Das könnte Ihnen auch gefallen
- Project Predictive Modeling PDFDokument58 SeitenProject Predictive Modeling PDFAYUSH AWASTHINoch keine Bewertungen
- Methanol CarbonylationDokument10 SeitenMethanol CarbonylationhazimraadNoch keine Bewertungen
- Advanced Pharmaceutical analysisVon EverandAdvanced Pharmaceutical analysisBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Using Synonyms As Context CluesDokument11 SeitenUsing Synonyms As Context Cluesapi-405390959Noch keine Bewertungen
- Hydrogen ProductionDokument26 SeitenHydrogen Productionsorincarmen88Noch keine Bewertungen
- ABB Timers and Controls, Express ProductsDokument89 SeitenABB Timers and Controls, Express ProductsElias100% (1)
- Pre Stressed Concrete Solved ProblemsDokument17 SeitenPre Stressed Concrete Solved ProblemsJefferson T. Ignacio75% (28)
- Mini Project StyereneDokument25 SeitenMini Project StyereneMard Apik100% (1)
- Petrochemical Processes HandbookDokument209 SeitenPetrochemical Processes HandbookAnoop Uchagawkar100% (6)
- Civl432 Bridge Design SummaryDokument5 SeitenCivl432 Bridge Design SummarySheikh Mizanur RahmanNoch keine Bewertungen
- CH3-CH-OH CoohDokument105 SeitenCH3-CH-OH CoohAniket GawdeNoch keine Bewertungen
- Training On Optical Fiber NetworkDokument96 SeitenTraining On Optical Fiber Networkpriyasingh1682100% (1)
- Produxction of Vinyl Acetate From EthyleneDokument9 SeitenProduxction of Vinyl Acetate From EthyleneSajid AliNoch keine Bewertungen
- Acido AceticoDokument13 SeitenAcido Aceticoting_tatNoch keine Bewertungen
- Acetic Acid PDFDokument12 SeitenAcetic Acid PDFhazimraadNoch keine Bewertungen
- Group Acetic Acid PresentationDokument24 SeitenGroup Acetic Acid PresentationhaiderNoch keine Bewertungen
- Production of Acetic Acid by Methanol CarbonalyzationDokument139 SeitenProduction of Acetic Acid by Methanol CarbonalyzationNoman Aslam100% (1)
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersDokument3 SeitenTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaNoch keine Bewertungen
- DHDSDokument36 SeitenDHDSravichandraNoch keine Bewertungen
- Eco Friendly Boiler Cleaning EspeciallyDokument23 SeitenEco Friendly Boiler Cleaning EspeciallyJust ChemicalsNoch keine Bewertungen
- Catalytic Methanol CarbonylationDokument27 SeitenCatalytic Methanol CarbonylationMartin Dubois100% (1)
- Production of Acetic Acid by Methanol CarbonylationDokument68 SeitenProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- Ethylene Oxide-Ethylene Glycol - InfoDokument10 SeitenEthylene Oxide-Ethylene Glycol - InfoAmeya SavnalNoch keine Bewertungen
- Cativa Process PDFDokument12 SeitenCativa Process PDFMonimNoch keine Bewertungen
- Acetic Acid Production ProcessDokument2 SeitenAcetic Acid Production ProcessAbdullaNoch keine Bewertungen
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionVon EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionBewertung: 5 von 5 Sternen5/5 (1)
- Manufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic FermentationDokument39 SeitenManufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic Fermentationkumari svgNoch keine Bewertungen
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationVon EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationBewertung: 3 von 5 Sternen3/5 (1)
- Production of Acetic Acid From Methanol: Petrovietnam UniversityDokument27 SeitenProduction of Acetic Acid From Methanol: Petrovietnam UniversityVăn Bão TôNoch keine Bewertungen
- Produccion de Acido Acetico A Partir de La Oxidacion de EtilenoDokument6 SeitenProduccion de Acido Acetico A Partir de La Oxidacion de EtilenoBrayan CortésNoch keine Bewertungen
- 2017CHE008 DetailedProcessDescription1Dokument17 Seiten2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNoch keine Bewertungen
- Hydrogen Production TechnologiesVon EverandHydrogen Production TechnologiesMehmet SankirNoch keine Bewertungen
- Solids Induced Pack-Off Packing Off - First ActionsDokument4 SeitenSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsNoch keine Bewertungen
- Handout 5 The Monsanto Acetic Acid Process: Insertion of Carbon MonoxideDokument2 SeitenHandout 5 The Monsanto Acetic Acid Process: Insertion of Carbon MonoxideMuhammad ShimaNoch keine Bewertungen
