Das könnte Ihnen auch gefallen
- Pocket Guide to Preventing Process Plant Materials Mix-upsVon EverandPocket Guide to Preventing Process Plant Materials Mix-upsNoch keine Bewertungen
- How To View The Material Certificate? - Part 1: EN10204 HISTORYDokument11 SeitenHow To View The Material Certificate? - Part 1: EN10204 HISTORYQaisir MehmoodNoch keine Bewertungen
- Handbook of Adhesive Bonded Structural RepairVon EverandHandbook of Adhesive Bonded Structural RepairBewertung: 5 von 5 Sternen5/5 (1)
- Sampling and Testing Procedures For Materials & Products For ConstructionDokument49 SeitenSampling and Testing Procedures For Materials & Products For ConstructionN P Srinivasarao100% (1)
- Jig and Tool Instruction: Acceptance, Testing, Release and Inspection Marks of Special ToolingDokument8 SeitenJig and Tool Instruction: Acceptance, Testing, Release and Inspection Marks of Special ToolingRafaelNoch keine Bewertungen
- Method Statement For Coating of TanksDokument18 SeitenMethod Statement For Coating of Tanksmkcsekar79% (14)
- How To View The Material Certificate: By: Eng. Mohamed Farouk BayomiDokument9 SeitenHow To View The Material Certificate: By: Eng. Mohamed Farouk BayominwohaNoch keine Bewertungen
- Quality Control Manual: Function and ObjectiveDokument6 SeitenQuality Control Manual: Function and ObjectivechandraNoch keine Bewertungen
- Construction Quality Plan G16BDokument8 SeitenConstruction Quality Plan G16BDavid SeeNoch keine Bewertungen
- En 15085-2 Procedure ManualDokument8 SeitenEn 15085-2 Procedure ManualKDTNoch keine Bewertungen
- Guidance On Safety of ECG Device - China RegulationDokument16 SeitenGuidance On Safety of ECG Device - China RegulationM H Keerthi ChandraNoch keine Bewertungen
- Receiving Inspection: 1.0 PurposeDokument4 SeitenReceiving Inspection: 1.0 PurposeEdward ChalloyNoch keine Bewertungen
- Welding Material Control ProceduresDokument2 SeitenWelding Material Control ProceduresjacquesmayolNoch keine Bewertungen
- Identification and TraceabilityDokument6 SeitenIdentification and Traceabilityandruta1978100% (1)
- PVC Coated Conduit ProcedureDokument7 SeitenPVC Coated Conduit ProcedureAlexey LeonichevNoch keine Bewertungen
- Quality Check 20141031Dokument3 SeitenQuality Check 20141031harish puNoch keine Bewertungen
- Traceability ProcedureDokument9 SeitenTraceability Procedurekingofpenetration100% (3)
- Precast Concrete Technician Study GuideDokument37 SeitenPrecast Concrete Technician Study Guidefree4bruceNoch keine Bewertungen
- 1.1 Signing Off The ProductDokument3 Seiten1.1 Signing Off The ProductJSG GroupNoch keine Bewertungen
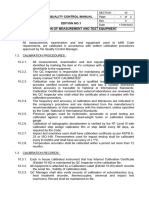
- 15-Sec 10 - CalibrationDokument2 Seiten15-Sec 10 - CalibrationMo ZeroNoch keine Bewertungen
- Engineering ProceduresDokument23 SeitenEngineering ProceduresadammzjinNoch keine Bewertungen
- P01-Welding Consm ControlDokument5 SeitenP01-Welding Consm ControlvenkateshNoch keine Bewertungen
- 21-Product Safety ProcedureDokument1 Seite21-Product Safety ProcedurealijadoonNoch keine Bewertungen
- ND No. 2-020101-130-E-3Dokument239 SeitenND No. 2-020101-130-E-3ANTON NEAGUNoch keine Bewertungen
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDokument5 SeitenSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNoch keine Bewertungen
- Inspection Test Procedure ModelDokument8 SeitenInspection Test Procedure ModelMahesh SuthaNoch keine Bewertungen
- Handling & Shipping ProcedureDokument4 SeitenHandling & Shipping ProcedureRidoNoch keine Bewertungen
