Das könnte Ihnen auch gefallen
- Pheonwj M Spe 0025 1Dokument48 SeitenPheonwj M Spe 0025 1Iksan Adityo Mulyo100% (1)
- Boiler I.B.R. CalculationDokument10 SeitenBoiler I.B.R. CalculationGurinder Jit Singh100% (1)
- Instrucalc 5 1 User ManualDokument398 SeitenInstrucalc 5 1 User Manualjuba120067% (3)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Astm A228Dokument2 SeitenAstm A228Rakesh S IndiaNoch keine Bewertungen
- Renault Trafic x82 Workshop Manual 2014-2018Dokument2.019 SeitenRenault Trafic x82 Workshop Manual 2014-2018Mattia Boran0% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- 4 Wpi sw70002 PDF File 6 1 105 - 245578Dokument4 Seiten4 Wpi sw70002 PDF File 6 1 105 - 245578Anand NarayananNoch keine Bewertungen
- USACE Design of Pumping StationDokument72 SeitenUSACE Design of Pumping StationНебојша Радић100% (1)
- 04 - Solar Turbines - About - Solar - Turbines PDFDokument4 Seiten04 - Solar Turbines - About - Solar - Turbines PDFAli AbasabadarabNoch keine Bewertungen
- National Engineering HandbookDokument489 SeitenNational Engineering Handbookdonnie.hamlin100% (1)
- API2000Dokument39 SeitenAPI2000Sudhanshu Shekhar50% (2)
- Yale mp20x (07-2010)Dokument234 SeitenYale mp20x (07-2010)Rafał Ostrowski100% (1)
- Vortex Flow Meter User ManualDokument33 SeitenVortex Flow Meter User ManualPankaj PadiwalNoch keine Bewertungen
- Sewer Line and Manholes Construction Work MethodologyDokument5 SeitenSewer Line and Manholes Construction Work MethodologyCH W. Haider67% (3)
- Joe Cell Treatment WaterDokument14 SeitenJoe Cell Treatment WaterRuddyMartini100% (1)
- PFD & P&idDokument22 SeitenPFD & P&idRajeshSahuNoch keine Bewertungen
- Dp&T-Sup Centrifugal Pumps Specification: 0 Original IssueDokument19 SeitenDp&T-Sup Centrifugal Pumps Specification: 0 Original IssueAllyson LisboaNoch keine Bewertungen
- Flowmeter Endress+HauserDokument70 SeitenFlowmeter Endress+Hausersanach100% (1)
- Zurn Roof DrainsDokument50 SeitenZurn Roof DrainsAbdul Hakkim100% (1)
- Service Manual Ivt Geo 312 C Bosch Compress 7000Dokument60 SeitenService Manual Ivt Geo 312 C Bosch Compress 7000Yusef CevaNoch keine Bewertungen
- Adsorption Dryer HRS: Technical DataDokument3 SeitenAdsorption Dryer HRS: Technical DataReza JabbarzadehNoch keine Bewertungen
- Datasheet HRE E R01 040831Dokument3 SeitenDatasheet HRE E R01 040831Vladimir KirovNoch keine Bewertungen
- Datasheet HRG E R01 040831Dokument3 SeitenDatasheet HRG E R01 040831Vladimir KirovNoch keine Bewertungen
- Data Sheet: Hitano Enterprise CorpDokument5 SeitenData Sheet: Hitano Enterprise CorpPablo Moises Lucero OtorongoNoch keine Bewertungen
- Catalouge GTRDokument2 SeitenCatalouge GTRMr Nilesh ShahNoch keine Bewertungen
- Approved Catalog - Duct M HT F400 2h - 2018!06!12Dokument17 SeitenApproved Catalog - Duct M HT F400 2h - 2018!06!12Andrei DavidNoch keine Bewertungen
- Steady Flow MeterDokument5 SeitenSteady Flow Meter송승준Noch keine Bewertungen
- Vortex FMDokument10 SeitenVortex FMram kNoch keine Bewertungen
- ARMATURENKATALOG VerdampferDokument3 SeitenARMATURENKATALOG VerdampferNicolas Orellana de CaminoNoch keine Bewertungen
- ColunmDokument37 SeitenColunmEric KamauNoch keine Bewertungen
