Das könnte Ihnen auch gefallen
- ACI MCP 2010 Manual of Concrete Practice 2010Dokument66 SeitenACI MCP 2010 Manual of Concrete Practice 2010maciel50% (2)
- Nepal Electricity Authority 2020-07-20Dokument1 SeiteNepal Electricity Authority 2020-07-20Oo Pen DraNoch keine Bewertungen
- General Construction Notes: Drawing IndexDokument1 SeiteGeneral Construction Notes: Drawing IndexEdzon Lacay0% (1)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- Development Length AASHTODokument4 SeitenDevelopment Length AASHTOpicottNoch keine Bewertungen
- Hi - Temp 900Dokument5 SeitenHi - Temp 900bhavesh solankiNoch keine Bewertungen
- Bài Phối Liệu Tieng AnhDokument9 SeitenBài Phối Liệu Tieng AnhBùi Hắc HảiNoch keine Bewertungen
- Element of Logistics and TransportationDokument5 SeitenElement of Logistics and TransportationChong King Wei100% (3)
- Sheet Rubber PDFDokument143 SeitenSheet Rubber PDFRNoch keine Bewertungen
- 2017 Structural Feasibility of Expanded Polystyrene (EPS) Based Lightweight Concrete Sandwich Wall PanelsDokument7 Seiten2017 Structural Feasibility of Expanded Polystyrene (EPS) Based Lightweight Concrete Sandwich Wall PanelsS R Kumar Konathala100% (1)
- Effects of Column Creep and Shrinkage in Tall StructuresDokument3 SeitenEffects of Column Creep and Shrinkage in Tall StructuresMagellan ChiritescuNoch keine Bewertungen
- A Study On Material Handling at Tube Products of India (Tpi) : Arun S 310011631007Dokument31 SeitenA Study On Material Handling at Tube Products of India (Tpi) : Arun S 310011631007Jayesh MartinNoch keine Bewertungen
- Seven Tank ProcessDokument4 SeitenSeven Tank Processbhaveshbhoi100% (3)
- Carboguard 890 PDSDokument2 SeitenCarboguard 890 PDSLinnie McleodNoch keine Bewertungen
- Required StandardsDokument18 SeitenRequired StandardsPanchadcharam PushparubanNoch keine Bewertungen
- Hy-Poxy Steel FastDokument2 SeitenHy-Poxy Steel FastAqueel KhanNoch keine Bewertungen
- Hypoxy SteelbondDokument2 SeitenHypoxy SteelbondMostafizur RahmanNoch keine Bewertungen
- Ceramic Repair Putty: Technical Data SheetDokument2 SeitenCeramic Repair Putty: Technical Data SheetNiku SamarthNoch keine Bewertungen
- Plastic Steel Putty A v3Dokument2 SeitenPlastic Steel Putty A v3feri.ferdianto02Noch keine Bewertungen
- Bronze Putty: Technical Data SheetDokument2 SeitenBronze Putty: Technical Data SheetSharad ShahNoch keine Bewertungen
- Titanium Putty HPDokument2 SeitenTitanium Putty HPDivyanshu GuptaNoch keine Bewertungen
- DEVCON® Fasmetal 10 HVAC Repair (Special F)Dokument2 SeitenDEVCON® Fasmetal 10 HVAC Repair (Special F)mohamed hamedNoch keine Bewertungen
- Plastic Steel Putty - Materijal Za IspunuDokument2 SeitenPlastic Steel Putty - Materijal Za Ispunudavorp1402Noch keine Bewertungen
- Scotch-Weld: Epoxy AdhesiveDokument6 SeitenScotch-Weld: Epoxy AdhesiveJun Bryan Ramirez AbangNoch keine Bewertungen
