Das könnte Ihnen auch gefallen
- Vibration Diagnostic ChartDokument49 SeitenVibration Diagnostic Chartujepadounk100% (1)
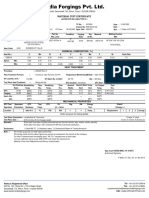
- Material Test Certificate: M/s Alstom Projects India LimitedDokument1 SeiteMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNoch keine Bewertungen
- S275JRDokument1 SeiteS275JRShahzad QamarNoch keine Bewertungen
- 16 2Dokument2 Seiten16 2shasagail20% (10)
- ANSYS Mechanical APDL Thermal Analysis GuideDokument98 SeitenANSYS Mechanical APDL Thermal Analysis GuideV CafNoch keine Bewertungen
- Astm A350 LF2Dokument1 SeiteAstm A350 LF2anjangandak2932100% (1)
- Astm d4894Dokument14 SeitenAstm d4894AjimKe'enNoch keine Bewertungen
- Mutual Fund EvaluationDokument21 SeitenMutual Fund Evaluationsaravan1891Noch keine Bewertungen
- QA/QC ManualDokument42 SeitenQA/QC ManualGuilherme Dos Santos Moreira100% (1)
- Manual R-Series enDokument37 SeitenManual R-Series enAgha Ali KhanNoch keine Bewertungen
- Cooling Towers: Cold Water BasinDokument13 SeitenCooling Towers: Cold Water BasinmichsantosNoch keine Bewertungen
- Mechanical BOQ 130MWDokument72 SeitenMechanical BOQ 130MWsaravan1891Noch keine Bewertungen
- Thermal Power Plant BasicsDokument97 SeitenThermal Power Plant Basicssaravan1891Noch keine Bewertungen
- Thermal Power Plant BasicsDokument97 SeitenThermal Power Plant Basicssaravan1891Noch keine Bewertungen
- 40NiCrMo7 PDFDokument2 Seiten40NiCrMo7 PDFAmy GriffinNoch keine Bewertungen
- Urban Heat IslandDokument18 SeitenUrban Heat IslandNelson PantaleonNoch keine Bewertungen
- 1485 - EC2092-signedDokument4 Seiten1485 - EC2092-signedDeepak HoleNoch keine Bewertungen
- 02 Asae 101892Dokument1 Seite02 Asae 101892raviteja036Noch keine Bewertungen
- SAE 1018 - Data Sheet PDFDokument1 SeiteSAE 1018 - Data Sheet PDFHari SuthanNoch keine Bewertungen
- 1299 Ec1650Dokument4 Seiten1299 Ec1650Deepak HoleNoch keine Bewertungen
- 16Mncr5: Steel GradeDokument3 Seiten16Mncr5: Steel GradePaul Praveen PeterNoch keine Bewertungen
- 1485 - EC2172-signedDokument4 Seiten1485 - EC2172-signedDeepak HoleNoch keine Bewertungen
- Technical Data of Welding MachineDokument1 SeiteTechnical Data of Welding MachineMohamed MostafaNoch keine Bewertungen
- 1528450631SAE1018080A15Dokument2 Seiten1528450631SAE1018080A15bs7698210Noch keine Bewertungen
- 39nicrmo3 en 10083-3: 2006: End Quench Hardenability Test TemperingDokument1 Seite39nicrmo3 en 10083-3: 2006: End Quench Hardenability Test Temperingvo thanh lamNoch keine Bewertungen
- Astm A350 LF2 PDFDokument1 SeiteAstm A350 LF2 PDFAna Raquel SantosNoch keine Bewertungen
- 1485 - Ec0216Dokument6 Seiten1485 - Ec0216Deepak HoleNoch keine Bewertungen
- 1485 - Ec0231Dokument6 Seiten1485 - Ec0231Deepak HoleNoch keine Bewertungen
- 1485 - Ec0251Dokument6 Seiten1485 - Ec0251Deepak HoleNoch keine Bewertungen
- HT 003Dokument1 SeiteHT 003Sam RajaNoch keine Bewertungen
- En 1.4034 X46Cr13 Stainless SteelDokument1 SeiteEn 1.4034 X46Cr13 Stainless SteelGyurmoooNoch keine Bewertungen
- ADAM-20151211093025598@en - AADokument3 SeitenADAM-20151211093025598@en - AALINHNoch keine Bewertungen
- S235JR Sau OL 37Dokument1 SeiteS235JR Sau OL 37Pișta GonzalesNoch keine Bewertungen
