Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- AviationDokument10 SeitenAviationprabhat chauhanNoch keine Bewertungen
- A Sample of Coal From The Mine Is Found To ContainDokument1 SeiteA Sample of Coal From The Mine Is Found To Containprabhat chauhanNoch keine Bewertungen
- HT in Fluidized BedDokument3 SeitenHT in Fluidized Bedprabhat chauhanNoch keine Bewertungen
- Market RefineryDokument43 SeitenMarket Refineryprabhat chauhanNoch keine Bewertungen
- Process Dynamics and Control SolutionsDokument22 SeitenProcess Dynamics and Control Solutionsciotti620988% (8)
- Evaporators PDFDokument31 SeitenEvaporators PDFtpcho100% (5)
- Section 4 Steady-State ErrorDokument49 SeitenSection 4 Steady-State Errorprabhat chauhanNoch keine Bewertungen
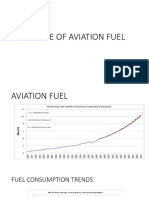
- Future of Aviation FuelDokument10 SeitenFuture of Aviation Fuelprabhat chauhanNoch keine Bewertungen
- MicroeconomicHW1 SolutionDokument4 SeitenMicroeconomicHW1 Solutionkk787Noch keine Bewertungen
- W/consumer-Theory-2-14586434 Ploads/2014/06/chapter-3 PDFDokument1 SeiteW/consumer-Theory-2-14586434 Ploads/2014/06/chapter-3 PDFprabhat chauhanNoch keine Bewertungen
- SocoilogicalDokument2 SeitenSocoilogicalprabhat chauhanNoch keine Bewertungen
- Material and Energy Balance Q&ADokument10 SeitenMaterial and Energy Balance Q&AEmyboy AgboNoch keine Bewertungen
- Aviation FuelDokument17 SeitenAviation Fuelprabhat chauhanNoch keine Bewertungen
- This Is A File Created by Tech CompanyDokument1 SeiteThis Is A File Created by Tech Companyprabhat chauhanNoch keine Bewertungen
- Ultrafiltration Explained: Ultrafilter vs. Conventional FilterDokument5 SeitenUltrafiltration Explained: Ultrafilter vs. Conventional Filteran_iboreg8720Noch keine Bewertungen
- Full Thesis PDFDokument83 SeitenFull Thesis PDFNewaz KabirNoch keine Bewertungen
- Manual Virex Pro 3.19r2 FR - 19!04!2012Dokument73 SeitenManual Virex Pro 3.19r2 FR - 19!04!2012Lance Johnpaul SyNoch keine Bewertungen
- Cameron Water Injection BrochureDokument8 SeitenCameron Water Injection Brochurelaleye_olumideNoch keine Bewertungen
- Wine Nano Filtration 9435Dokument7 SeitenWine Nano Filtration 9435Dr. Vikhar KhanNoch keine Bewertungen
- Ifm KochDokument119 SeitenIfm KochmishtinilNoch keine Bewertungen
- ROCHEM Alemania Tratamiento Lixiviados de Rellenos Sanitarios Brochure Leachate-Leaflet-20-01-152Dokument20 SeitenROCHEM Alemania Tratamiento Lixiviados de Rellenos Sanitarios Brochure Leachate-Leaflet-20-01-152Manuel AlejandroNoch keine Bewertungen
- Advance DairyDokument312 SeitenAdvance Dairyziza20 ZizaNoch keine Bewertungen
- Spirapak 4033 HFM 183 VPP Uf DatasheetDokument2 SeitenSpirapak 4033 HFM 183 VPP Uf DatasheetJohnNoch keine Bewertungen
- Reverse Osmosis and Ultrafiltration of Corn Light Steep-Water SolublesDokument5 SeitenReverse Osmosis and Ultrafiltration of Corn Light Steep-Water SolublesMurali Krishna IndanaNoch keine Bewertungen
- Mechanisms For The Ultrasonic Enhancement of Dairy Whey UltrafiltrationDokument9 SeitenMechanisms For The Ultrasonic Enhancement of Dairy Whey UltrafiltrationTimmyNguyenNoch keine Bewertungen
- Validation of Water Purification SystemDokument9 SeitenValidation of Water Purification SystemJohan orlando Castro BeltranNoch keine Bewertungen
- 17.0 Lec 8membran BioseprationDokument19 Seiten17.0 Lec 8membran BioseprationChan Chun ChenNoch keine Bewertungen
- Review On Membranes For The Filtration of Aqueous Based Solution - Oil in Water Emulsion - 2018Dokument16 SeitenReview On Membranes For The Filtration of Aqueous Based Solution - Oil in Water Emulsion - 2018Carmen StefanescuNoch keine Bewertungen
- UltrafiltrationDokument29 SeitenUltrafiltrationengineering mapNoch keine Bewertungen
- Ultra FiltrationDokument17 SeitenUltra FiltrationNagwa MansyNoch keine Bewertungen
- Diffusion and Its Importance in Pharmaceutical ProcessesDokument50 SeitenDiffusion and Its Importance in Pharmaceutical Processesanupnakat75% (8)
- AdvancedWatertek BrochureDokument5 SeitenAdvancedWatertek BrochureAnonymous whI91WzNoch keine Bewertungen
- Design and Operation of An Ultrafiltration Plant For The Production of Drinking Water Out of The River ScheldtDokument7 SeitenDesign and Operation of An Ultrafiltration Plant For The Production of Drinking Water Out of The River ScheldtNuyul FaizahNoch keine Bewertungen
- Calcium Phosphate Precipitation During Concentration by Vacuum Evaporation of Milk Ultrafiltrate and MicrofiltrateDokument9 SeitenCalcium Phosphate Precipitation During Concentration by Vacuum Evaporation of Milk Ultrafiltrate and MicrofiltrateJuank González TéllezNoch keine Bewertungen
- Validation of Water Purification System: Research ArticleDokument8 SeitenValidation of Water Purification System: Research ArticleyoussefNoch keine Bewertungen
- (1995) Field. Critical Flux Concept For Microfiltration FoulingDokument14 Seiten(1995) Field. Critical Flux Concept For Microfiltration Foulingsulihah12Noch keine Bewertungen
- Veolia Oil SeparationDokument8 SeitenVeolia Oil SeparationbolixinNoch keine Bewertungen
- Magalhães2018 Chapter CeramicMembranesTheoryAndEnginDokument27 SeitenMagalhães2018 Chapter CeramicMembranesTheoryAndEnginnermeen ahmedNoch keine Bewertungen
- Domestic PurificationDokument20 SeitenDomestic PurificationȚone CostinNoch keine Bewertungen
- Industry Case Study: Continued Process Verification (CPV) For A Biotech ProductDokument43 SeitenIndustry Case Study: Continued Process Verification (CPV) For A Biotech ProductQAV_CRSNoch keine Bewertungen
- Chapter 13Dokument38 SeitenChapter 13Fawaz Nasser AL-HeibshyNoch keine Bewertungen
- Gambro Baxter - AK 200S - AK 200 Ultra S - BrochureDokument4 SeitenGambro Baxter - AK 200S - AK 200 Ultra S - BrochureNguyen Van LongNoch keine Bewertungen
- Kenneth'S Healthy Options: Boosting The Calamansi Industry in ZampenDokument14 SeitenKenneth'S Healthy Options: Boosting The Calamansi Industry in ZampenArnold Ian Palen IINoch keine Bewertungen
- DM PlantDokument93 SeitenDM PlantPRAMOD KUMAR NANDANoch keine Bewertungen