Das könnte Ihnen auch gefallen
- VVVVVVVVVVVVVVVTDokument102 SeitenVVVVVVVVVVVVVVVTHajer Al-KhazrajiNoch keine Bewertungen
- Dacon AndtDokument30 SeitenDacon AndtCepi Sindang Kamulan100% (1)
- Importance of NDTDokument10 SeitenImportance of NDTLalit Bom MallaNoch keine Bewertungen
- NDT and E International: Rollo Jarvis, Peter Cawley, Peter B. NagyDokument10 SeitenNDT and E International: Rollo Jarvis, Peter Cawley, Peter B. NagyRafael FerraresiNoch keine Bewertungen
- Ultrasonic Sampling Phased Array Testing As A Replacement For X-Ray Testing of Weld Joints in Ship ConstructionDokument4 SeitenUltrasonic Sampling Phased Array Testing As A Replacement For X-Ray Testing of Weld Joints in Ship ConstructionRiza KhanNoch keine Bewertungen
- Chapter No 10Dokument7 SeitenChapter No 10MuhammadAwaisNoch keine Bewertungen
- Engineering Standards Manual STD-342-100 ITM-1306-NDE-UT-100 Ultrasonic Thickness TestingDokument9 SeitenEngineering Standards Manual STD-342-100 ITM-1306-NDE-UT-100 Ultrasonic Thickness TestingShrikant UtekarNoch keine Bewertungen
- 27 251s PDFDokument6 Seiten27 251s PDFDurgamadhaba MishraNoch keine Bewertungen
- Non Destructive TestingDokument27 SeitenNon Destructive TestingBHARGAV Bharati100% (1)
- NDT (Methods & Applications)Dokument16 SeitenNDT (Methods & Applications)Ahmed Adel100% (1)
- Handheld Sizing StressDokument18 SeitenHandheld Sizing StressAntonio PerezNoch keine Bewertungen
- Nondestructive Testing - WikipediaDokument7 SeitenNondestructive Testing - Wikipediaaniket waghNoch keine Bewertungen
- List NDT Techniques Commonly Used For Inspecting and ComponentsDokument12 SeitenList NDT Techniques Commonly Used For Inspecting and ComponentscollinsNoch keine Bewertungen
- NDT AmtDokument26 SeitenNDT AmtRammohan YSNoch keine Bewertungen
- A Fully Non Contact Ultrasonic Propagation Imaging System For ClosedDokument12 SeitenA Fully Non Contact Ultrasonic Propagation Imaging System For ClosedMinhazul Abedin RiadNoch keine Bewertungen
- DAVIDDokument12 SeitenDAVIDhercheys aberteNoch keine Bewertungen
- NDT TechniquesDokument14 SeitenNDT TechniquesSreedhar Patnaik.MNoch keine Bewertungen
- NT NDT 008 Corrosion, Internal Detection and Sizing, Manual Ultrasonics.Dokument12 SeitenNT NDT 008 Corrosion, Internal Detection and Sizing, Manual Ultrasonics.ironfaceNoch keine Bewertungen
- SurveyofUnderwaterNDTTechnologiesforOffshoreAssets PDFDokument11 SeitenSurveyofUnderwaterNDTTechnologiesforOffshoreAssets PDFnaseemtycheNoch keine Bewertungen
- 03 Structural AuditDokument94 Seiten03 Structural AuditAnupriya T MNoch keine Bewertungen
- Training & Certification (RT, UT, MPT & DPT) Course Fees For Four Subject: For Any One Subject Course Fee:RsDokument1 SeiteTraining & Certification (RT, UT, MPT & DPT) Course Fees For Four Subject: For Any One Subject Course Fee:RsJayanta82Noch keine Bewertungen
- Applications of ACFM For Weld Inspection by ROVDokument8 SeitenApplications of ACFM For Weld Inspection by ROVfino3100% (1)
- NDT HistoryDokument4 SeitenNDT HistorygriselramoniNoch keine Bewertungen
- ARTICLE - Considerations When Selecting An NDE Method (2010)Dokument2 SeitenARTICLE - Considerations When Selecting An NDE Method (2010)Sangameswaran RamarajNoch keine Bewertungen
- 7edc PDFDokument10 Seiten7edc PDFAnkush RatnaparkheNoch keine Bewertungen
- A Brief Review On Ndt&E Methods For Structural Aircraft ComponentsDokument9 SeitenA Brief Review On Ndt&E Methods For Structural Aircraft ComponentskhabiranNoch keine Bewertungen
- Ultrasonics Examination Part 3Dokument3 SeitenUltrasonics Examination Part 3JlkKumarNoch keine Bewertungen
