Das könnte Ihnen auch gefallen
- New Sensors and Processing ChainVon EverandNew Sensors and Processing ChainJean-Hugh ThomasNoch keine Bewertungen
- Dimension Edge Atomic Force Microscope - B074-RevC1Dokument8 SeitenDimension Edge Atomic Force Microscope - B074-RevC1Ivan Hernádez GutierrezNoch keine Bewertungen
- Akin c20 Mems2001Dokument4 SeitenAkin c20 Mems2001bl19cm7Noch keine Bewertungen
- Routing For Manufacturability and Reliability: FeatureDokument12 SeitenRouting For Manufacturability and Reliability: FeaturepvickyNoch keine Bewertungen
- HARM MachiningDokument5 SeitenHARM MachiningAnkit DasNoch keine Bewertungen
- Flip-Chip III-V-To-Silicon Photonics Interfaces For Optical SensorDokument7 SeitenFlip-Chip III-V-To-Silicon Photonics Interfaces For Optical Sensoranushpamathi SundararajanNoch keine Bewertungen
- SD Tech TLAS9004E 3Dokument8 SeitenSD Tech TLAS9004E 3Du RoyNoch keine Bewertungen
- Modeling and Simulation of LDMOS DeviceDokument5 SeitenModeling and Simulation of LDMOS DeviceamrNoch keine Bewertungen
- CH 2 - Nanofabrication - Photolithography (2022.02) - DR - BaoDokument70 SeitenCH 2 - Nanofabrication - Photolithography (2022.02) - DR - BaoLe Xuan HuyNoch keine Bewertungen
- CMOS-MEMS Resonators and Their Applications: Sheng-Shian LiDokument7 SeitenCMOS-MEMS Resonators and Their Applications: Sheng-Shian LimadhasNoch keine Bewertungen
- Single-Chip Condenser Miniature Microphone With A High Sensitive Circular Corrugated DiaphragmDokument4 SeitenSingle-Chip Condenser Miniature Microphone With A High Sensitive Circular Corrugated DiaphragmdenghueiNoch keine Bewertungen
- Thin Solid FilmsDokument7 SeitenThin Solid FilmsAnthi LakhonchaiNoch keine Bewertungen
- Promising Lithography Techniques For Next-GeneratiDokument15 SeitenPromising Lithography Techniques For Next-GeneratixellosdexNoch keine Bewertungen
- Nanobeam ProcessDokument6 SeitenNanobeam Processalessio.zicoschiNoch keine Bewertungen
- Week 3 - High Aspect Ratio Photolithography For MEMS Applications PDFDokument10 SeitenWeek 3 - High Aspect Ratio Photolithography For MEMS Applications PDFPreet Kamal SinghNoch keine Bewertungen
- In Summary, We Have Successfully Deposited Ald Molybdenum Oxide (Moox) With A Work Function of 6.21 Ev. TogetherDokument7 SeitenIn Summary, We Have Successfully Deposited Ald Molybdenum Oxide (Moox) With A Work Function of 6.21 Ev. Togetherغاده عبود جاسمNoch keine Bewertungen
- 07 Chapter2Dokument14 Seiten07 Chapter2PrarthnaNoch keine Bewertungen
- Navigating LNA Microwave Integrated CircuitsDokument4 SeitenNavigating LNA Microwave Integrated CircuitsArun KumarNoch keine Bewertungen
- X-Ray Lithography Can Be Extended To An Optical Resolution of 15 NM byDokument10 SeitenX-Ray Lithography Can Be Extended To An Optical Resolution of 15 NM byThư CaoNoch keine Bewertungen
- Chita Photography Tin ResistanceDokument19 SeitenChita Photography Tin ResistanceGdadbhhNoch keine Bewertungen
- Analysis of Multi-Layer Polymer Films: ExperimentalDokument2 SeitenAnalysis of Multi-Layer Polymer Films: ExperimentalClaudio Moretto JuniorNoch keine Bewertungen
- Single-Longitudinal-Mode Broadband Tunable Random LaserDokument5 SeitenSingle-Longitudinal-Mode Broadband Tunable Random LasergtemporaoNoch keine Bewertungen
- Liquid Crystal Polymer For Mems ApplicationDokument30 SeitenLiquid Crystal Polymer For Mems ApplicationAnusha BathalaNoch keine Bewertungen
- PM) 4% PM Qm. In: The Effects Source/Drain Resistance On Deep Submicrometer Device PerformanceDokument3 SeitenPM) 4% PM Qm. In: The Effects Source/Drain Resistance On Deep Submicrometer Device Performancechirag sharmaNoch keine Bewertungen