- Devcon Plastic Putty A PDFDokument2 SeitenDevcon Plastic Putty A PDFbollidNoch keine Bewertungen
- Plastic Steel 5 Minute PuttyDokument3 SeitenPlastic Steel 5 Minute PuttyDivyanshu GuptaNoch keine Bewertungen
- Plastic Steel Putty (A) : Technical Data SheetDokument3 SeitenPlastic Steel Putty (A) : Technical Data SheetsanjayNoch keine Bewertungen
- Brushable CeramicDokument2 SeitenBrushable CeramicDivyanshu GuptaNoch keine Bewertungen
- Stainless Steel Putty (ST) : Technical Data SheetDokument2 SeitenStainless Steel Putty (ST) : Technical Data SheetSreenivasNoch keine Bewertungen
- Product Data Sheet SP-8888Dokument7 SeitenProduct Data Sheet SP-8888pablo gonzalezNoch keine Bewertungen
- Description Packaging Product Data SheetDokument2 SeitenDescription Packaging Product Data SheetRonald Fernandez ManubuluNoch keine Bewertungen
- Technical Data: Plastic Steel 5-Minute Putty (SF)Dokument4 SeitenTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNoch keine Bewertungen
- Carboguard 635 Thinned 50% - Sealer PDSDokument5 SeitenCarboguard 635 Thinned 50% - Sealer PDSjakeNoch keine Bewertungen
- Product Data Sheet SP-6888Dokument5 SeitenProduct Data Sheet SP-6888rmfpereiraNoch keine Bewertungen
- Floor Patch Fast CureDokument2 SeitenFloor Patch Fast CureStevenFerrelNoch keine Bewertungen
- Plasite 7159 HAR: Selection & Specification DataDokument4 SeitenPlasite 7159 HAR: Selection & Specification DataRobertoNoch keine Bewertungen
- Ceramic Repair Putty: Technical Data SheetDokument2 SeitenCeramic Repair Putty: Technical Data SheetYuvaraj NithyanandamNoch keine Bewertungen
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDokument2 SeitenWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriNoch keine Bewertungen
- 134 TDS Updated Feb 2016 78-8141-8528-2 Rev ADokument6 Seiten134 TDS Updated Feb 2016 78-8141-8528-2 Rev AUriel GarciaNoch keine Bewertungen
- CeRam-Kote 2000TL PDSDokument2 SeitenCeRam-Kote 2000TL PDSSaefuddin OrtegaNoch keine Bewertungen
- Devoe Coatings - Bar Rust 231 - Data SheetDokument4 SeitenDevoe Coatings - Bar Rust 231 - Data SheetAnonymous rKklA4yNoch keine Bewertungen
- High Performance Backing Compound: Technical Data SheetDokument2 SeitenHigh Performance Backing Compound: Technical Data SheetNiku SamarthNoch keine Bewertungen
- Interseal 670HS+Br+EngDokument2 SeitenInterseal 670HS+Br+Engrajauae2008100% (1)
- DS BR ACRYLIC PU CoatingDokument3 SeitenDS BR ACRYLIC PU CoatingSomak DuariNoch keine Bewertungen
- Korepox H.S. EH4158 (Two-Component) : Product DescriptionDokument2 SeitenKorepox H.S. EH4158 (Two-Component) : Product DescriptionTrịnh Minh KhoaNoch keine Bewertungen
- Interseal 670HDokument2 SeitenInterseal 670Hmadmax_mfpNoch keine Bewertungen
- Zinc Clad IIIDokument4 SeitenZinc Clad IIIScott Van PeltNoch keine Bewertungen
- Product Information Sheet: Polyurethane PowdersDokument3 SeitenProduct Information Sheet: Polyurethane PowdersAndras StegerNoch keine Bewertungen