- Visual Testing (NDT VT) : Target CustomersDokument2 SeitenVisual Testing (NDT VT) : Target Customersrejaul karimNoch keine Bewertungen
- 3.1 NDI Demonstration of Crack Detection CapabilityDokument28 Seiten3.1 NDI Demonstration of Crack Detection CapabilitypolistaNoch keine Bewertungen
- Section 7. Ultrasonic InspectionDokument11 SeitenSection 7. Ultrasonic InspectionblackhawkNoch keine Bewertungen
- Site Inspection ReportDokument23 SeitenSite Inspection ReportCepi Sindang KamulanNoch keine Bewertungen
- Usth W2day1 Lec4 NDTDokument43 SeitenUsth W2day1 Lec4 NDTTuan VuNoch keine Bewertungen
- ECAT NAMS Paper by Raju GDokument10 SeitenECAT NAMS Paper by Raju GanishNoch keine Bewertungen
- Ultrasonic TestingDokument4 SeitenUltrasonic TestingSyahmie AzreeNoch keine Bewertungen
- Paper NDTDokument11 SeitenPaper NDTAllwin AntonyNoch keine Bewertungen
- EnergiesDokument19 SeitenEnergiesHridya LalNoch keine Bewertungen
- Nondestructive Testing and Its Day4Dokument3 SeitenNondestructive Testing and Its Day4Sooraj RameshNoch keine Bewertungen
- Detection of Corrosion Damage in AircraftDokument17 SeitenDetection of Corrosion Damage in AircraftLibin LalNoch keine Bewertungen
- 4.5 ReberDokument7 Seiten4.5 ReberDheeraj Chowdary DhanekulaNoch keine Bewertungen
- Guided Wave Testing For Touch Point CorrosionDokument7 SeitenGuided Wave Testing For Touch Point CorrosionkhanhtruongNoch keine Bewertungen
- NDT-OPR-011-31 Rad of Welds ASME V Article 2Dokument16 SeitenNDT-OPR-011-31 Rad of Welds ASME V Article 2diaccessltd_17172961100% (1)
- A Crack Detection Method For Pipelines Using Wavelet-Based Decision-Level Data FusionDokument19 SeitenA Crack Detection Method For Pipelines Using Wavelet-Based Decision-Level Data Fusion朱波Noch keine Bewertungen
- Deepwater NDT Technologies For Pipes and Tubular Structures: M.S.D.RajeshDokument17 SeitenDeepwater NDT Technologies For Pipes and Tubular Structures: M.S.D.RajeshChaithanya Kumar DanduNoch keine Bewertungen
- Mfec 1Dokument14 SeitenMfec 1Ronny AndalasNoch keine Bewertungen
- Iwex 3D UsDokument10 SeitenIwex 3D UsHermann LeonardoNoch keine Bewertungen
- SPR1611Dokument58 SeitenSPR1611kkonthenetNoch keine Bewertungen
- Aws Application of Phased Array UltrasonicDokument7 SeitenAws Application of Phased Array UltrasonicDileep KumarNoch keine Bewertungen
- Introduction To NDTDokument6 SeitenIntroduction To NDTCepi Sindang KamulanNoch keine Bewertungen
- A C E S: Non Destructive TestingDokument25 SeitenA C E S: Non Destructive TestingMahesh TamboliNoch keine Bewertungen
- TOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Dokument12 SeitenTOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Islam FawzyNoch keine Bewertungen
- Nde Uesl Utm NDT 0005Dokument7 SeitenNde Uesl Utm NDT 0005George OgbecheNoch keine Bewertungen
- UT Sec.1 Ultrasonic TestingDokument23 SeitenUT Sec.1 Ultrasonic TestingSaut Maruli Tua SamosirNoch keine Bewertungen
- Detection and Sizing Techniques of ID Connected CrackingDokument6 SeitenDetection and Sizing Techniques of ID Connected CrackingDeeNoch keine Bewertungen
- Hand Held Ultrasonic Sizing of Stress Corrosion CRDokument19 SeitenHand Held Ultrasonic Sizing of Stress Corrosion CRAnonymous 5qPKvmuTWCNoch keine Bewertungen
- Appraisal of Explosive Performance by Measurement of Velocity of Detonation (Vod) in Mines - DiscussionDokument9 SeitenAppraisal of Explosive Performance by Measurement of Velocity of Detonation (Vod) in Mines - Discussionpartha das sharma100% (2)