- Construction and Evaluation of A Traceable Metrological ScanningDokument6 SeitenConstruction and Evaluation of A Traceable Metrological ScanningDiana Alejandra Bermudez FajardoNoch keine Bewertungen
- Paper Presentation: Thermal Probe Maskless LithographyDokument4 SeitenPaper Presentation: Thermal Probe Maskless LithographyANJUNoch keine Bewertungen
- Topics in (Nano) Biotechnology: Microfabrication TechniquesDokument111 SeitenTopics in (Nano) Biotechnology: Microfabrication TechniquestprakashtceNoch keine Bewertungen
- Shaw 1997Dokument14 SeitenShaw 1997Rana Sabouni TabariNoch keine Bewertungen
- Characterisations of Silicon Carbide Coatings Deposited On Widia Plates by Chemical Vapour DepositionDokument5 SeitenCharacterisations of Silicon Carbide Coatings Deposited On Widia Plates by Chemical Vapour DepositionIoannis KapageridisNoch keine Bewertungen
- CMP in Semiconductor ManufacturingDokument8 SeitenCMP in Semiconductor Manufacturingjana kNoch keine Bewertungen
- Monolithic Ultra-High-Q Lithium Niobate Microring ResonatorDokument2 SeitenMonolithic Ultra-High-Q Lithium Niobate Microring ResonatorwlymjzdwNoch keine Bewertungen
- Silicon Nitride Films Deposited by RF Sputtering For Microstructure Fabrication in MEMSDokument11 SeitenSilicon Nitride Films Deposited by RF Sputtering For Microstructure Fabrication in MEMSbehzadjaziNoch keine Bewertungen
- A CMOS Optical Preamplifier For Wireless Infrared CommunicationsDokument8 SeitenA CMOS Optical Preamplifier For Wireless Infrared Communications郭圳龍Noch keine Bewertungen
- 2cmos PDFDokument11 Seiten2cmos PDFNagaNoch keine Bewertungen
- Dicing of Fragile MEMSDokument7 SeitenDicing of Fragile MEMSnabeel6564Noch keine Bewertungen
- Slovick2013 MaterialDokument7 SeitenSlovick2013 Materialsk7g13Noch keine Bewertungen
- PhotodetectorsDokument2 SeitenPhotodetectorsstefan adrianNoch keine Bewertungen
- Profilometry of Thin Films On Rough Substrates by Raman SpectrosDokument7 SeitenProfilometry of Thin Films On Rough Substrates by Raman SpectrosgjdapromiseNoch keine Bewertungen
- A 50-Mbit/s: Monolithic Optical ReceiverDokument8 SeitenA 50-Mbit/s: Monolithic Optical Receiverapi-19755952Noch keine Bewertungen
- ASPPaper AissaPID3534869Dokument3 SeitenASPPaper AissaPID3534869amey salunkeNoch keine Bewertungen
- Rectangular Microstrip AntennaDokument7 SeitenRectangular Microstrip AntennarameshdurairajNoch keine Bewertungen
- Mapper - Lithography in Nature BusinessDokument1 SeiteMapper - Lithography in Nature BusinessdewilibiawatiNoch keine Bewertungen
- Strongly Enhanced Second-Order Optical Nonlinearity in CMOS-compatible Al SC N Thin FilmsDokument7 SeitenStrongly Enhanced Second-Order Optical Nonlinearity in CMOS-compatible Al SC N Thin FilmsP.n. VinodNoch keine Bewertungen
- Tunable Large Free Spectral Range Microring Resonators in Lithium Niobate On InsulatorDokument7 SeitenTunable Large Free Spectral Range Microring Resonators in Lithium Niobate On InsulatorMaxwellNoch keine Bewertungen
- Brunets Et Al. - 2009 - Low-Temperature Fabricated TFTs On Polysilicon StripesDokument8 SeitenBrunets Et Al. - 2009 - Low-Temperature Fabricated TFTs On Polysilicon StripesBourne UltimaNoch keine Bewertungen
- Hedayati 2016Dokument4 SeitenHedayati 2016PrarthnaNoch keine Bewertungen
- Optical Fibre Nanotips Fabricated by A Dynamic Chemical Etching For Sensing ApplicationsDokument7 SeitenOptical Fibre Nanotips Fabricated by A Dynamic Chemical Etching For Sensing Applicationsblake birminghamNoch keine Bewertungen
