungen
- Design Failure Mode and Effect Analysis - Case StuDokument13 SeitenDesign Failure Mode and Effect Analysis - Case Stusanjay chamoliNoch keine Bewertungen
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDokument6 SeitenDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNoch keine Bewertungen
- Peration Anagement: Concept of Quality Juran's PrincipleDokument24 SeitenPeration Anagement: Concept of Quality Juran's PrincipleAyushi BisenNoch keine Bewertungen
- Financial Statement AnalysisDokument61 SeitenFinancial Statement Analysisrajesh shekarNoch keine Bewertungen
- Production and Costs: MP TP Units of LabourDokument11 SeitenProduction and Costs: MP TP Units of LabourJoep MinderhoudNoch keine Bewertungen
- Controlling The Assembly Process With The Use of SPCDokument6 SeitenControlling The Assembly Process With The Use of SPCSRIDHAREEE61Noch keine Bewertungen
- Just in Time Manufacturing System: A Special Topic in Cost Accounting 2Dokument12 SeitenJust in Time Manufacturing System: A Special Topic in Cost Accounting 2Venn Bacus RabadonNoch keine Bewertungen
- Jakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeDokument24 SeitenJakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeLeonardoViannaNoch keine Bewertungen
- Wave Solder TaguchiDokument6 SeitenWave Solder TaguchivictoreaNoch keine Bewertungen
- Seminar On Statistical Process Control On Cylinder LinersDokument56 SeitenSeminar On Statistical Process Control On Cylinder LinersSatadru BeraNoch keine Bewertungen
- Outsourcing Strategies For Capital ProductivityDokument9 SeitenOutsourcing Strategies For Capital ProductivitySunnyVermaNoch keine Bewertungen
- Critical Book About Operations ManagementDokument40 SeitenCritical Book About Operations ManagementEsra Sitanggang0% (1)
- SPC Basics: Presented By: Tariq KhurshidDokument50 SeitenSPC Basics: Presented By: Tariq Khurshidtkhurshid3997Noch keine Bewertungen
- Software Development Project Manager in San Diego or Orange County California ResumeDokument2 SeitenSoftware Development Project Manager in San Diego or Orange County California ResumeTerry MillerNoch keine Bewertungen
- Chapter 34 - Types of Cost, Revenue and Profit, Short-Run and Long-Run ProductionDokument39 SeitenChapter 34 - Types of Cost, Revenue and Profit, Short-Run and Long-Run ProductionPhuong DaoNoch keine Bewertungen
- PFD, Pfmea & CPDokument482 SeitenPFD, Pfmea & CPnadi gobinda0% (1)
- The 5-Whys' Method: Example 1Dokument3 SeitenThe 5-Whys' Method: Example 1initiative1972Noch keine Bewertungen
- CEM 515 SPC Quiz Student Name: - Student NoDokument2 SeitenCEM 515 SPC Quiz Student Name: - Student NodjNoch keine Bewertungen
- Meenakshi Molding Private Limited Process FMEA: O C C U RDokument4 SeitenMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
- PFMEADokument13 SeitenPFMEASarigameNoch keine Bewertungen
- Design and Process FMEA TemplateDokument4 SeitenDesign and Process FMEA TemplateMadhuseptember2022100% (1)
- CorrectSPC PresentationDokument90 SeitenCorrectSPC Presentationpkj009Noch keine Bewertungen
- Cause & Effect TypesDokument5 SeitenCause & Effect TypesArun BiswalNoch keine Bewertungen
- 02-1-Development Process-PDD PDFDokument17 Seiten02-1-Development Process-PDD PDFChandan MishraNoch keine Bewertungen