- Valve InspectionDokument6 SeitenValve InspectionMuhammad ZainNoch keine Bewertungen
- BS EN 10204 - Type 3.2 Inspection CertificationDokument2 SeitenBS EN 10204 - Type 3.2 Inspection CertificationTh NattapongNoch keine Bewertungen
- Accurate PackingDokument9 SeitenAccurate PackingAris PurnamaNoch keine Bewertungen
- Deaerator PolicyDokument4 SeitenDeaerator Policydony ramdhaniNoch keine Bewertungen
- Inspection DocumentsDokument6 SeitenInspection DocumentsTulen CabuldinNoch keine Bewertungen
- Recovered Energy, Inc. Quality Control ManualDokument16 SeitenRecovered Energy, Inc. Quality Control ManualpeymanNoch keine Bewertungen
- Standard Operating Procedure: Title: Materials Control - Work in Process (WIP) ApprovalsDokument2 SeitenStandard Operating Procedure: Title: Materials Control - Work in Process (WIP) ApprovalsRAHUL YADAV100% (1)
- Part K MATERIALS 430 - Erstl - K - Egstl - K-CV - 2013Dokument209 SeitenPart K MATERIALS 430 - Erstl - K - Egstl - K-CV - 2013Dave DumontNoch keine Bewertungen
- Piping Inspect & Testing ProcedureDokument11 SeitenPiping Inspect & Testing ProcedureErlanggaBonaparteNoch keine Bewertungen
- 1.09-Rev G Documents and Records - NewDokument2 Seiten1.09-Rev G Documents and Records - NewarunradNoch keine Bewertungen
- Senior Welding Inspector Signing Off Handout Appendix 1 PDFDokument3 SeitenSenior Welding Inspector Signing Off Handout Appendix 1 PDFkatfy1Noch keine Bewertungen
- Pneumatic ProcedureDokument3 SeitenPneumatic ProcedureAAISAT100% (1)
- Ba02 Mer ZZ ZZ TC F SPRN 0001 Sprinklers Pressure Test (Level 2b) - Rev01Dokument25 SeitenBa02 Mer ZZ ZZ TC F SPRN 0001 Sprinklers Pressure Test (Level 2b) - Rev01paredescaxNoch keine Bewertungen
- QM SampleDokument13 SeitenQM SampleHoque AnamulNoch keine Bewertungen
- AQSIQ Notice No.151 (2012) PDFDokument12 SeitenAQSIQ Notice No.151 (2012) PDFarbor02Noch keine Bewertungen
- Control of Quality Control ManualDokument25 SeitenControl of Quality Control ManualWahyu HarisantoNoch keine Bewertungen
- Site Inspection ManualDokument196 SeitenSite Inspection ManualMahmoudNoch keine Bewertungen
- B&M Industrial Services QCSMDokument14 SeitenB&M Industrial Services QCSMAb Wajid FarukiNoch keine Bewertungen
- Offshore Mooring ChainDokument33 SeitenOffshore Mooring ChainNguyen ThangNoch keine Bewertungen
- Mobile SS 132-33KV 63MVA - September 2020Dokument140 SeitenMobile SS 132-33KV 63MVA - September 2020mercedesbestsupplierNoch keine Bewertungen
- 10-Sec 5 - Exam & InspDokument3 Seiten10-Sec 5 - Exam & InspMo ZeroNoch keine Bewertungen
- PBI-CCP-QA-0001 QA Welding Consumable Control ProcedureDokument15 SeitenPBI-CCP-QA-0001 QA Welding Consumable Control ProcedureTadaya KasaharaNoch keine Bewertungen
- H - Proc Notices-Notices 035 K-Notice Doc 30740 280111742Dokument107 SeitenH - Proc Notices-Notices 035 K-Notice Doc 30740 280111742AsimNoch keine Bewertungen
- O - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingDokument10 SeitenO - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingMDhana SekarNoch keine Bewertungen
- Scope of Work (Sow)Dokument10 SeitenScope of Work (Sow)Asongwe HansNoch keine Bewertungen
- (05727) - Precast Concrete Technician Study GuideDokument37 Seiten(05727) - Precast Concrete Technician Study GuideTharach JanesuapasaereeNoch keine Bewertungen
- Switch GearDokument7 SeitenSwitch GearpanduranganraghuramaNoch keine Bewertungen
- Ead 330153 00 0602 Cartrigde Fired Pins 2015Dokument24 SeitenEad 330153 00 0602 Cartrigde Fired Pins 2015bmnNoch keine Bewertungen