- Colibrys Paper Ieee Plans 16Dokument7 SeitenColibrys Paper Ieee Plans 16Jayasuryaa G RNoch keine Bewertungen
- Lithographic ProcessesDokument4 SeitenLithographic ProcessesyokeshNoch keine Bewertungen
- FALLSEM2023-24 ECE1006 ETH VL2023240102503 2023-09-06 Reference-Material-VDokument39 SeitenFALLSEM2023-24 ECE1006 ETH VL2023240102503 2023-09-06 Reference-Material-Vvishnu prasadNoch keine Bewertungen
- LIGA Process - Micromachining Technique Using Synchrotron Radiation Lithography - and Some Industrial ApplicationsDokument6 SeitenLIGA Process - Micromachining Technique Using Synchrotron Radiation Lithography - and Some Industrial ApplicationsCông Huy TrịnhNoch keine Bewertungen
- Duo BinaryDokument8 SeitenDuo BinaryFarhan FarhanNoch keine Bewertungen
- 02 ICT LithoDokument47 Seiten02 ICT LithoCyrille MagdiNoch keine Bewertungen
- (Prof Dzung) Noise and Frequency Analyses of A Miniaturized 3-DOF Accelerometer Utilizing Silicon Nanowire Pie (1992)Dokument4 Seiten(Prof Dzung) Noise and Frequency Analyses of A Miniaturized 3-DOF Accelerometer Utilizing Silicon Nanowire Pie (1992)Quan LinhNoch keine Bewertungen
- Ultramicroscopy: P. Biczysko, A. Dzierka, G. Jó Zwiak, M. Rudek, T. Gotszalk, P. Janus, P. Grabiec, I.W. RangelowDokument10 SeitenUltramicroscopy: P. Biczysko, A. Dzierka, G. Jó Zwiak, M. Rudek, T. Gotszalk, P. Janus, P. Grabiec, I.W. RangelowseptianNoch keine Bewertungen
- VAC Choke Multivariadores sandCoresDatasheetDokument16 SeitenVAC Choke Multivariadores sandCoresDatasheetjavier Z CuapioNoch keine Bewertungen
- Ultra Wide Band Low Noise Amplifier For Communication Receivers in 0.18 M CMOS TechnologyDokument4 SeitenUltra Wide Band Low Noise Amplifier For Communication Receivers in 0.18 M CMOS TechnologyerpublicationNoch keine Bewertungen
- Ink-Jet Printed Conducting Polyaniline Based Flexible Humidity SensorDokument4 SeitenInk-Jet Printed Conducting Polyaniline Based Flexible Humidity Sensorankurgohel07Noch keine Bewertungen
- 1361 6528/aa7a54Dokument10 Seiten1361 6528/aa7a54hamidNoch keine Bewertungen
- On Analog Silicon Photomultipliers in Standard 55-Nm BCD Technology For Lidar ApplicationsDokument7 SeitenOn Analog Silicon Photomultipliers in Standard 55-Nm BCD Technology For Lidar ApplicationsaakarshNoch keine Bewertungen
- T1 BS Project Descriptive SummaryDokument4 SeitenT1 BS Project Descriptive SummarySwaraj BiswasNoch keine Bewertungen
- End Sem Time Table Spring 2019-Draft-11.04.19Dokument1 SeiteEnd Sem Time Table Spring 2019-Draft-11.04.19Swaraj BiswasNoch keine Bewertungen
- Contributing Variables For The ObjectivesDokument1 SeiteContributing Variables For The ObjectivesSwaraj BiswasNoch keine Bewertungen
- General KnowledgeDokument1 SeiteGeneral KnowledgeSwaraj BiswasNoch keine Bewertungen
- BS-MS Thesis Monitoring and EvaluationDokument10 SeitenBS-MS Thesis Monitoring and EvaluationSwaraj BiswasNoch keine Bewertungen
- Untold Truth 1Dokument1 SeiteUntold Truth 1Swaraj BiswasNoch keine Bewertungen
- Heterocyclic Compounds: Lecture Note-3 Organic Chemistry CHE 502Dokument70 SeitenHeterocyclic Compounds: Lecture Note-3 Organic Chemistry CHE 502Asif Khan100% (1)
- Principles of CheDokument1 SeitePrinciples of CheSwaraj BiswasNoch keine Bewertungen
- Summer Research Fellowship Programme - 2017: InvitesDokument1 SeiteSummer Research Fellowship Programme - 2017: InvitesSwaraj BiswasNoch keine Bewertungen
- Academic Calendar Spring 2019Dokument1 SeiteAcademic Calendar Spring 2019Subhajit ChakrabortyNoch keine Bewertungen
- GATE 2014 Answer Keys For CY Chemistry: Section Q. No. Key / Range Marks Section Q. No. Key / Range MarksDokument1 SeiteGATE 2014 Answer Keys For CY Chemistry: Section Q. No. Key / Range Marks Section Q. No. Key / Range MarksSayan Kumar KhanNoch keine Bewertungen