- Plant Operations Director Manager in Dallas FT Worth TX Resume Kevin HuurmanDokument2 SeitenPlant Operations Director Manager in Dallas FT Worth TX Resume Kevin HuurmanKevinHuurmanNoch keine Bewertungen
- Variation and DefectsDokument16 SeitenVariation and DefectssushmaxNoch keine Bewertungen
- Split Core Current Transformers - Newtek Eletricals, CTS, PTS, Digital MetersDokument12 SeitenSplit Core Current Transformers - Newtek Eletricals, CTS, PTS, Digital MetersNewtek ElectricalsNoch keine Bewertungen
- Veritek VIPS 80LDokument2 SeitenVeritek VIPS 80LNutty ChaivaratNoch keine Bewertungen
- Xfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsDokument6 SeitenXfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsRoland JoldisNoch keine Bewertungen
- PAPP Checklists and FormsDokument4 SeitenPAPP Checklists and FormsA M100% (1)
- SMT Generic Control PlanDokument3 SeitenSMT Generic Control Plantuan mai vanNoch keine Bewertungen
- MSA (Measurement System Analys)Dokument19 SeitenMSA (Measurement System Analys)Dazslam New VersionNoch keine Bewertungen
- Design of A Process Qualification and Continued Process Verification Program Within An Enhanced Development FrameworkDokument20 SeitenDesign of A Process Qualification and Continued Process Verification Program Within An Enhanced Development Frameworkschumon100% (1)
- QA Assistant Studio PFMEA ExampleDokument1 SeiteQA Assistant Studio PFMEA ExampleIqraYounasNoch keine Bewertungen
- Potential Failure Modes and Effects AnalysisDokument15 SeitenPotential Failure Modes and Effects AnalysisPrakash RanjanNoch keine Bewertungen
- 2-Prod Kpi 2015Dokument12 Seiten2-Prod Kpi 2015Anonymous xXrCcFJS79Noch keine Bewertungen
- Process Matching Module 1Dokument30 SeitenProcess Matching Module 1Thanh Vũ Nguyễn100% (1)
- 00-10-040 - M - en IDENTIFICATION OF SR PRODUCTS PDFDokument32 Seiten00-10-040 - M - en IDENTIFICATION OF SR PRODUCTS PDFGašper BobnarNoch keine Bewertungen
- FMEA2002Dokument22 SeitenFMEA2002deleep6132Noch keine Bewertungen
- PPAP PriruckaDokument10 SeitenPPAP PriruckaKin MattNoch keine Bewertungen
- Failure Modes and EffectsDokument23 SeitenFailure Modes and Effectsdm mNoch keine Bewertungen
- GS-0002D, Design FMEADokument26 SeitenGS-0002D, Design FMEAmesa142100% (1)
- CounterfeitDokument5 SeitenCounterfeitVivek GoudNoch keine Bewertungen
- Quality Improvement Manager Engineer in Lincoln NE Resume Monte BainterDokument2 SeitenQuality Improvement Manager Engineer in Lincoln NE Resume Monte BainterMonteBainterNoch keine Bewertungen
- Moudling Operation GSIC Process: MouldingDokument13 SeitenMoudling Operation GSIC Process: MouldingBalakumaran MurugesanNoch keine Bewertungen
- What Is Form, Fit, Function & FeasibilityDokument1 SeiteWhat Is Form, Fit, Function & FeasibilityVijaya KumarNoch keine Bewertungen
- Trailer IATF DocumentsDokument77 SeitenTrailer IATF DocumentsSridharan VenkatNoch keine Bewertungen
- Quality Manager Senior Engineer in Los Angeles CA Resume Joannes HsueanDokument4 SeitenQuality Manager Senior Engineer in Los Angeles CA Resume Joannes HsueanJoannesHuseanNoch keine Bewertungen
- DFMEA Examples 29JUN2020 7.2.19Dokument24 SeitenDFMEA Examples 29JUN2020 7.2.19Mani Rathinam RajamaniNoch keine Bewertungen
- Audit Plan 审核计划: To be completed by theDokument3 SeitenAudit Plan 审核计划: To be completed by thegeorge liuNoch keine Bewertungen
- Process Capability - ToolDokument26 SeitenProcess Capability - ToolFouzan SoniwalaNoch keine Bewertungen