- Duraplate Uhs EnglishDokument4 SeitenDuraplate Uhs EnglishLuis JaraNoch keine Bewertungen
- Ultra Cote 101 PrimerDokument3 SeitenUltra Cote 101 PrimerGilbert Dela Serna IINoch keine Bewertungen
- Epoxy Red Oxide PrimerDokument2 SeitenEpoxy Red Oxide PrimerBalakrishna ChowdaryNoch keine Bewertungen
- Devcon Flexane-High-Performance-Putty - 15330Dokument2 SeitenDevcon Flexane-High-Performance-Putty - 15330Yajaira ValdezNoch keine Bewertungen
- T Echnical Data J-B Weld: PR Oduct Descri Pti On: R E Commended F orDokument2 SeitenT Echnical Data J-B Weld: PR Oduct Descri Pti On: R E Commended F orSylvester WafulaNoch keine Bewertungen
- BR PU High Gloss Enamel PaintDokument2 SeitenBR PU High Gloss Enamel PaintPavul RajNoch keine Bewertungen
- Ultracote 635 HBDokument3 SeitenUltracote 635 HBCherbee Ferrer100% (1)
- BergerDokument2 SeitenBergerBhanu Pratap ChoudhuryNoch keine Bewertungen
- 3M2216Dokument8 Seiten3M2216pat_kunal1601Noch keine Bewertungen
- Interseal 670 HSDokument4 SeitenInterseal 670 HSSyawaluddin Fitri AwangNoch keine Bewertungen
- Ultracote Ultracote Ultracote Ultracote: Ultrazinc 2120Dokument3 SeitenUltracote Ultracote Ultracote Ultracote: Ultrazinc 2120Cherbee FerrerNoch keine Bewertungen
- Fast Clad Urethane Spec SheetDokument4 SeitenFast Clad Urethane Spec SheetScott Van PeltNoch keine Bewertungen
- Carboguard 880 MIO PDSDokument4 SeitenCarboguard 880 MIO PDSHerman EngelbrechtNoch keine Bewertungen
- Carboguard 636 XT PDSDokument4 SeitenCarboguard 636 XT PDSCarlos Rojas HandalNoch keine Bewertungen
- Acrolon 218 HSDokument4 SeitenAcrolon 218 HSAndres MoralesNoch keine Bewertungen
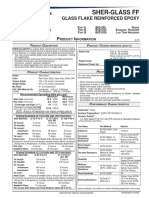
- Sherglass FFDokument4 SeitenSherglass FFJhose BonillaNoch keine Bewertungen
- Plasite 7159 PDS 1-07 PDFDokument2 SeitenPlasite 7159 PDS 1-07 PDFFabricio Jiménez TNoch keine Bewertungen
- Interseal 670 HS EN O-FDokument4 SeitenInterseal 670 HS EN O-Fapde06Noch keine Bewertungen
- 6 Coal Tar Epoxy CTE 110Dokument2 Seiten6 Coal Tar Epoxy CTE 110shrikrishna rathodNoch keine Bewertungen
- Zinc Anode 304 MZS Inorganic Zinc Silicate Coating: Product Data Resistance GuideDokument2 SeitenZinc Anode 304 MZS Inorganic Zinc Silicate Coating: Product Data Resistance GuideIsaac SamuelNoch keine Bewertungen
- 1040 Stangard (ST) Epoxy MasticDokument5 Seiten1040 Stangard (ST) Epoxy MasticMayank Gupta50% (2)
- Technical Information Sheet 949Dokument2 SeitenTechnical Information Sheet 949SUBHOMOYNoch keine Bewertungen
- Macroeconomic Indicators of Nepal - 2019-11 (November 2019) - NewDokument22 SeitenMacroeconomic Indicators of Nepal - 2019-11 (November 2019) - NewOo Pen DraNoch keine Bewertungen
- AC Technical Spec (1) - MinDokument5 SeitenAC Technical Spec (1) - MinOo Pen DraNoch keine Bewertungen
- SLD 2Dokument3 SeitenSLD 2Oo Pen DraNoch keine Bewertungen
