Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Discussion Wash Water Systems - UOPDokument21 SeitenDiscussion Wash Water Systems - UOPAvinaw100% (1)
- A Guide To Ship Repair Estimates in Man-Hours-2nd Edition-2012 PDFDokument125 SeitenA Guide To Ship Repair Estimates in Man-Hours-2nd Edition-2012 PDFJuan Camaney XngonNoch keine Bewertungen
- ASME B31.8 Riser CalcDokument23 SeitenASME B31.8 Riser Calcisrar khan100% (2)
- Draft Survey - Specimen of Calculation - Marine and Cargo SurveyorsDokument15 SeitenDraft Survey - Specimen of Calculation - Marine and Cargo SurveyorsJuan Camaney XngonNoch keine Bewertungen
- ASME B31.3 CalculationDokument11 SeitenASME B31.3 CalculationAnonymous wIPMQ5rhNoch keine Bewertungen
- #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0!Dokument7 Seiten#Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0! #Div/0!Sefa CetinkayaNoch keine Bewertungen
- ASME B31.4 Riser CalcDokument14 SeitenASME B31.4 Riser CalcCastorNoroñoNoch keine Bewertungen
- Anchoring Practice (T.idzikovski 2001)Dokument98 SeitenAnchoring Practice (T.idzikovski 2001)Mikhail Buyankin100% (1)
- Draft Survey - The Accuracy and Factors Effecting Marine Surveyor InformationDokument5 SeitenDraft Survey - The Accuracy and Factors Effecting Marine Surveyor InformationJuan Camaney XngonNoch keine Bewertungen
- Aisc Shapes Database v15.0Dokument14 SeitenAisc Shapes Database v15.0ErickSimonNoch keine Bewertungen
- 20K DWT Bulk Carrier Tech SpecDokument97 Seiten20K DWT Bulk Carrier Tech Specİbrahim Aydın100% (4)
- 100 Great War Movies-Robert Niemi PDFDokument394 Seiten100 Great War Movies-Robert Niemi PDFJuan Camaney Xngon100% (1)
- The Construction of An A60 Fire Rated Door PDFDokument2 SeitenThe Construction of An A60 Fire Rated Door PDFJuan Camaney XngonNoch keine Bewertungen
- 10 5923 J Mechanics 20140403 02Dokument12 Seiten10 5923 J Mechanics 20140403 02Juan Camaney XngonNoch keine Bewertungen
- Brochure A0-A15 Internal Door DatasheetDokument1 SeiteBrochure A0-A15 Internal Door DatasheetJuan Camaney XngonNoch keine Bewertungen
- GL 10Dokument99 SeitenGL 10juanNoch keine Bewertungen
- Paper OBM FinalDokument10 SeitenPaper OBM FinalJuan Camaney XngonNoch keine Bewertungen
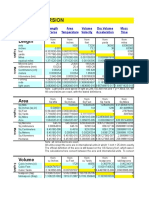
- Unit Conversion: LengthDokument35 SeitenUnit Conversion: LengthAnonymous 8aj9gk7GCLNoch keine Bewertungen
- Boskalis Installation BrochureDokument11 SeitenBoskalis Installation BrochureJuan Camaney XngonNoch keine Bewertungen
- Ship Corrosion - Cathodic Protection and Sacrificial AnodesDokument17 SeitenShip Corrosion - Cathodic Protection and Sacrificial Anodese. barajas100% (1)
- Unit Conversion: LengthDokument35 SeitenUnit Conversion: LengthAnonymous 8aj9gk7GCLNoch keine Bewertungen
- Non Destructive Testing MethodsDokument186 SeitenNon Destructive Testing Methodspatil_nana805567% (3)
- The Temperature Scales On Thermometers: How Are They Related?Dokument7 SeitenThe Temperature Scales On Thermometers: How Are They Related?Juan Camaney XngonNoch keine Bewertungen
- Temperature ScalesDokument3 SeitenTemperature ScalesJuan Camaney XngonNoch keine Bewertungen
- The Temperature Scales On Thermometers: How Are They Related?Dokument7 SeitenThe Temperature Scales On Thermometers: How Are They Related?Juan Camaney XngonNoch keine Bewertungen
- 4201Dokument58 Seiten4201Juan Camaney XngonNoch keine Bewertungen
- TALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGDokument36 SeitenTALAT Lecture 4201: Arc Welding Processes: TIG, Plasma Arc, MIGCORE Materials100% (1)