- Handout 5 The Monsanto Acetic Acid Process: Insertion of Carbon MonoxideDokument2 SeitenHandout 5 The Monsanto Acetic Acid Process: Insertion of Carbon MonoxideMior AfiqNoch keine Bewertungen
- The Cativa'' Process For The Manufacture Plant of Acetic AcidDokument12 SeitenThe Cativa'' Process For The Manufacture Plant of Acetic AcidPragadeeshNoch keine Bewertungen
- Solid Acid Catalysts For Biodiesel Production - Towards Sustainable EnergyDokument7 SeitenSolid Acid Catalysts For Biodiesel Production - Towards Sustainable EnergyChau MaiNoch keine Bewertungen
- Acetic AcidDokument4 SeitenAcetic AcidMohit YaduwanshiNoch keine Bewertungen
- 0304 S1 Abs PDFDokument7 Seiten0304 S1 Abs PDFFajar RumantoNoch keine Bewertungen
- Acetic Acid Production Process (Ct-Aceticatm) - Technology - Chiyoda CorporationDokument2 SeitenAcetic Acid Production Process (Ct-Aceticatm) - Technology - Chiyoda CorporationFauzi Abdilah100% (1)
- Ethylene Oxide Project QuestionDokument1 SeiteEthylene Oxide Project Questionkaryensam100% (1)
- Organic Compound Chemical Formula Weak AcidDokument2 SeitenOrganic Compound Chemical Formula Weak AcidAimi LiyanaNoch keine Bewertungen
- Ethyleneglycol - Methods 2520of 2520production (Quality Specifications)Dokument5 SeitenEthyleneglycol - Methods 2520of 2520production (Quality Specifications)jorgchanNoch keine Bewertungen
- 8e0f 8810Dokument13 Seiten8e0f 8810candhareNoch keine Bewertungen
- Inorganic Catalysts Bronze Problem 2Dokument11 SeitenInorganic Catalysts Bronze Problem 2joell2253h.01Noch keine Bewertungen
- Ethylene Glycol Production From Synthesis GasDokument2 SeitenEthylene Glycol Production From Synthesis Gaspre11111Noch keine Bewertungen
- Ethylene Glycol Production From Synthesis GasDokument1 SeiteEthylene Glycol Production From Synthesis GasBramJanssen76100% (3)
- Ethylene 2520oxide Methods 2520of 2520productionDokument25 SeitenEthylene 2520oxide Methods 2520of 2520productionmartin_2104Noch keine Bewertungen
- CRE (Stage 3) GROUP A6Dokument13 SeitenCRE (Stage 3) GROUP A6Danish MughalNoch keine Bewertungen
- Plant Design of MIBKDokument59 SeitenPlant Design of MIBKRegina Cruz Rillera100% (3)
- Slurry Phase Reactor Technology For DME Direct SynthesisDokument13 SeitenSlurry Phase Reactor Technology For DME Direct SynthesischusnuhNoch keine Bewertungen
- Process DescriptionDokument4 SeitenProcess DescriptionKen VenzonNoch keine Bewertungen
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionDokument13 SeitenResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1Noch keine Bewertungen
- Methanol Synthesis From SyngasDokument3 SeitenMethanol Synthesis From SyngasSylvia SimonNoch keine Bewertungen
- Star Control - Acetic Acid ProductionDokument3 SeitenStar Control - Acetic Acid ProductionHisyamAl-MuhammadiNoch keine Bewertungen
- 2.0 Design of Hydrogenation Reactor 2.1 Process DescriptionDokument10 Seiten2.0 Design of Hydrogenation Reactor 2.1 Process DescriptionMuhyuddin ArshadNoch keine Bewertungen
- Preparation and Characterization of Caso - Sio - Cao/So Composite For Biodiesel ProductionDokument8 SeitenPreparation and Characterization of Caso - Sio - Cao/So Composite For Biodiesel ProductionyohannesNoch keine Bewertungen
- Aetic AcidDokument3 SeitenAetic AcidVinod NairNoch keine Bewertungen
- Chap17 Acetic AcidDokument7 SeitenChap17 Acetic AcidSetsuna F SeieiNoch keine Bewertungen
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsVon EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNoch keine Bewertungen
- Nanoporous Catalysts for Biomass ConversionVon EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNoch keine Bewertungen
- Hydroformylation: Fundamentals, Processes, and Applications in Organic SynthesisVon EverandHydroformylation: Fundamentals, Processes, and Applications in Organic SynthesisNoch keine Bewertungen
- Handbook of Transition Metal Polymerization CatalystsVon EverandHandbook of Transition Metal Polymerization CatalystsRay HoffNoch keine Bewertungen
- Intergrating Green Chemistry and Sustainable EngineeringVon EverandIntergrating Green Chemistry and Sustainable EngineeringNoch keine Bewertungen
