Das könnte Ihnen auch gefallen
- Appraisal and Repair of Reinforced Concrete (Appraisal and Repair of Building Structures)Dokument155 SeitenAppraisal and Repair of Reinforced Concrete (Appraisal and Repair of Building Structures)Patania NazzarenoNoch keine Bewertungen
- TB 213 Engineering Guide On Earthing Systems in Power Stations - PeiDokument6 SeitenTB 213 Engineering Guide On Earthing Systems in Power Stations - Peifgdfgdf0% (1)
- Workshop Technology Unit 1Dokument15 SeitenWorkshop Technology Unit 1Chidu Devang0% (2)
- Handbook of Practical Gear Design: Darle W. DudleyDokument7 SeitenHandbook of Practical Gear Design: Darle W. DudleyPooria1989Noch keine Bewertungen
- Learn Critical Aspects of Pattern and Mould Making in FoundryVon EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNoch keine Bewertungen
- JCB 506cDokument8 SeitenJCB 506cdanielNoch keine Bewertungen
- Manfff 2Dokument110 SeitenManfff 2Robel FikaduNoch keine Bewertungen
- Chapter 11-Metal Casting ProcessesDokument80 SeitenChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNoch keine Bewertungen
- Lecture2casting 160411082846Dokument190 SeitenLecture2casting 160411082846IgnatiusAbbyNoch keine Bewertungen
- Fans & Blowers-Calculation of PowerDokument20 SeitenFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- Manufacturing ProcessesDokument134 SeitenManufacturing ProcessesB J ISAC ABRAHAM PAULNoch keine Bewertungen
- Question & Answer - Module 1 NACEDokument6 SeitenQuestion & Answer - Module 1 NACEraghuvarma0% (1)
- Reiddc6a PDFDokument31 SeitenReiddc6a PDFETNoch keine Bewertungen
- Metal Casting ProcessesDokument98 SeitenMetal Casting ProcessestmcoachingcentreNoch keine Bewertungen
- Manufacturing Process - CastingDokument81 SeitenManufacturing Process - CastingArnab HazraNoch keine Bewertungen
- CastingDokument74 SeitenCastingParth Maldhure100% (1)
- CastingDokument74 SeitenCastingvinu1977Noch keine Bewertungen
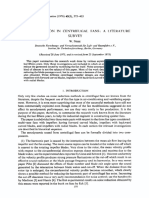
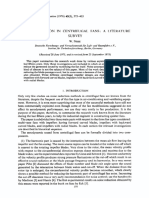
- Noise Reduction in Centrifugal Fans: A Literature SurveyDokument29 SeitenNoise Reduction in Centrifugal Fans: A Literature SurveyPooria1989Noch keine Bewertungen
- Industrial Furnaces, 0471387061Dokument492 SeitenIndustrial Furnaces, 0471387061Khin Aung Shwe90% (10)
- 1TGC902030B0202 - MNS System Guide Layout PDFDokument34 Seiten1TGC902030B0202 - MNS System Guide Layout PDFHujiLoko100% (1)
- Precheck Before Light-Up: Drum Metal Temp. DiffDokument12 SeitenPrecheck Before Light-Up: Drum Metal Temp. DiffAhemadNoch keine Bewertungen
- Thermal Conductivity of ConcreteDokument13 SeitenThermal Conductivity of ConcreteadegisNoch keine Bewertungen
- 3 Units NotesDokument159 Seiten3 Units NotesRaja RamNoch keine Bewertungen
- Ch.2 Casting Processes, Lec 2Dokument36 SeitenCh.2 Casting Processes, Lec 2Abd El RahmanNoch keine Bewertungen
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDokument115 SeitenAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Assignment IDokument23 SeitenAssignment I016 ARUNACHALAM S R MNoch keine Bewertungen
- MCE527 - Casting and Welding TechnologyDokument27 SeitenMCE527 - Casting and Welding TechnologyPavaniNoch keine Bewertungen