- Non Destructive Testing::Akash Tripathi Mechanical Engineering (2014-18:D41 (4 Year)Dokument29 SeitenNon Destructive Testing::Akash Tripathi Mechanical Engineering (2014-18:D41 (4 Year)Akash TripathiNoch keine Bewertungen
- Engineering Surveying: Theory and Examination Problems for StudentsVon EverandEngineering Surveying: Theory and Examination Problems for StudentsBewertung: 4.5 von 5 Sternen4.5/5 (24)
- Radio Control for Model Ships, Boats and AircraftVon EverandRadio Control for Model Ships, Boats and AircraftBewertung: 5 von 5 Sternen5/5 (1)
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsVon EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNoch keine Bewertungen
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentVon EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentBewertung: 4.5 von 5 Sternen4.5/5 (3)
- 7 Inspection For FlawsDokument13 Seiten7 Inspection For FlawsGetapo RaminNoch keine Bewertungen
- I Introduction and ScopeDokument3 SeitenI Introduction and ScopeGetapo RaminNoch keine Bewertungen
- Inspection For Corrosion: 8.1 Cathodic Protection Potential MeasurementsDokument3 SeitenInspection For Corrosion: 8.1 Cathodic Protection Potential MeasurementsGetapo RaminNoch keine Bewertungen
- Helium Leak Detection of ShellTube HEDokument1 SeiteHelium Leak Detection of ShellTube HEGetapo RaminNoch keine Bewertungen
- 4 Personnel, Qualifications, and Quality Assurance: 4.1 Person NeDokument3 Seiten4 Personnel, Qualifications, and Quality Assurance: 4.1 Person NeGetapo RaminNoch keine Bewertungen
- 3 Components of Non-Destructive Examination: Is IsDokument1 Seite3 Components of Non-Destructive Examination: Is IsGetapo RaminNoch keine Bewertungen
- Index: Index Terms Links ADokument9 SeitenIndex: Index Terms Links AGetapo RaminNoch keine Bewertungen
- Ix Xi: This Page Has Been Reformatted by Knovel To Provide Easier NavigationDokument3 SeitenIx Xi: This Page Has Been Reformatted by Knovel To Provide Easier NavigationGetapo RaminNoch keine Bewertungen
- Non-Destructive Examination of Underwater Welded Steel StructuresDokument2 SeitenNon-Destructive Examination of Underwater Welded Steel StructuresGetapo RaminNoch keine Bewertungen
- 1198, Sensor Fusion II: Human and Machine Strategies, Nov. 1989Dokument7 Seiten1198, Sensor Fusion II: Human and Machine Strategies, Nov. 1989Getapo RaminNoch keine Bewertungen
- 6 Application of NDT Data Fusion To Weld InspectionDokument15 Seiten6 Application of NDT Data Fusion To Weld InspectionGetapo RaminNoch keine Bewertungen
- PAUT ProbeDokument8 SeitenPAUT ProbeGetapo Ramin100% (1)
- Gekko: Technical Documentation - Version A.6Dokument29 SeitenGekko: Technical Documentation - Version A.6Getapo RaminNoch keine Bewertungen
- Phased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackDokument11 SeitenPhased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackGetapo Ramin100% (1)
- 7 Perspectives of NDT Data FusionDokument8 Seiten7 Perspectives of NDT Data FusionGetapo RaminNoch keine Bewertungen
- Gekko: Technical Documentation - Version A.6Dokument29 SeitenGekko: Technical Documentation - Version A.6Getapo RaminNoch keine Bewertungen
- Ati 2205 PDFDokument6 SeitenAti 2205 PDFGetapo RaminNoch keine Bewertungen
- RailWay UTDokument8 SeitenRailWay UTGetapo RaminNoch keine Bewertungen
- Omniscan MX2Dokument8 SeitenOmniscan MX2Ahmed Abd ElmegeedNoch keine Bewertungen
- IAB 001 Rev5 14 Rules Implementation IIW Guidelines NO TRACK CHANGES PDFDokument58 SeitenIAB 001 Rev5 14 Rules Implementation IIW Guidelines NO TRACK CHANGES PDFGetapo RaminNoch keine Bewertungen