- LIFIDokument7 SeitenLIFIRajeshNoch keine Bewertungen
- ATX Specification - Revision 1.1, February 1996Dokument15 SeitenATX Specification - Revision 1.1, February 1996ivanagui2Noch keine Bewertungen
- Junction Box PDFDokument2 SeitenJunction Box PDFMohan ShanmugamNoch keine Bewertungen
- Black Box Software Testing: Introduction To Test DocumentationDokument29 SeitenBlack Box Software Testing: Introduction To Test DocumentationMohamed SaleemNoch keine Bewertungen
- PVsyst Simulation ReportDokument7 SeitenPVsyst Simulation ReportRandu Satria PutraNoch keine Bewertungen
- C Basic ExercisesDokument7 SeitenC Basic ExercisesAngelo MartinNoch keine Bewertungen
- 132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Dokument134 Seiten132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Sunil S I ShippingNoch keine Bewertungen
- Ludwig Eduard BoltzmannDokument10 SeitenLudwig Eduard BoltzmannMarkoNoch keine Bewertungen
- Effect of Aging in Bituminous MixesDokument15 SeitenEffect of Aging in Bituminous MixesyadavameNoch keine Bewertungen
- DefluoridationDokument13 SeitenDefluoridationSuha Yechwad100% (1)
- Design of Queensland Road Infrastructure For High Risk EnvironmentsDokument7 SeitenDesign of Queensland Road Infrastructure For High Risk EnvironmentsAnonymous fS6Znc9Noch keine Bewertungen
- B968B968M 10 Standard Test MethodDokument2 SeitenB968B968M 10 Standard Test Methodmarjan banooNoch keine Bewertungen
- Aim Algorithm ResultDokument10 SeitenAim Algorithm ResultSuraj Ramakrishnan100% (1)
- 7.0 Configuration Guide en USDokument395 Seiten7.0 Configuration Guide en USakdenizerdemNoch keine Bewertungen
- TP5 W9 S9 R0Dokument2 SeitenTP5 W9 S9 R0DickiEffendy0% (1)
- PPC Porcelain Solid Core Post Insulators and Operating RodsDokument23 SeitenPPC Porcelain Solid Core Post Insulators and Operating RodsCHRISTIANNoch keine Bewertungen
- 39 MeisingerDokument11 Seiten39 MeisingerBaru SomisettyNoch keine Bewertungen
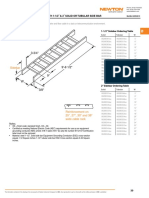
- Newton B CableRackDokument48 SeitenNewton B CableRackjuliocastNoch keine Bewertungen
- Equipment Damage Curves TransformersDokument8 SeitenEquipment Damage Curves TransformersrobertoseniorNoch keine Bewertungen
- Pal LeDokument10 SeitenPal LemoebiuszeroNoch keine Bewertungen
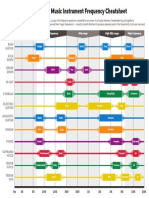
- Music Frequency Cheat SheetDokument1 SeiteMusic Frequency Cheat SheetLeonel Molina AlvaradoNoch keine Bewertungen
- Pivot PointDokument22 SeitenPivot Pointjanderclanderpeich100% (1)
- Dr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)Dokument37 SeitenDr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)MohammedSaadaniHassani67% (6)
- OpenSAP Sac1 Week 2 All SlidesDokument17 SeitenOpenSAP Sac1 Week 2 All SlidesTheJackNoch keine Bewertungen
- Drafting Technology Y2Dokument202 SeitenDrafting Technology Y2Anderson MarantanNoch keine Bewertungen
- CNC Lathe Machines PDFDokument7 SeitenCNC Lathe Machines PDFMetwally Naser100% (1)
- Warranty Card PDFDokument1 SeiteWarranty Card PDFEy AhNoch keine Bewertungen
- NEBB TAB Technician ProgramDokument2 SeitenNEBB TAB Technician Programmoelsaied569Noch keine Bewertungen
- Script Das Cores Iqoption ScriptDokument2 SeitenScript Das Cores Iqoption ScriptStallkie67% (3)
- Paccar PX 8 Spec SheetDokument6 SeitenPaccar PX 8 Spec SheetCarlos Alberto Gutierrez Lopez0% (1)