- Principles of CheDokument1 SeitePrinciples of CheSwaraj BiswasNoch keine Bewertungen
- Olefin Metathesis: 2005 Chemistry Nobel PrizeDokument19 SeitenOlefin Metathesis: 2005 Chemistry Nobel PrizeSwaraj BiswasNoch keine Bewertungen
- Summer Research Fellowship Programme - 2017: InvitesDokument1 SeiteSummer Research Fellowship Programme - 2017: InvitesSwaraj BiswasNoch keine Bewertungen
- Problem Set 1 - BMDokument1 SeiteProblem Set 1 - BMSwaraj BiswasNoch keine Bewertungen
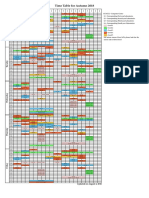
- Time Table Autumn 2018Dokument1 SeiteTime Table Autumn 2018Swaraj BiswasNoch keine Bewertungen
- Problem Set 1 - BMDokument1 SeiteProblem Set 1 - BMSwaraj BiswasNoch keine Bewertungen
- Summer Research Fellowship Programme 2018: Candidates Selected - Materials SciencesDokument1 SeiteSummer Research Fellowship Programme 2018: Candidates Selected - Materials SciencesSwaraj BiswasNoch keine Bewertungen
- Problem Set 2 - BMDokument1 SeiteProblem Set 2 - BMSwaraj BiswasNoch keine Bewertungen
- External Fellowships Revised List 8-29-12Dokument8 SeitenExternal Fellowships Revised List 8-29-12Swaraj BiswasNoch keine Bewertungen
- Handout 4Dokument13 SeitenHandout 4Swaraj BiswasNoch keine Bewertungen
- 10 1021@acs Chemrev 6bDokument61 Seiten10 1021@acs Chemrev 6bSwaraj BiswasNoch keine Bewertungen
- CH3101 ASsignmentDokument21 SeitenCH3101 ASsignmentSwaraj BiswasNoch keine Bewertungen
- Revised AIS Rule Vol II IAS Rule 01 0 PDFDokument42 SeitenRevised AIS Rule Vol II IAS Rule 01 0 PDFLone RangerNoch keine Bewertungen
- A Enm 201600826Dokument6 SeitenA Enm 201600826Swaraj BiswasNoch keine Bewertungen
- 172 Adv Mater Single Molecule Electronic DevicesDokument26 Seiten172 Adv Mater Single Molecule Electronic DevicesSwaraj BiswasNoch keine Bewertungen
- Expt 1 and 2Dokument3 SeitenExpt 1 and 2Swaraj BiswasNoch keine Bewertungen
- BBR 3Dokument2 SeitenBBR 3Swaraj BiswasNoch keine Bewertungen
- Academic Calendar Autumn 2017Dokument2 SeitenAcademic Calendar Autumn 2017Swaraj BiswasNoch keine Bewertungen
- Industrial Automation MOTOR CLASSDokument18 SeitenIndustrial Automation MOTOR CLASSAlamin SikderNoch keine Bewertungen
- Rohaizat JMCWM10.1007 - s10163 017 0672 7Dokument10 SeitenRohaizat JMCWM10.1007 - s10163 017 0672 7Hadi Iz'aanNoch keine Bewertungen
- Report of Fsi Simulation in Star CCMDokument9 SeitenReport of Fsi Simulation in Star CCMBắc Phạm LêNoch keine Bewertungen
- Lecture Guide in Vector AnalysisDokument10 SeitenLecture Guide in Vector AnalysisAnonymous KbUDRGqRKNoch keine Bewertungen
- Biochemistry Concepts and Connections 1st Edition Appling Solutions ManualDokument7 SeitenBiochemistry Concepts and Connections 1st Edition Appling Solutions Manualscarletwilliamnfz100% (32)
- Test Unit 6Dokument2 SeitenTest Unit 6Alina Skybuk0% (1)
- PROBLEMS of Energy BallanceDokument35 SeitenPROBLEMS of Energy BallanceDiah Wulan AyuningtiasNoch keine Bewertungen
- Production of Oxygen From Cryogenic Air SeparationDokument4 SeitenProduction of Oxygen From Cryogenic Air SeparationAbdullah N. TahirNoch keine Bewertungen
- CH 01 Edited PDFDokument10 SeitenCH 01 Edited PDFabbyNoch keine Bewertungen
- Seismaic Behaviour of Isloated BridgesDokument41 SeitenSeismaic Behaviour of Isloated Bridgespraveenpv7100% (1)
- Nortek Primers - Getting Started With Waves MeasurementsDokument9 SeitenNortek Primers - Getting Started With Waves MeasurementsKarun DasNoch keine Bewertungen
- Tunnelling Topic 3Dokument23 SeitenTunnelling Topic 3MMM-2012Noch keine Bewertungen