- HT 002Dokument1 SeiteHT 002Sam RajaNoch keine Bewertungen
- 16 MN CR 5Dokument2 Seiten16 MN CR 5bd54Noch keine Bewertungen
- 1591 EC2213 SignedDokument5 Seiten1591 EC2213 SignedDeepak HoleNoch keine Bewertungen
- 1485 - Ec0208Dokument5 Seiten1485 - Ec0208Deepak HoleNoch keine Bewertungen
- 30 CR Ni Mo 8Dokument2 Seiten30 CR Ni Mo 8Amy GriffinNoch keine Bewertungen
- ATA Heet: LSS Chipper KnifeDokument2 SeitenATA Heet: LSS Chipper KnifeX800XL100% (1)
- Quality 1.2080 Chemical Composition: Lucefin GroupDokument1 SeiteQuality 1.2080 Chemical Composition: Lucefin GroupMSc Kostic MilosNoch keine Bewertungen
- 1900 - EC2157-signedDokument4 Seiten1900 - EC2157-signedDeepak HoleNoch keine Bewertungen
- 1485 - Ec0234Dokument5 Seiten1485 - Ec0234Deepak HoleNoch keine Bewertungen
- CPM Magnacut - Technical Data: Your in Specialty MetalsDokument2 SeitenCPM Magnacut - Technical Data: Your in Specialty MetalscpNoch keine Bewertungen
- 1299 - Ec0583Dokument5 Seiten1299 - Ec0583Deipak HoleNoch keine Bewertungen
- 1590 EC2249 SignedDokument5 Seiten1590 EC2249 SignedDeepak HoleNoch keine Bewertungen
- Quality S275J2: Structural SteelDokument1 SeiteQuality S275J2: Structural Steeloussama somraniNoch keine Bewertungen
- Quality 11Smn30: Lucefin GroupDokument1 SeiteQuality 11Smn30: Lucefin GroupPaulo ZechinNoch keine Bewertungen
- T - Thermanit MTS 4 - Se - en - 5Dokument1 SeiteT - Thermanit MTS 4 - Se - en - 5bhanu.kiranNoch keine Bewertungen
- Nitronic® 40 Stainless Steel: Chemical CompositionDokument2 SeitenNitronic® 40 Stainless Steel: Chemical CompositionBagus WicaksanaNoch keine Bewertungen
- 1300 EC2192 SignedDokument4 Seiten1300 EC2192 SignedDeepak HoleNoch keine Bewertungen
- Material Test Certificate: TechnipfmcDokument4 SeitenMaterial Test Certificate: TechnipfmcDeipak HoleNoch keine Bewertungen
- 41Cr4 Chemical PDFDokument2 Seiten41Cr4 Chemical PDFGayathriRajasekaranNoch keine Bewertungen
- Lighting Lighting: Master Hpi-T PlusDokument3 SeitenLighting Lighting: Master Hpi-T PlusRivera DanielNoch keine Bewertungen
- 34 CR Mo 4Dokument2 Seiten34 CR Mo 4ceca nikolicNoch keine Bewertungen
- Quality 40nicrmov16 Ku: Lucefin GroupDokument1 SeiteQuality 40nicrmov16 Ku: Lucefin Groupkbwoniu123Noch keine Bewertungen
- 16 Ni CR 11Dokument2 Seiten16 Ni CR 11ceca nikolicNoch keine Bewertungen
- Estacion Digital para Aire Caliente ZD 912Dokument1 SeiteEstacion Digital para Aire Caliente ZD 912Jr Broncell Espinel100% (1)
- Quality: Astm A 105Dokument1 SeiteQuality: Astm A 105Venkat NarasimmanNoch keine Bewertungen
- 1.3505 100cr6 PDFDokument1 Seite1.3505 100cr6 PDFmcNoch keine Bewertungen
- CR Mo 4Dokument2 SeitenCR Mo 4Mohsen ParpinchiNoch keine Bewertungen
- 1299 - Ec0176Dokument4 Seiten1299 - Ec0176Deipak HoleNoch keine Bewertungen
- 1466 - Ec0044Dokument5 Seiten1466 - Ec0044Deipak HoleNoch keine Bewertungen
- Quality C10E: Lucefin GroupDokument3 SeitenQuality C10E: Lucefin Grouptuananh638Noch keine Bewertungen
- Quality C10E: Lucefin GroupDokument3 SeitenQuality C10E: Lucefin Grouptuananh638Noch keine Bewertungen
- 1299 EC2153 SignedDokument5 Seiten1299 EC2153 SignedDeepak HoleNoch keine Bewertungen