- LOA Pdf-MinDokument1 SeiteLOA Pdf-MinOo Pen DraNoch keine Bewertungen
- Scanned Document - 12012020123038Dokument3 SeitenScanned Document - 12012020123038Oo Pen DraNoch keine Bewertungen
- Bara District Rate 2079 80Dokument74 SeitenBara District Rate 2079 80Sudip LamsalNoch keine Bewertungen
- आर्थिक प्रशासन बिनियमावलिDokument177 Seitenआर्थिक प्रशासन बिनियमावलिOo Pen DraNoch keine Bewertungen
- NT Postpaid Topup 2020-09-16Dokument1 SeiteNT Postpaid Topup 2020-09-16Oo Pen DraNoch keine Bewertungen
- NMC BDV Oil Test Set Catalogue NewDokument1 SeiteNMC BDV Oil Test Set Catalogue NewOo Pen DraNoch keine Bewertungen
- Hetauda Grid Time ExtensionDokument1 SeiteHetauda Grid Time ExtensionOo Pen DraNoch keine Bewertungen
- Protective Relay List: SN Area Description Make Type SR - No. Art NoDokument8 SeitenProtective Relay List: SN Area Description Make Type SR - No. Art NoOo Pen DraNoch keine Bewertungen
- NT Landline Payment 2020-09-16Dokument1 SeiteNT Landline Payment 2020-09-16Oo Pen DraNoch keine Bewertungen
- MCA DataDokument49 SeitenMCA DataOo Pen DraNoch keine Bewertungen
- S. No. Feeders Name Maximum Load (Amp.) First Week Second Week Third WeekDokument24 SeitenS. No. Feeders Name Maximum Load (Amp.) First Week Second Week Third WeekOo Pen DraNoch keine Bewertungen
- Hamsa Tex PVTLTD 2020-11-16Dokument1 SeiteHamsa Tex PVTLTD 2020-11-16Oo Pen DraNoch keine Bewertungen
- An ISO 9001: 2000 COMPANYDokument24 SeitenAn ISO 9001: 2000 COMPANYOo Pen DraNoch keine Bewertungen
- Letter To Hetauda GridDokument1 SeiteLetter To Hetauda GridOo Pen DraNoch keine Bewertungen
- Darrate2 0Dokument40 SeitenDarrate2 0Oo Pen DraNoch keine Bewertungen
- Request For BDV TesterDokument1 SeiteRequest For BDV TesterOo Pen DraNoch keine Bewertungen
- Letter GeorgeDokument1 SeiteLetter GeorgeOo Pen DraNoch keine Bewertungen
- SFDDF Nufpg) M HDDF XFLH/L LBG M R) S Ug) (M B) Lgs B/ ? B/ Ug) (M HDDF LBG"KG) (/SD MDokument2 SeitenSFDDF Nufpg) M HDDF XFLH/L LBG M R) S Ug) (M B) Lgs B/ ? B/ Ug) (M HDDF LBG"KG) (/SD MOo Pen DraNoch keine Bewertungen
- Prabhu TV 01-12-19 19:13Dokument1 SeitePrabhu TV 01-12-19 19:13Oo Pen DraNoch keine Bewertungen
- N2xsey Xlpe PVC 610 12 KVDokument2 SeitenN2xsey Xlpe PVC 610 12 KVOo Pen DraNoch keine Bewertungen
- Chhapkaiya ChargeDokument1 SeiteChhapkaiya ChargeOo Pen DraNoch keine Bewertungen
- S. K. Industrial CorporationDokument12 SeitenS. K. Industrial CorporationSubbu DasNoch keine Bewertungen
- Jilla Dar RateDokument38 SeitenJilla Dar RateOo Pen DraNoch keine Bewertungen
- United 2 PDFDokument4 SeitenUnited 2 PDFOo Pen DraNoch keine Bewertungen
- Hetauda Grid Division: Bharatpur SubstationDokument1 SeiteHetauda Grid Division: Bharatpur SubstationOo Pen DraNoch keine Bewertungen
- Operating Manual: Rish EineDokument21 SeitenOperating Manual: Rish EineMartin SanabriaNoch keine Bewertungen
- Road Spec Volume - IIDokument29 SeitenRoad Spec Volume - IISaurabh PednekarNoch keine Bewertungen