- 2CDX CatalogueDokument4 Seiten2CDX CatalogueDMA ASIANoch keine Bewertungen
- Sikagard 62 PDSDokument3 SeitenSikagard 62 PDSMattNoch keine Bewertungen
- SartoriusDokument12 SeitenSartoriusSarto RosNoch keine Bewertungen
- Summary Cube Test As of 07052019 (Nehemiah Wall)Dokument6 SeitenSummary Cube Test As of 07052019 (Nehemiah Wall)Mohd Musa HashimNoch keine Bewertungen
- 66404Dokument23 Seiten66404amdevaNoch keine Bewertungen
- Boiler Feed Water: Aijaz AliDokument33 SeitenBoiler Feed Water: Aijaz AliAnonymous q9eCZHMuSNoch keine Bewertungen
- Abecote 352Dokument3 SeitenAbecote 352engramir07Noch keine Bewertungen
- Šmejkal Et Al. - 2022 - Beyond Conventional Ferromagnetism and AntiferromaDokument16 SeitenŠmejkal Et Al. - 2022 - Beyond Conventional Ferromagnetism and AntiferromaVil LabNoch keine Bewertungen
- Chapter 2Dokument7 SeitenChapter 2Jay MarquezNoch keine Bewertungen
- PK Valve Page-13-17Dokument5 SeitenPK Valve Page-13-17ICASA IngenieríaNoch keine Bewertungen
- The Innovative New Edjpro Narrow: Suitable For A 125Mm Panel WidthDokument2 SeitenThe Innovative New Edjpro Narrow: Suitable For A 125Mm Panel WidthJacky LeongNoch keine Bewertungen
- Pharmaceutical Catalysis HandbookDokument108 SeitenPharmaceutical Catalysis HandbookLeda PrandiNoch keine Bewertungen
- Conductivity Standard MSDSDokument4 SeitenConductivity Standard MSDSAndi SaputraNoch keine Bewertungen
- Tool Steels - TechDokument9 SeitenTool Steels - TechKathir HaiNoch keine Bewertungen
- C 1Dokument4 SeitenC 1alphamale3Noch keine Bewertungen
- CSS General Science and Ability 2016 Paper SolvedDokument6 SeitenCSS General Science and Ability 2016 Paper SolvedUmer Ahmad50% (2)
- Homogeneous and Heterogeneous Catalysts For Multicomponent ReactionsDokument43 SeitenHomogeneous and Heterogeneous Catalysts For Multicomponent Reactionswakanda foreverNoch keine Bewertungen
- D D Khedkar Evaluation of Suitability of Ambanala Water, Amravati, For IrrigationDokument4 SeitenD D Khedkar Evaluation of Suitability of Ambanala Water, Amravati, For IrrigationDr. Dinesh D KhedkarNoch keine Bewertungen
- 1 TimberDokument86 Seiten1 TimberNur Adham Shah100% (1)
- Module 3 (Lesson 1 and 2)Dokument10 SeitenModule 3 (Lesson 1 and 2)rocky.mercado2Noch keine Bewertungen
- ACTI-Mag Brochure 2016Dokument4 SeitenACTI-Mag Brochure 2016Atharva UlangwarNoch keine Bewertungen
- Submersible Motor Pumps 2" To 30": For Wet Well InstallationDokument116 SeitenSubmersible Motor Pumps 2" To 30": For Wet Well InstallationKikist ErsNoch keine Bewertungen
- Mil PRF 32187Dokument9 SeitenMil PRF 32187muhammed emin akgülNoch keine Bewertungen
- Proraso Shaving Cream Common Ingredients of 3 TypesDokument2 SeitenProraso Shaving Cream Common Ingredients of 3 Typeschimene madiNoch keine Bewertungen
- Study of Marble Waste and Its UtilizationDokument5 SeitenStudy of Marble Waste and Its UtilizationJP MarzoniaNoch keine Bewertungen
- 12 - Nano & Biomaterials ReportDokument95 Seiten12 - Nano & Biomaterials ReportVenus Abigail Gutierrez100% (1)
- Flexible Control Cables - YSLY: ApplicationsDokument3 SeitenFlexible Control Cables - YSLY: Applicationsloko221Noch keine Bewertungen
- NALCOOL 2000 - Automobile Coolant Corrosion InhibitorDokument2 SeitenNALCOOL 2000 - Automobile Coolant Corrosion InhibitorChemEqualNoch keine Bewertungen
- MR Lopez ExpensesDokument2 SeitenMR Lopez ExpensesferrermaricelaustriaNoch keine Bewertungen