- SURFYNOL® 465 Surfactant: Nonionic Dynamic Wetting AgentDokument2 SeitenSURFYNOL® 465 Surfactant: Nonionic Dynamic Wetting AgentJeidy Estefania Serrano MarquinNoch keine Bewertungen
- Engg PhysicsDokument2 SeitenEngg PhysicsBabin BidNoch keine Bewertungen
- Chem2 Laboratory Manual MLS LA1 7 PrelimDokument52 SeitenChem2 Laboratory Manual MLS LA1 7 Prelimsampong mga dalereNoch keine Bewertungen
- TLCDokument6 SeitenTLCDoni DermawanNoch keine Bewertungen
- Heat Transfer Lab Experiment Report PDFDokument5 SeitenHeat Transfer Lab Experiment Report PDFNasih AhmadNoch keine Bewertungen
- Speed of LightDokument37 SeitenSpeed of LightBooks for IslamNoch keine Bewertungen
- Organic Chemistry Module (Part 1)Dokument6 SeitenOrganic Chemistry Module (Part 1)Rita ZhouNoch keine Bewertungen
- Candy Bar TectonicsDokument2 SeitenCandy Bar Tectonicspandrea112285Noch keine Bewertungen
- Biochemical Examination of UrineDokument40 SeitenBiochemical Examination of UrineAshley Nicole Delizo100% (1)
- Iit Chemistry: Goc (Electronic Effect)Dokument35 SeitenIit Chemistry: Goc (Electronic Effect)swadhin100% (1)
- Design and Construction of Raceways and Other Flow-Through SystemsDokument9 SeitenDesign and Construction of Raceways and Other Flow-Through SystemsFlorentina SuduNoch keine Bewertungen
- The Importance of Geochemistry in The Management of Lake Environments Analysis of Parameters Composing The Water Quality Index (Wqi)Dokument11 SeitenThe Importance of Geochemistry in The Management of Lake Environments Analysis of Parameters Composing The Water Quality Index (Wqi)Ana Carina MatosNoch keine Bewertungen
- Pre PSPM Set 1 (SK015)Dokument13 SeitenPre PSPM Set 1 (SK015).....Noch keine Bewertungen
- Guideline For Choosing A Property MethodDokument12 SeitenGuideline For Choosing A Property MethodAtul JainNoch keine Bewertungen
- OTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic LiquidsDokument18 SeitenOTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic Liquidsjose floresNoch keine Bewertungen
- Arihant 40 Days Crash Course For JEE Mains 2022 PhysicsDokument517 SeitenArihant 40 Days Crash Course For JEE Mains 2022 PhysicsNihilism: Nothing and Everything100% (1)
- 2013 GC Test 4 1Dokument6 Seiten2013 GC Test 4 1api-246009015Noch keine Bewertungen
- Static Electric FieldsDokument175 SeitenStatic Electric FieldsAli Ahmad100% (1)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (81)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (5)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (122)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- A Place of My Own: The Architecture of DaydreamsVon EverandA Place of My Own: The Architecture of DaydreamsBewertung: 4 von 5 Sternen4/5 (242)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Packing for Mars: The Curious Science of Life in the VoidVon EverandPacking for Mars: The Curious Science of Life in the VoidBewertung: 4 von 5 Sternen4/5 (1395)
- The Weather Machine: A Journey Inside the ForecastVon EverandThe Weather Machine: A Journey Inside the ForecastBewertung: 3.5 von 5 Sternen3.5/5 (31)
- The Knowledge: How to Rebuild Our World from ScratchVon EverandThe Knowledge: How to Rebuild Our World from ScratchBewertung: 3.5 von 5 Sternen3.5/5 (133)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterVon EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterBewertung: 5 von 5 Sternen5/5 (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionVon EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionBewertung: 4.5 von 5 Sternen4.5/5 (2)