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsVon EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNoch keine Bewertungen
- Closing Song: Colors in Life: Repeat CHORUS TwiceDokument1 SeiteClosing Song: Colors in Life: Repeat CHORUS TwiceNicoole TiuNoch keine Bewertungen
- Appendix C Computations: 32 (Based From The Graph) (1.6) (32min ×) 760 MM 4042.1052Dokument6 SeitenAppendix C Computations: 32 (Based From The Graph) (1.6) (32min ×) 760 MM 4042.1052Nicoole TiuNoch keine Bewertungen
- CHE 511a - EditedDokument45 SeitenCHE 511a - EditedNicoole Tiu0% (1)
- 6 Company LogoDokument1 Seite6 Company LogoNicoole TiuNoch keine Bewertungen
- Chapter 20: Education: Education: A Global SurveyDokument8 SeitenChapter 20: Education: Education: A Global SurveyNicoole TiuNoch keine Bewertungen
- MethylDokument1 SeiteMethylNicoole TiuNoch keine Bewertungen
- II. Optional Parts of Business LettersDokument4 SeitenII. Optional Parts of Business Lettersyelai gutangNoch keine Bewertungen
- Knitting GSM Calculations PDFDokument11 SeitenKnitting GSM Calculations PDFHifza khalidNoch keine Bewertungen
- Juniper SRX Quickstart-12.1r3Dokument455 SeitenJuniper SRX Quickstart-12.1r3Pichai Ng-arnpairojhNoch keine Bewertungen
- Cad and Dog 2Dokument5 SeitenCad and Dog 2Muhammad RifaiNoch keine Bewertungen
- Quantitative Assessment of Player Performance... (Madan Gopal Jhanwar, MS, 201202018)Dokument69 SeitenQuantitative Assessment of Player Performance... (Madan Gopal Jhanwar, MS, 201202018)Anonymous zwnFXURJNoch keine Bewertungen
- Technical Bulletin: Valbart Through Conduit Slab Gate ValveDokument24 SeitenTechnical Bulletin: Valbart Through Conduit Slab Gate ValveroscillaNoch keine Bewertungen
- Stereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Dokument10 SeitenStereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Fenny Noor AidaNoch keine Bewertungen
- Summative Test Ist (2nd G)Dokument2 SeitenSummative Test Ist (2nd G)Rosell CabalzaNoch keine Bewertungen
- Actor-Network Theory and After - Jonh Law and John HassardDokument14 SeitenActor-Network Theory and After - Jonh Law and John HassardGabriel RomanNoch keine Bewertungen
- Siegel57Nonparametric PDFDokument8 SeitenSiegel57Nonparametric PDFTarisna AryantiNoch keine Bewertungen
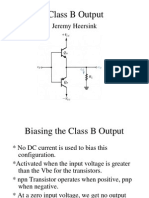
- Class B Output: Jeremy HeersinkDokument10 SeitenClass B Output: Jeremy Heersinkdummy1957jNoch keine Bewertungen
- ECG553 Week 10-11 Deep Foundation PileDokument132 SeitenECG553 Week 10-11 Deep Foundation PileNUR FATIN SYAHIRAH MOHD AZLINoch keine Bewertungen
- Petroleum Formation Evaluation Questions AnswersDokument2 SeitenPetroleum Formation Evaluation Questions AnswersdeusdedithaugustokiaNoch keine Bewertungen
- The Effects of GeoGebra Software On Pre-Service Mathematics Teachers' Attitudes and Views Toward Proof and ProvingDokument22 SeitenThe Effects of GeoGebra Software On Pre-Service Mathematics Teachers' Attitudes and Views Toward Proof and ProvingLidra Ety Syahfitri Harahap lidraety.2022Noch keine Bewertungen
- Datasheet en 20170526Dokument9 SeitenDatasheet en 20170526LODELBARRIO RDNoch keine Bewertungen
- 2021 10 11 - Intro ML - InsermDokument41 Seiten2021 10 11 - Intro ML - Insermpo esperitableNoch keine Bewertungen
- Eia Cea 608Dokument154 SeitenEia Cea 608Максим РадионовNoch keine Bewertungen
- Lebanese International University: CSCI 250 - Introduction To Programming - TEST-2: Student Name: Student IDDokument5 SeitenLebanese International University: CSCI 250 - Introduction To Programming - TEST-2: Student Name: Student IDralf tamerNoch keine Bewertungen
- Boiler Efficiency R K JainDokument28 SeitenBoiler Efficiency R K JainPriyesh KumarNoch keine Bewertungen
- Dsa Lab 12 064Dokument7 SeitenDsa Lab 12 064Warisha MalikNoch keine Bewertungen
- When Bad Things Happen To Good MissilesDokument9 SeitenWhen Bad Things Happen To Good Missilesmykingboody2156Noch keine Bewertungen
- Dadf-Aq1 Service Manual Rev 1.0Dokument90 SeitenDadf-Aq1 Service Manual Rev 1.0Роман ЯкубенокNoch keine Bewertungen
- 30 MT Tyre Mounted Crane SpecificationsDokument4 Seiten30 MT Tyre Mounted Crane SpecificationsramyaNoch keine Bewertungen