- 10-10-SG-002 01 Insulation SpecificationDokument6 Seiten10-10-SG-002 01 Insulation Specificationguven dalgaNoch keine Bewertungen
- S/N QTY Description of Item Unit Price (N) Total Price (N)Dokument4 SeitenS/N QTY Description of Item Unit Price (N) Total Price (N)ramonNoch keine Bewertungen
- Vario El Cube en 2013 Web PDF 1Dokument16 SeitenVario El Cube en 2013 Web PDF 1SutarnoNoch keine Bewertungen
- Supmea Electromag CatalogDokument7 SeitenSupmea Electromag CatalogSomiar TrdNoch keine Bewertungen
- EagleDokument2 SeitenEagleRaydoon SadeqNoch keine Bewertungen
- Chase Tec Ian17Dokument9 SeitenChase Tec Ian17Cătălin NicoarăNoch keine Bewertungen
- Apn 800 Lea137.e1.ed1 20190625Dokument8 SeitenApn 800 Lea137.e1.ed1 20190625anganNoch keine Bewertungen
- Kajian Ekonomi Soulsi TreakhirDokument33 SeitenKajian Ekonomi Soulsi TreakhirmigelNoch keine Bewertungen
- Bharat Bijlee Electric Motors PricelistDokument21 SeitenBharat Bijlee Electric Motors Pricelistaslam_bechemNoch keine Bewertungen
- Lista de Transistors de Potencia BJTDokument2 SeitenLista de Transistors de Potencia BJTmauricioj_brNoch keine Bewertungen
- High Temperature Gate ValveDokument26 SeitenHigh Temperature Gate ValveBaraa' KahlawiNoch keine Bewertungen
- Enerji Katalog enDokument406 SeitenEnerji Katalog enllruNoch keine Bewertungen
- Biogas Flow Meter Thermal PDFDokument7 SeitenBiogas Flow Meter Thermal PDFManufacturer VerifyNoch keine Bewertungen
- Biogas Flow Meter Thermal PDFDokument7 SeitenBiogas Flow Meter Thermal PDFManufacturer VerifyNoch keine Bewertungen
- AGN 002 - Customer TrainingDokument5 SeitenAGN 002 - Customer TrainingariwibowoNoch keine Bewertungen
- Compresor de Tornillo SCVDokument4 SeitenCompresor de Tornillo SCVJoel Acaro CordovaNoch keine Bewertungen
- Lab 3Dokument10 SeitenLab 3AliNoch keine Bewertungen
- Toilet Exhaust SystemDokument3 SeitenToilet Exhaust SystemVinay PantNoch keine Bewertungen
- HRV Hővisszanyerő ManualDokument39 SeitenHRV Hővisszanyerő ManualZselinszky ZoltanNoch keine Bewertungen
- R Lab 1Dokument11 SeitenR Lab 1Ahoud AlhaimliNoch keine Bewertungen
- SAMPLE-CERTIFICATE-DOCUMENT-Oyj-PTB330 Ejemplo InglésDokument3 SeitenSAMPLE-CERTIFICATE-DOCUMENT-Oyj-PTB330 Ejemplo InglésfcoespinosaNoch keine Bewertungen
- RuukiDokument20 SeitenRuukiproje01Noch keine Bewertungen
- 1 HSS 590 Strain Life FatigueDokument8 Seiten1 HSS 590 Strain Life FatigueAdisa TutusicNoch keine Bewertungen
- DC Fan: (V) (V) (A) (W) (Min) (M /min) (CFM) (Pa) (Inchh O) (DB (A) ) ( C) (H)Dokument1 SeiteDC Fan: (V) (V) (A) (W) (Min) (M /min) (CFM) (Pa) (Inchh O) (DB (A) ) ( C) (H)Rahul JaganNoch keine Bewertungen
- FLSV2-200 FotometriaDokument10 SeitenFLSV2-200 FotometriaGomez Ponte MiguelNoch keine Bewertungen
- C Elementar Vario MACRO Cube PDFDokument16 SeitenC Elementar Vario MACRO Cube PDFWaleed El-azab100% (1)
- Nat SpecsDokument10 SeitenNat SpecsAndre CabralNoch keine Bewertungen
- Dunaferr - Cold - RolledDokument12 SeitenDunaferr - Cold - RolledMihály PálffyNoch keine Bewertungen
- Cost Schedule (TABLE 1) Fixed Cost InputsDokument7 SeitenCost Schedule (TABLE 1) Fixed Cost InputsJaedLouiseNoch keine Bewertungen