- Traceability ProcedureDokument9 SeitenTraceability ProcedureRoshan Aravinth100% (2)
- Calibration Procedure.Dokument7 SeitenCalibration Procedure.Mohammed Kamal71% (7)
- QMS 075 Procedure For Product Identification and Traceability SampleDokument2 SeitenQMS 075 Procedure For Product Identification and Traceability SampleAli Saifullizan Ismail100% (1)
- Method Statement For Fabrication and Installation of Pipe SupportsDokument21 SeitenMethod Statement For Fabrication and Installation of Pipe SupportsĐinh Văn KiênNoch keine Bewertungen
- CD M&W 2008 Ed - Sect 2 - CD Valves and PrefiltersDokument12 SeitenCD M&W 2008 Ed - Sect 2 - CD Valves and PrefiltersThamaraiselvan RamadossNoch keine Bewertungen
- Procedure For Contract ReviewDokument7 SeitenProcedure For Contract ReviewAmine ChahiNoch keine Bewertungen
- Procedure Risk ManagementDokument2 SeitenProcedure Risk ManagementAnbuNoch keine Bewertungen
- Procedure - Equipment ValidationDokument2 SeitenProcedure - Equipment Validationشادي الاخرس100% (2)
- Sample Prod ScheduleDokument1 SeiteSample Prod ScheduleIyllaJeanDosenbach100% (1)
- Procedure - Equipment ValidationDokument2 SeitenProcedure - Equipment Validationشادي الاخرس100% (2)
- Devdatt Industries Title: Competency Matrix: Designation Qualification ExperienceDokument1 SeiteDevdatt Industries Title: Competency Matrix: Designation Qualification ExperienceAmine ChahiNoch keine Bewertungen
- Daily Maintanance Checklist For MachineDokument3 SeitenDaily Maintanance Checklist For Machineyouni_20050% (1)
- NCR Closer Monitoring Sheet: Kalyani Forge LTDDokument1 SeiteNCR Closer Monitoring Sheet: Kalyani Forge LTDAmine ChahiNoch keine Bewertungen
- Samples of Quality PolicyDokument7 SeitenSamples of Quality PolicyAmine ChahiNoch keine Bewertungen
- Customer Improvement Plan PDFDokument1 SeiteCustomer Improvement Plan PDFAmine ChahiNoch keine Bewertungen
- Cal History Cards PDFDokument1 SeiteCal History Cards PDFAmine ChahiNoch keine Bewertungen
- NCR Closer Monitoring Sheet: Kalyani Forge LTDDokument1 SeiteNCR Closer Monitoring Sheet: Kalyani Forge LTDAmine ChahiNoch keine Bewertungen
- Inprocess Inspection Report: SL - No Description Specification RemarkDokument1 SeiteInprocess Inspection Report: SL - No Description Specification RemarkAmine ChahiNoch keine Bewertungen
- Document Distribution Record PDFDokument1 SeiteDocument Distribution Record PDFAmine ChahiNoch keine Bewertungen
- Verbal Order RegisterDokument1 SeiteVerbal Order RegisterAmine ChahiNoch keine Bewertungen
- Corrective Action FormDokument1 SeiteCorrective Action FormAmine ChahiNoch keine Bewertungen
- Devdatt Industries Title: List of EmployeesDokument2 SeitenDevdatt Industries Title: List of EmployeesAmine ChahiNoch keine Bewertungen
- 4.53 Change Management ProcedureDokument4 Seiten4.53 Change Management ProcedureAbdel Nasser AdamNoch keine Bewertungen
- Details of InstrumentsDokument1 SeiteDetails of InstrumentsAmine ChahiNoch keine Bewertungen
- Supplier Rating ProcedureDokument4 SeitenSupplier Rating ProcedureAmine Chahi100% (1)
- Training Need Identification For StaffDokument3 SeitenTraining Need Identification For StaffAmine ChahiNoch keine Bewertungen
- Devdatt Industries Title: Skill MatrixDokument1 SeiteDevdatt Industries Title: Skill MatrixAmine ChahiNoch keine Bewertungen
- Inprocess Inspection Report: SL - No Description Specification RemarkDokument1 SeiteInprocess Inspection Report: SL - No Description Specification RemarkAmine ChahiNoch keine Bewertungen