- ME8351 Manufacturing Technology - I: 1.1castingDokument96 SeitenME8351 Manufacturing Technology - I: 1.1castingBalu ChanderNoch keine Bewertungen
- Mft-I Two & 13 Marks QuestionDokument16 SeitenMft-I Two & 13 Marks QuestionrahulNoch keine Bewertungen
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDokument76 SeitenChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneNoch keine Bewertungen
- Critical Assessment of Green Sand Moulding ProcessesDokument9 SeitenCritical Assessment of Green Sand Moulding ProcessesroshniNoch keine Bewertungen
- Tutorial 2 + ANSWERDokument4 SeitenTutorial 2 + ANSWERMohd MuhaiminNoch keine Bewertungen
- Lab Report 1: BGME 1053 Manufacturing TechnologyDokument11 SeitenLab Report 1: BGME 1053 Manufacturing TechnologyChun Wai LeeNoch keine Bewertungen
- Question Paper Code: 21557: Expendable Mold Permanent MoldDokument20 SeitenQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNoch keine Bewertungen
- MM Experiment ReportDokument10 SeitenMM Experiment ReportAbdullah ArshadNoch keine Bewertungen
- Sand CastingDokument42 SeitenSand Castingshar8awy 506Noch keine Bewertungen
- Metal Casting ProcessesDokument87 SeitenMetal Casting ProcessesgggNoch keine Bewertungen
- PNC2 - Casting IDokument6 SeitenPNC2 - Casting IAlpNoch keine Bewertungen
- Theory of Casting and Welding - ME 651Dokument155 SeitenTheory of Casting and Welding - ME 651Saurabh ThakurNoch keine Bewertungen
- Plaster Mold Making For Ceramic Industry: Name of InvestigatorDokument9 SeitenPlaster Mold Making For Ceramic Industry: Name of InvestigatorMounicha AmbayecNoch keine Bewertungen
- Module 3 Lecture 2 FinalDokument22 SeitenModule 3 Lecture 2 Finaltejap314Noch keine Bewertungen
- Welding TechnologyDokument23 SeitenWelding TechnologyManeesh TNoch keine Bewertungen
- Assignment IDokument23 SeitenAssignment I016 ARUNACHALAM S R MNoch keine Bewertungen
- Chapter 4Dokument16 SeitenChapter 4Anteneh AssefaNoch keine Bewertungen
- ET ZC235 Manufacturing Processes: BITS PilaniDokument113 SeitenET ZC235 Manufacturing Processes: BITS PilaniAasheesh Chander AgrawalNoch keine Bewertungen
- MFT-I 2marks 16 MarksDokument46 SeitenMFT-I 2marks 16 Markssjcet mech hodNoch keine Bewertungen
- Manufacturing Technology-I: Subject: Class: 4 Sem B.Tech-Mech A'Dokument170 SeitenManufacturing Technology-I: Subject: Class: 4 Sem B.Tech-Mech A'Ram ArvindNoch keine Bewertungen
- Moulding ProcessesDokument10 SeitenMoulding ProcessesChinmay Das67% (3)
- CH 11Dokument77 SeitenCH 11Davinder SinghNoch keine Bewertungen
- Chapter 11-Casting IIDokument80 SeitenChapter 11-Casting IIAli IqbalNoch keine Bewertungen
- Ssignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204Dokument16 SeitenSsignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204muntasir id1Noch keine Bewertungen
- Ch11metalcastingprocDokument74 SeitenCh11metalcastingprocCharurat KongyangNoch keine Bewertungen
- ME6302 MFT FullDokument227 SeitenME6302 MFT FullmonaNoch keine Bewertungen
- CHAPTER 11 Metal Casting ProcessDokument47 SeitenCHAPTER 11 Metal Casting Processabd altwierNoch keine Bewertungen
- Metal Casting Processes: Rizwan M. Gul NWFP UetDokument80 SeitenMetal Casting Processes: Rizwan M. Gul NWFP Uetirum,Noch keine Bewertungen
- Chapter 11-Casting IIDokument80 SeitenChapter 11-Casting IIaff123051Noch keine Bewertungen