- Effectiveness of Different Concentrations of Ethanol On Beetroot MembraneDokument7 SeitenEffectiveness of Different Concentrations of Ethanol On Beetroot MembraneellaloftiNoch keine Bewertungen
- Steam Blowing ProcessDokument15 SeitenSteam Blowing Processprincemech2004Noch keine Bewertungen
- Nozzle Thrust and Efficiency MeasurementDokument12 SeitenNozzle Thrust and Efficiency MeasurementDhruvNagpalNoch keine Bewertungen
- Power HammerDokument3 SeitenPower HammerGowda KadurNoch keine Bewertungen
- Negative Poisson's RatioDokument9 SeitenNegative Poisson's RatioCivilEngClubNoch keine Bewertungen
- Protein Assay by Bradford MethodDokument4 SeitenProtein Assay by Bradford MethodChadby GraNaNoNoch keine Bewertungen
- O Level Notes On Mass, Weight and DensityDokument8 SeitenO Level Notes On Mass, Weight and DensityRavi MothoorNoch keine Bewertungen
- Kinetic and Potential EnergyDokument3 SeitenKinetic and Potential EnergyTAE0% (1)
- IcaDokument6 SeitenIcasruthiNoch keine Bewertungen
- Theory of Plasticity: December 2018Dokument28 SeitenTheory of Plasticity: December 2018Angga Fajar SetiawanNoch keine Bewertungen
- Montevecchi2018heat Accumulation Prevention in Wire-Arc-Additive-Manufacturing Using Air JetDokument9 SeitenMontevecchi2018heat Accumulation Prevention in Wire-Arc-Additive-Manufacturing Using Air JetGustavo de CastroNoch keine Bewertungen
- Grade 10 Physics Schemes of Work 2024Dokument4 SeitenGrade 10 Physics Schemes of Work 2024Saviour SichizyaNoch keine Bewertungen
- Dr. Shadi Hanandeh: CE 30148331-Foundation DesignDokument10 SeitenDr. Shadi Hanandeh: CE 30148331-Foundation DesignElham Al-khatibNoch keine Bewertungen
- Hotspot Temperature Monitoring of Fully Insulated Busbar Taped JointDokument13 SeitenHotspot Temperature Monitoring of Fully Insulated Busbar Taped JointAkbar SyawaludinNoch keine Bewertungen
- Fixed Bearing-DrawingDokument1 SeiteFixed Bearing-Drawingtrichandra maharjanNoch keine Bewertungen
- A1hex Lu6v8Dokument24 SeitenA1hex Lu6v8andremaxwelNoch keine Bewertungen
- ASTM A709 GR 50WDokument2 SeitenASTM A709 GR 50WHenry Burgos N.Noch keine Bewertungen
- Module 1 MOdern Physics FinalDokument10 SeitenModule 1 MOdern Physics FinalMary Joy BernasolNoch keine Bewertungen
- Corrosion - Electrochemical MethodsDokument1 SeiteCorrosion - Electrochemical MethodsjuegyiNoch keine Bewertungen
- Nuvia Cprime Resin (Mixed-Mode Resin) Product Informatoin Bulletin - 6242Dokument4 SeitenNuvia Cprime Resin (Mixed-Mode Resin) Product Informatoin Bulletin - 6242Sairam EdupugantiNoch keine Bewertungen
- DC Motor CalculationsDokument18 SeitenDC Motor CalculationsHarshana RandheeraNoch keine Bewertungen
- Strip TheoryDokument16 SeitenStrip Theorysuman010101Noch keine Bewertungen
- Erdemir 1 - Tribological and Solid Lubrificant Coatings PDFDokument9 SeitenErdemir 1 - Tribological and Solid Lubrificant Coatings PDFMÔNICA SUEDE S. SILVANoch keine Bewertungen
- Naptin ReportDokument3 SeitenNaptin ReportchdiNoch keine Bewertungen
- Eudragit Polymer PDFDokument2 SeitenEudragit Polymer PDFJeffreyNoch keine Bewertungen
- 2ND Ia QP 2022Dokument6 Seiten2ND Ia QP 2022chandrashekar hiregoudarNoch keine Bewertungen
- Lesson No.4: Inorganic Chemistry (Sci Ac5)Dokument5 SeitenLesson No.4: Inorganic Chemistry (Sci Ac5)Franklin BayaniNoch keine Bewertungen
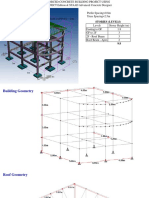
- 2 Storeys BuildingDokument30 Seiten2 Storeys BuildinglavyNoch keine Bewertungen
- 150.66-RP4 YcalDokument92 Seiten150.66-RP4 YcalJosé RamosNoch keine Bewertungen
- MEC481 Course InfoDokument2 SeitenMEC481 Course InfoRusyidiAbdullahNoch keine Bewertungen