- Analysis of Quality ObjectivesDokument1 SeiteAnalysis of Quality ObjectivesAmine ChahiNoch keine Bewertungen
- Staff Induction ProgramDokument5 SeitenStaff Induction ProgramAmine ChahiNoch keine Bewertungen
- All Work InstructionsDokument7 SeitenAll Work InstructionsAmine Chahi100% (1)
- Cal History Cards PDFDokument1 SeiteCal History Cards PDFAmine ChahiNoch keine Bewertungen
- Control of Documents PDFDokument6 SeitenControl of Documents PDFAmine ChahiNoch keine Bewertungen
- Training Need Identification For StaffDokument3 SeitenTraining Need Identification For StaffAmine ChahiNoch keine Bewertungen
- Ultimate Electronics - Book - CircuitLabDokument3 SeitenUltimate Electronics - Book - CircuitLabEldon50% (2)
- Pile Capacity - An Overview - ScienceDirect TopicsDokument15 SeitenPile Capacity - An Overview - ScienceDirect TopicssurNoch keine Bewertungen
- Ultraviolet Flame Detector: Omniguard Model 660Dokument2 SeitenUltraviolet Flame Detector: Omniguard Model 660carlosNoch keine Bewertungen
- Review. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesDokument11 SeitenReview. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesEmilio Patané SpataroNoch keine Bewertungen
- Making Women's Medicine Masculine: OxpordDokument17 SeitenMaking Women's Medicine Masculine: OxpordAdolfo Baqueiro100% (1)
- SOL-Logarithm, Surds and IndicesDokument12 SeitenSOL-Logarithm, Surds and Indicesdevli falduNoch keine Bewertungen
- MHSS ItalyDokument9 SeitenMHSS Italyromedic36Noch keine Bewertungen
- Inglês - Degrees of ComparisonDokument4 SeitenInglês - Degrees of ComparisonVersehgi IINoch keine Bewertungen
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Dokument230 SeitenSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNoch keine Bewertungen
- Wearable BiosensorsDokument16 SeitenWearable BiosensorsShreehari Haridasan100% (1)
- Capital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisDokument16 SeitenCapital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisHaris FendiarNoch keine Bewertungen
- SFN ProfileDokument4 SeitenSFN Profiledinesh panchalNoch keine Bewertungen
- The Aerodynamics of ParachutesDokument78 SeitenThe Aerodynamics of Parachutesstevehuppert50% (2)
- SPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESDokument17 SeitenSPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESPranavBalarajuNoch keine Bewertungen
- Mecanica MD - AZG-UDokument29 SeitenMecanica MD - AZG-UStefanoViganóNoch keine Bewertungen
- Kick-Ass Customer Service-Part 1Dokument3 SeitenKick-Ass Customer Service-Part 1Mahfuzul Haque SujanNoch keine Bewertungen
- NC Error PropagationDokument12 SeitenNC Error PropagationSalman KhanNoch keine Bewertungen
- Rexroth Hd2 ControlairDokument15 SeitenRexroth Hd2 ControlairRafaelNoch keine Bewertungen
- Centralized PurchasingDokument2 SeitenCentralized PurchasingbiyyamobulreddyNoch keine Bewertungen
- Compressor-Less: Historical ApplicationsDokument70 SeitenCompressor-Less: Historical Applicationssuryakantshrotriya100% (1)
- INS2015 Fundamentals of Finance HungCV 1Dokument3 SeitenINS2015 Fundamentals of Finance HungCV 1Phương Anh NguyễnNoch keine Bewertungen
- NCR Supplier PPAP Training PresentationDokument166 SeitenNCR Supplier PPAP Training PresentationRajeev ChadhaNoch keine Bewertungen
- Addressing Diversity Through The Years Special and Inclusive EducationDokument6 SeitenAddressing Diversity Through The Years Special and Inclusive EducationJiezel SurinNoch keine Bewertungen