- Casting in AviationDokument32 SeitenCasting in AviationJCNoch keine Bewertungen
- Sand CastingDokument9 SeitenSand CastingShivaram Subbaraya VelumaniNoch keine Bewertungen
- CastingDokument103 SeitenCastingDagemNoch keine Bewertungen
- Producing A Complex Part: Investment CastingDokument6 SeitenProducing A Complex Part: Investment Castingrtk5025Noch keine Bewertungen
- CastingDokument48 SeitenCastingghaset50% (2)
- Some Questions With Answers 2Dokument21 SeitenSome Questions With Answers 2RAMAKANT RANANoch keine Bewertungen
- Lecture 1Dokument18 SeitenLecture 1Mayank SharmaNoch keine Bewertungen
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDokument72 SeitenProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarNoch keine Bewertungen
- Unit 1 Metal Casting ProcessesDokument115 SeitenUnit 1 Metal Casting ProcessesMadhav MaheshwariNoch keine Bewertungen
- 1188-Article Text-5152-1-10-20190406Dokument7 Seiten1188-Article Text-5152-1-10-20190406careta2007Noch keine Bewertungen
- Various Casting Processes - Critical Assessment: ContdDokument21 SeitenVarious Casting Processes - Critical Assessment: ContdMayank GaurNoch keine Bewertungen
- Advantages of Metal CastingDokument6 SeitenAdvantages of Metal CastingHarshGuptaNoch keine Bewertungen
- Group 3 Assignment FinalDokument21 SeitenGroup 3 Assignment FinalOKIDI Thomas BecketNoch keine Bewertungen
- Pattern Types and AllowancesDokument10 SeitenPattern Types and AllowancesANIKET ANANDNoch keine Bewertungen
- Three-Dimensionally 3D Printed Sand Molds For CustDokument22 SeitenThree-Dimensionally 3D Printed Sand Molds For CustAnderson PinzónNoch keine Bewertungen
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsVon EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNoch keine Bewertungen
- Us 7628347Dokument6 SeitenUs 7628347Pooria1989Noch keine Bewertungen
- Johnson 1979Dokument12 SeitenJohnson 1979Pooria1989Noch keine Bewertungen
- ?T T T - FT ?: April 9, 1968Dokument6 Seiten?T T T - FT ?: April 9, 1968Pooria1989Noch keine Bewertungen
- Dutta 2001Dokument15 SeitenDutta 2001Pooria1989Noch keine Bewertungen
- Us 7628347Dokument6 SeitenUs 7628347Pooria1989Noch keine Bewertungen
- Us 7628347Dokument6 SeitenUs 7628347Pooria1989Noch keine Bewertungen
- Eisenwerk Work Roll DevelopmentsDokument12 SeitenEisenwerk Work Roll Developmentsdemirci81Noch keine Bewertungen
- A Design Guide For The Refractory Linings Vesselpnd Transfer LinesDokument17 SeitenA Design Guide For The Refractory Linings Vesselpnd Transfer LinesPooria1989Noch keine Bewertungen
- Guide Efficiency FansBlowersDokument147 SeitenGuide Efficiency FansBlowersSalNoch keine Bewertungen
- 2010 Orthopaedic JournalDokument80 Seiten2010 Orthopaedic JournalPooria1989Noch keine Bewertungen
- LECUTRE 29: Refractory Design in FurnacesDokument7 SeitenLECUTRE 29: Refractory Design in FurnacesEndang Reta LazuardiNoch keine Bewertungen
- Analysis of Edge Rolling Based On Continuous Symmetric Parabola CurvesDokument10 SeitenAnalysis of Edge Rolling Based On Continuous Symmetric Parabola CurvesPooria1989Noch keine Bewertungen
- Catalog For Rubber Tracks-1Dokument17 SeitenCatalog For Rubber Tracks-1Pooria1989Noch keine Bewertungen