- Surface Mount PTC: Product FeaturesDokument4 SeitenSurface Mount PTC: Product FeaturesHemantkumarNoch keine Bewertungen
- FT CTNW-300WDokument2 SeitenFT CTNW-300WLORENZO IBARRANoch keine Bewertungen
- Impedance MeasurementsDokument11 SeitenImpedance Measurementsaseel rayan100% (1)
- Standard Palm Oil Mill PDFDokument6 SeitenStandard Palm Oil Mill PDFHamizan FuadNoch keine Bewertungen
- CSTR Data Sets 1 - 3Dokument11 SeitenCSTR Data Sets 1 - 3brittanyNoch keine Bewertungen
- Ateco - Kendeil k01 TypeDokument7 SeitenAteco - Kendeil k01 TypeYESSYKA HERVIANANoch keine Bewertungen
- Eaton Transfer Switch Contactor Type Specific Circuit Breaker MFG and Type ListDokument28 SeitenEaton Transfer Switch Contactor Type Specific Circuit Breaker MFG and Type Listpothum rajaNoch keine Bewertungen
- 02 Katalog CMSI 2017 OK Glassware Part 1Dokument26 Seiten02 Katalog CMSI 2017 OK Glassware Part 1IAK prodNoch keine Bewertungen
- British Commercial Computer Digest: Pergamon Computer Data SeriesVon EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNoch keine Bewertungen
- And Owner'S Manual: Installation InstructionsDokument40 SeitenAnd Owner'S Manual: Installation InstructionsSérgio PortuNoch keine Bewertungen
- Katalog GHN - ANG MinDokument40 SeitenKatalog GHN - ANG MinZeljko BorkovicNoch keine Bewertungen
- Creo Piping and Cabling Extension PDFDokument5 SeitenCreo Piping and Cabling Extension PDFEr Ravindra JagdhaneNoch keine Bewertungen
- B 1 1 4 Inplant Fluid FlowDokument5 SeitenB 1 1 4 Inplant Fluid FlowBolívar AmoresNoch keine Bewertungen
- CV - KamalDokument2 SeitenCV - KamalFaisalahmedAkasNoch keine Bewertungen
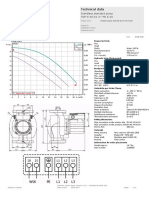
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Dokument1 SeiteBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNoch keine Bewertungen
- TCS K 10001 R0 PDFDokument38 SeitenTCS K 10001 R0 PDFShahrukh AnsariNoch keine Bewertungen
- BFV 300Dokument9 SeitenBFV 300Adriana Agundiz RomeroNoch keine Bewertungen
- Exim Infomatics: September 2003 Chapter - 73Dokument15 SeitenExim Infomatics: September 2003 Chapter - 73Paresh GangeNoch keine Bewertungen
- OSERIX GammaSafeDokument22 SeitenOSERIX GammaSafeskynyrd75Noch keine Bewertungen
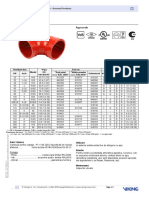
- Pipe Couplings and Fittings: Elbows 90°Dokument6 SeitenPipe Couplings and Fittings: Elbows 90°ioan cristian cotorobaiNoch keine Bewertungen
- FBMDPEDokument20 SeitenFBMDPErajeshNoch keine Bewertungen
- Gravity Fed Main Industrial Training ReportDokument37 SeitenGravity Fed Main Industrial Training ReportKoushikSarkar0% (1)
- Pipe Material Specification H3: Design Requirements HDPE - Grade PE100Dokument4 SeitenPipe Material Specification H3: Design Requirements HDPE - Grade PE100Chuck AnsphilNoch keine Bewertungen
- ACO Building DrainageDokument8 SeitenACO Building DrainagepdfNoch keine Bewertungen
- New Format CPVC PL All India April 2022-FinalDokument8 SeitenNew Format CPVC PL All India April 2022-FinalAmit AgrawalNoch keine Bewertungen
- Filtros BolsaDokument53 SeitenFiltros BolsaAnonymous J1vjrU2Noch keine Bewertungen
- AHM BrochureDokument4 SeitenAHM BrochureHans HuijskensNoch keine Bewertungen