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesVon EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Scope Completed Scope Completed Scope Completed Scope CompletedDokument11 SeitenScope Completed Scope Completed Scope Completed Scope Completedsaravan1891Noch keine Bewertungen
- Contract Management TerminologyDokument52 SeitenContract Management Terminologysaravan1891Noch keine Bewertungen
- Scope Completed Scope Completed Scope Completed Scope CompletedDokument11 SeitenScope Completed Scope Completed Scope Completed Scope Completedsaravan1891Noch keine Bewertungen
- Scope Completed Scope Completed Scope Completed Scope CompletedDokument11 SeitenScope Completed Scope Completed Scope Completed Scope Completedsaravan1891Noch keine Bewertungen
- Ce: Civil Engineering: Duration: Three HoursDokument16 SeitenCe: Civil Engineering: Duration: Three HoursjadhavsubhashnaikNoch keine Bewertungen
- Balance Job Completion ScheduleDokument2 SeitenBalance Job Completion Schedulesaravan1891Noch keine Bewertungen
- Scope Completed Scope Completed Scope Completed Scope CompletedDokument11 SeitenScope Completed Scope Completed Scope Completed Scope Completedsaravan1891Noch keine Bewertungen
- BoilerDokument6 SeitenBoilersaravan1891Noch keine Bewertungen
- Priority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)Dokument29 SeitenPriority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)saravan1891Noch keine Bewertungen
- Scope Completed Scope Completed Scope Completed Scope CompletedDokument11 SeitenScope Completed Scope Completed Scope Completed Scope Completedsaravan1891Noch keine Bewertungen
- Sealing SolutionsDokument21 SeitenSealing Solutionssaravan1891Noch keine Bewertungen
- Priority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)Dokument29 SeitenPriority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)saravan1891Noch keine Bewertungen
- CE - 2002 GateDokument16 SeitenCE - 2002 GatetirupatiNoch keine Bewertungen
- Design SCCDokument14 SeitenDesign SCCdhruvNoch keine Bewertungen
- Thermal Power Plant BasicsDokument2 SeitenThermal Power Plant Basicssaravan1891Noch keine Bewertungen
- Priority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)Dokument29 SeitenPriority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)saravan1891Noch keine Bewertungen
- Priority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)Dokument29 SeitenPriority Issues (Package Wise) : 1 AHS Package (Unit 2 COD and Continues Operation)saravan1891Noch keine Bewertungen
- Commissioning StatusDokument9 SeitenCommissioning Statussaravan1891Noch keine Bewertungen
- Nodia and Company: Gate Solved Paper Civil Engineering 2001Dokument18 SeitenNodia and Company: Gate Solved Paper Civil Engineering 2001saravan1891Noch keine Bewertungen
- Client: Bhabnagar Energy Company LTDDokument8 SeitenClient: Bhabnagar Energy Company LTDsaravan1891Noch keine Bewertungen
- DPR LMCS STR 31 1 17Dokument2 SeitenDPR LMCS STR 31 1 17saravan1891Noch keine Bewertungen
- DPR LMCS STR 31 1 17Dokument2 SeitenDPR LMCS STR 31 1 17saravan1891Noch keine Bewertungen
- Gammon India Ltd. C/o Bhavnagar Energy Company Limited 2X250 MW Lignite Based TPP at Padva, Bhavnagar Daily Progress ReportDokument1 SeiteGammon India Ltd. C/o Bhavnagar Energy Company Limited 2X250 MW Lignite Based TPP at Padva, Bhavnagar Daily Progress Reportsaravan1891Noch keine Bewertungen