- An Appropriate Relationship Between Flexural Stren PDFDokument10 SeitenAn Appropriate Relationship Between Flexural Stren PDFarjunNoch keine Bewertungen
- Hyster G138 (N30XMDR3, N45XMR3) Forklift Truck Service ManualDokument21 SeitenHyster G138 (N30XMDR3, N45XMR3) Forklift Truck Service ManualBruno Ferreira SilvaNoch keine Bewertungen
- Monotop 352 NFG PdsDokument4 SeitenMonotop 352 NFG PdsAlexandreau del FierroNoch keine Bewertungen
- PM QBDokument7 SeitenPM QBmayur_mechNoch keine Bewertungen
- ©1998, 1981, by David A. Katz. All Rights Reserved.Dokument15 Seiten©1998, 1981, by David A. Katz. All Rights Reserved.habbakry8206Noch keine Bewertungen
- Advances in Protective Coatings and Their Application To Aging AircraftDokument9 SeitenAdvances in Protective Coatings and Their Application To Aging AircraftChris BaddeleyNoch keine Bewertungen
- Advanced Polymer CompositesDokument149 SeitenAdvanced Polymer CompositesMurtaza Amir AliNoch keine Bewertungen
- 2792CP Stone SlabDokument11 Seiten2792CP Stone SlabKhan SakNoch keine Bewertungen
- Princ Leather - Katalog 2011 - Leather Accessories - 2011 CatalogueDokument72 SeitenPrinc Leather - Katalog 2011 - Leather Accessories - 2011 CataloguePrinc LeatherNoch keine Bewertungen
- Plastic Cross Reference Sheet For PRLDokument5 SeitenPlastic Cross Reference Sheet For PRLJoshua WallesNoch keine Bewertungen
- Geomembranes For Geofoam Applications PDFDokument22 SeitenGeomembranes For Geofoam Applications PDFΘανάσης ΓεωργακόπουλοςNoch keine Bewertungen
- Analysing The Effect of Cutting Fluids On The Mechanical Properties of SS304 Steel in A Turning OperationDokument19 SeitenAnalysing The Effect of Cutting Fluids On The Mechanical Properties of SS304 Steel in A Turning OperationMalarNoch keine Bewertungen
- R22M Tech AdvancedManufacturingSystemsSyllabusDokument60 SeitenR22M Tech AdvancedManufacturingSystemsSyllabusSivaNoch keine Bewertungen
- HC420LA: Micro-Alloyed Steel Grades With High Yield Strength For Cold FormingDokument1 SeiteHC420LA: Micro-Alloyed Steel Grades With High Yield Strength For Cold FormingowyeevengNoch keine Bewertungen
- ColumnShearCapacity 1Dokument4 SeitenColumnShearCapacity 1Azhar PLNoch keine Bewertungen
- Unit 1 - Introduction To Production & Operations ManagementDokument48 SeitenUnit 1 - Introduction To Production & Operations Managementlamao123Noch keine Bewertungen
- Civil Engg. (BE) - Project Topics For StudentsDokument38 SeitenCivil Engg. (BE) - Project Topics For StudentsSantosh Kumar50% (2)
- 12 Catalog Krisbow9 Material Handling and LiftingDokument32 Seiten12 Catalog Krisbow9 Material Handling and LiftingEnrique da Matta100% (1)
- References: Some Books On General Continuum Mechanics Which I Have Found Useful AreDokument2 SeitenReferences: Some Books On General Continuum Mechanics Which I Have Found Useful Arejerome balanoyosNoch keine Bewertungen