- ENIRAM - Guide To Dynamic Trim Optimization 280611 PDFDokument14 SeitenENIRAM - Guide To Dynamic Trim Optimization 280611 PDFPhineas MagellanNoch keine Bewertungen
- Accommodating Expansion of Brickwork: Technical Notes 18ADokument13 SeitenAccommodating Expansion of Brickwork: Technical Notes 18AWissam AlameddineNoch keine Bewertungen
- Olympiad Problem 2Dokument3 SeitenOlympiad Problem 2Đạt Nguyễn BáNoch keine Bewertungen
- THE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFDokument3 SeitenTHE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFUjjwalNoch keine Bewertungen
- Cable Systems For High and Extra-High Voltage: Development, Manufacture, Testing, Installation and Operation of Cables and Their AccessoriesDokument1 SeiteCable Systems For High and Extra-High Voltage: Development, Manufacture, Testing, Installation and Operation of Cables and Their AccessorieseddisonfhNoch keine Bewertungen
- Chapter4 RetainingwallDokument55 SeitenChapter4 RetainingwallNur HazwaniNoch keine Bewertungen
- Makaut Grade Card Collection Notice 2018-19Dokument1 SeiteMakaut Grade Card Collection Notice 2018-19Sourav PandaNoch keine Bewertungen
- Quantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityVon EverandQuantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityBewertung: 2 von 5 Sternen2/5 (1)
- STEM Labs for Physical Science, Grades 6 - 8Von EverandSTEM Labs for Physical Science, Grades 6 - 8Bewertung: 3.5 von 5 Sternen3.5/5 (6)
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionVon EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Lower Secondary Science Workbook: Stage 8Von EverandLower Secondary Science Workbook: Stage 8Bewertung: 5 von 5 Sternen5/5 (1)
- A-level Biology Revision: Cheeky Revision ShortcutsVon EverandA-level Biology Revision: Cheeky Revision ShortcutsBewertung: 5 von 5 Sternen5/5 (5)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNoch keine Bewertungen
- Interactive Science Notebook: The Human Body WorkbookVon EverandInteractive Science Notebook: The Human Body WorkbookBewertung: 4 von 5 Sternen4/5 (2)
- Nature-Based Learning for Young Children: Anytime, Anywhere, on Any BudgetVon EverandNature-Based Learning for Young Children: Anytime, Anywhere, on Any BudgetBewertung: 5 von 5 Sternen5/5 (1)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsVon EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsBewertung: 4 von 5 Sternen4/5 (5)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)Von EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Bewertung: 4 von 5 Sternen4/5 (12)
- Interactive Notebook: Life Science, Grades 5 - 8Von EverandInteractive Notebook: Life Science, Grades 5 - 8Bewertung: 5 von 5 Sternen5/5 (4)
- Nature Preschools and Forest Kindergartens: The Handbook for Outdoor LearningVon EverandNature Preschools and Forest Kindergartens: The Handbook for Outdoor LearningBewertung: 3.5 von 5 Sternen3.5/5 (3)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookVon EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNoch keine Bewertungen
- Creative Investigations in Early Engineering and TechnologyVon EverandCreative Investigations in Early Engineering and TechnologyNoch keine Bewertungen
- The Cell and Division Biology for Kids | Children's Biology BooksVon EverandThe Cell and Division Biology for Kids | Children's Biology BooksNoch keine Bewertungen
- How Do Cell Phones Work? Technology Book for Kids | Children's How Things Work BooksVon EverandHow Do Cell Phones Work? Technology Book for Kids | Children's How Things Work BooksNoch keine Bewertungen