- Method Statement For Testing and Commissioning of Laboratory Air Flow Control System & Fumes Hood Monitoring - Method Statement HQDokument5 SeitenMethod Statement For Testing and Commissioning of Laboratory Air Flow Control System & Fumes Hood Monitoring - Method Statement HQSteve JacobsonNoch keine Bewertungen
- Chem16682 Applied Chemistry 1 Laboratory ReportDokument10 SeitenChem16682 Applied Chemistry 1 Laboratory ReportmonarchNoch keine Bewertungen
- Salt and SugarDokument9 SeitenSalt and Sugarapi-384186386Noch keine Bewertungen
- Heat Transfer Applications: SimscaleDokument24 SeitenHeat Transfer Applications: SimscaleCông TuấnNoch keine Bewertungen
- Exam Module M.HEG.03 "Hydrochemistry" Friday 25.02.2011, 10.15 Am - 11.45 AmDokument10 SeitenExam Module M.HEG.03 "Hydrochemistry" Friday 25.02.2011, 10.15 Am - 11.45 AmΒενιαμίν στέμμαNoch keine Bewertungen
- Water-Cooled Series R (TM) RTHD Product Report PDFDokument2 SeitenWater-Cooled Series R (TM) RTHD Product Report PDFMajho CanilangNoch keine Bewertungen
- Finite-Temperature Field TheoryDokument53 SeitenFinite-Temperature Field TheorycomplexoNoch keine Bewertungen
- Pinch Spreadsheet TryDokument225 SeitenPinch Spreadsheet TryLucy EvrettNoch keine Bewertungen
- Tutorial 1 Temperature and Thermal Expansion SDokument2 SeitenTutorial 1 Temperature and Thermal Expansion STeh wenjie0% (1)
- Exam Set 05Dokument2 SeitenExam Set 05allovidNoch keine Bewertungen
- GATE Question Paper 2019Dokument17 SeitenGATE Question Paper 2019Subhradip BhowmikNoch keine Bewertungen
- Experiment No. 7: To Conduct The Rtfo Test On Asphalt: ObjectiveDokument3 SeitenExperiment No. 7: To Conduct The Rtfo Test On Asphalt: ObjectiveKanishka SarkarNoch keine Bewertungen
- Intercambiador de PlatosDokument1 SeiteIntercambiador de PlatosYesid ReyesNoch keine Bewertungen
- Structure & Calculation of A Gas Flame: Y.V. Kryzhanovsky V.N. KryzhanovskyDokument69 SeitenStructure & Calculation of A Gas Flame: Y.V. Kryzhanovsky V.N. KryzhanovskySagar ChandegaraNoch keine Bewertungen
- Tutorial 3Dokument3 SeitenTutorial 3Md Sharique AkhtarNoch keine Bewertungen
- Zhang Et Al 2010 Temperature - Controlled Triaxial Compression - Creep Test Device For Tdynamic Prop of Soft Sedimentary RockDokument7 SeitenZhang Et Al 2010 Temperature - Controlled Triaxial Compression - Creep Test Device For Tdynamic Prop of Soft Sedimentary RockMaria Romana AlviNoch keine Bewertungen
- 16.-Cap Sist. AmbienteDokument12 Seiten16.-Cap Sist. AmbienteRicardo RubioNoch keine Bewertungen
- Wall TypeDokument21 SeitenWall TypeHussain Al SanonaNoch keine Bewertungen
- Features: Stackable Ice Cuber Tamper Proof ModelDokument2 SeitenFeatures: Stackable Ice Cuber Tamper Proof ModelMario A. DiazNoch keine Bewertungen
- Chapter 6 ReviewDokument4 SeitenChapter 6 ReviewDheepikha ShivakumarNoch keine Bewertungen
- Service Manual FL On PDFDokument28 SeitenService Manual FL On PDFAndres Araujo GarciaNoch keine Bewertungen
- JSS 50101-1996Dokument146 SeitenJSS 50101-1996Kaushik SenguptaNoch keine Bewertungen
- Ysi 85 Do MeterDokument60 SeitenYsi 85 Do Metereastcoaster87Noch keine Bewertungen