- A Journal Paper About Steel Rolling Edger DesignDokument7 SeitenA Journal Paper About Steel Rolling Edger DesignPooria1989Noch keine Bewertungen
- Hanoglu Rolling PDFDokument58 SeitenHanoglu Rolling PDFAnonymous f3fLWLGALNoch keine Bewertungen
- Cookbook CatalogDokument147 SeitenCookbook Catalogsanvae123Noch keine Bewertungen
- Muffle FurnaceDokument31 SeitenMuffle FurnaceVignesh NayakNoch keine Bewertungen
- Noise Reduction in Centrifugal Fans: A Literature SurveyDokument29 SeitenNoise Reduction in Centrifugal Fans: A Literature SurveyPooria1989Noch keine Bewertungen
- Parametric Study of Centrifugal Fan Performance Experiments and Numerical Simulation Copyright IjaetDokument18 SeitenParametric Study of Centrifugal Fan Performance Experiments and Numerical Simulation Copyright IjaetIJAET JournalNoch keine Bewertungen
- TCGRX ATP2 SellSheetDokument2 SeitenTCGRX ATP2 SellSheetmegacobNoch keine Bewertungen
- 5kV 10kV Test Lead An en V01Dokument16 Seiten5kV 10kV Test Lead An en V01walcalNoch keine Bewertungen
- WTP 3032 Painting WorksDokument9 SeitenWTP 3032 Painting WorksWan AnisNoch keine Bewertungen
- Dave F W-PicturesDokument5 SeitenDave F W-PicturesJoshua C TrotterNoch keine Bewertungen
- Mykin Inc: General PropertiesDokument2 SeitenMykin Inc: General PropertiesTrường ĐàoNoch keine Bewertungen
- Indesit BAN 34 NF P PDFDokument10 SeitenIndesit BAN 34 NF P PDFCatalin SpiridonNoch keine Bewertungen
- Informacion Tecnica Valvula Motora Gas de AltaDokument8 SeitenInformacion Tecnica Valvula Motora Gas de AltaGuille MVNoch keine Bewertungen
- CNC Train PresentationDokument80 SeitenCNC Train PresentationRahul GoudNoch keine Bewertungen
- Name of Company (PUROK 1) Items Received Date/ Time SignatureDokument69 SeitenName of Company (PUROK 1) Items Received Date/ Time SignatureMapulang Lupa Valenzuela CityNoch keine Bewertungen
- Wheel Parts Cross ReferenceDokument2 SeitenWheel Parts Cross ReferenceCTN2010Noch keine Bewertungen
- CamDokument52 SeitenCamGaurav DabhekarNoch keine Bewertungen
- Kitchen Mood BoardDokument9 SeitenKitchen Mood BoardKelly CantaraNoch keine Bewertungen
- Staad Input FileDokument5 SeitenStaad Input FileMohammedNoch keine Bewertungen
- Walnut Brown Modular Elias Desk With Shelf World MarketDokument1 SeiteWalnut Brown Modular Elias Desk With Shelf World MarketArn ArmNoch keine Bewertungen
- Bimetal Thermometers: Tel-Tru Manufacturing CompanyDokument28 SeitenBimetal Thermometers: Tel-Tru Manufacturing Companyguille0911Noch keine Bewertungen
- Petronas SWECs External 1509015 - PRODUCTSDokument2 SeitenPetronas SWECs External 1509015 - PRODUCTSmuhamadrafie1975Noch keine Bewertungen
- Hydraulic System Pressure ReleaseDokument5 SeitenHydraulic System Pressure ReleaseDANIEL VARGAS RODRIGUEZ100% (1)
- 6.11.18 How To Get A Job in ArchitectureDokument6 Seiten6.11.18 How To Get A Job in ArchitectureshivanNoch keine Bewertungen
- The Work Breakdown Structure in Software Project ManagementDokument6 SeitenThe Work Breakdown Structure in Software Project ManagementQuynh Anh SiNoch keine Bewertungen
- Synthesis: Partial OxidationDokument5 SeitenSynthesis: Partial OxidationTrangSkyNoch keine Bewertungen
- Beko WMB 51021 SDokument52 SeitenBeko WMB 51021 SEmbyAnandaNoch keine Bewertungen