Das könnte Ihnen auch gefallen
- Structure 1Dokument2 SeitenStructure 1hsemargNoch keine Bewertungen
- Structure of 2Dokument2 SeitenStructure of 2hsemargNoch keine Bewertungen
- Structure of m4Dokument2 SeitenStructure of m4hsemargNoch keine Bewertungen
- 01 DifferentialEquations Complete PDFDokument18 Seiten01 DifferentialEquations Complete PDFOğuzhan KocaNoch keine Bewertungen
- Plasticity Stress AnalysisDokument7 SeitenPlasticity Stress AnalysisAvijit DeyNoch keine Bewertungen
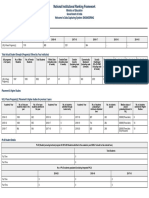
- National Index of Ranking Framework 2017Dokument36 SeitenNational Index of Ranking Framework 2017patrodeskNoch keine Bewertungen
- National Index of Ranking Framework 2017Dokument36 SeitenNational Index of Ranking Framework 2017patrodeskNoch keine Bewertungen
- Engineering PDFDokument25 SeitenEngineering PDFSouparna BanerjeeNoch keine Bewertungen
- ARCH NIRF FrameworkDokument63 SeitenARCH NIRF FrameworkhsemargNoch keine Bewertungen
- Institute Name: RGUKT-RK Valley (IR-E-C-45102)Dokument7 SeitenInstitute Name: RGUKT-RK Valley (IR-E-C-45102)hsemargNoch keine Bewertungen
- Stress Solution at Crack Tip (Westergaard (1934) )Dokument7 SeitenStress Solution at Crack Tip (Westergaard (1934) )theamantheNoch keine Bewertungen
- SolidsDokument86 SeitenSolidsweNoch keine Bewertungen
- Slip CastingDokument10 SeitenSlip CastinghsemargNoch keine Bewertungen
- 2-Introduction To Structure and Bonding in MaterialsDokument9 Seiten2-Introduction To Structure and Bonding in MaterialsMohamed Em AliNoch keine Bewertungen
- 10 5923 J Ep 20170705 03Dokument6 Seiten10 5923 J Ep 20170705 03hsemargNoch keine Bewertungen
- 30 AirConditionarsDokument1 Seite30 AirConditionarshsemargNoch keine Bewertungen
- Chap8lect 2015Dokument70 SeitenChap8lect 2015Tengku Arief Buana PerkasaNoch keine Bewertungen
- Metal Casting Processes Chapter ExplainedDokument88 SeitenMetal Casting Processes Chapter ExplainedTham Wai Hung89% (9)
- Foundation Engg SyllabusDokument2 SeitenFoundation Engg SyllabushsemargNoch keine Bewertungen
- Ubc 2009 Spring Kubiak AngelaDokument128 SeitenUbc 2009 Spring Kubiak AngelahsemargNoch keine Bewertungen
- Slip CastingDokument13 SeitenSlip CastingRishi DasguptaNoch keine Bewertungen
- Composite Materials Exam QuestionsDokument1 SeiteComposite Materials Exam QuestionshsemargNoch keine Bewertungen
- Electronics Service Point Provides Quote for Speaker and Amplifier SystemDokument1 SeiteElectronics Service Point Provides Quote for Speaker and Amplifier SystemhsemargNoch keine Bewertungen
- Secondary Metallurgy PDFDokument63 SeitenSecondary Metallurgy PDFhsemargNoch keine Bewertungen
- Central Library Tender FinalDokument28 SeitenCentral Library Tender FinalhsemargNoch keine Bewertungen
- Investment Cast Cobalt AlloysDokument10 SeitenInvestment Cast Cobalt AlloyshsemargNoch keine Bewertungen
- Mse314 315 316Dokument390 SeitenMse314 315 316hsemargNoch keine Bewertungen
- © 1890 Nature Publishing GroupDokument4 Seiten© 1890 Nature Publishing GrouphsemargNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Standard 2Dokument10 SeitenStandard 2Bridget GumboNoch keine Bewertungen
- Biocompatibility and HabitabilityDokument143 SeitenBiocompatibility and HabitabilitySvetozarKatuscakNoch keine Bewertungen
- ATT III - 13. Prevent, Control and Fight Fires On BoardDokument9 SeitenATT III - 13. Prevent, Control and Fight Fires On BoardPak WeNoch keine Bewertungen
- BF 00571142Dokument1 SeiteBF 00571142Tymoteusz DziedzicNoch keine Bewertungen
- Multiple Choice Bubble Sheet Template Customize This WordDokument3 SeitenMultiple Choice Bubble Sheet Template Customize This WordAl Bin0% (1)
- Viavi: Variable Optical Attenuators (mVOA-C1)Dokument6 SeitenViavi: Variable Optical Attenuators (mVOA-C1)gwNoch keine Bewertungen
- Concept MappingDokument8 SeitenConcept MappingRashid LatiefNoch keine Bewertungen
- Quantitative Metallography Lab Report: Grain Size and Carbon Volume FractionDokument14 SeitenQuantitative Metallography Lab Report: Grain Size and Carbon Volume FractionMhd. Didi Endah PranataNoch keine Bewertungen
- PDF Manual de Reparaciones Estructurales Del Airbus A 320 CompressDokument15 SeitenPDF Manual de Reparaciones Estructurales Del Airbus A 320 CompressJosé LuisNoch keine Bewertungen
- Grade 10 Illustration Q3 Week3Dokument6 SeitenGrade 10 Illustration Q3 Week3NetsuNoch keine Bewertungen
- Spe 143287 MS PDokument11 SeitenSpe 143287 MS PbvkvijaiNoch keine Bewertungen
- Laboratory Activity No. 01 - Properties of LiquidDokument2 SeitenLaboratory Activity No. 01 - Properties of LiquidCzarina Relleve0% (1)
- Speedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalDokument2 SeitenSpeedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalardiNoch keine Bewertungen
- Resultados de La Web: GDDS - Traducción Al Español - Ejemplos Inglés - Reverso ..Dokument3 SeitenResultados de La Web: GDDS - Traducción Al Español - Ejemplos Inglés - Reverso ..Jo PaterninaNoch keine Bewertungen
- Zelenbabini Darovi Ivana N Esic - CompressDokument167 SeitenZelenbabini Darovi Ivana N Esic - CompressСања Р.0% (1)
- Single Point Loading Working Model Specifications and Parts OverviewDokument4 SeitenSingle Point Loading Working Model Specifications and Parts OverviewAnonymous CYdagI100% (1)
- Lesson Plan in Science 10 2nd QuarterDokument5 SeitenLesson Plan in Science 10 2nd QuarterJenevev81% (21)
- Achieve Your Resolutions: Archana SaratDokument27 SeitenAchieve Your Resolutions: Archana Saratmaria_m21Noch keine Bewertungen
- Presentation of Mind and AwarenessDokument6 SeitenPresentation of Mind and AwarenessLia PribadiNoch keine Bewertungen
- Unit 1 Question AnswerDokument5 SeitenUnit 1 Question AnswerSubhankar BiswalNoch keine Bewertungen
- How To Set Up Simulator Ard MMDokument12 SeitenHow To Set Up Simulator Ard MMJayakrishnaNoch keine Bewertungen
- Bucket Elevators GuideDokument20 SeitenBucket Elevators GuideLeonardo De la CruzNoch keine Bewertungen
- Unit 30 WorkDokument2 SeitenUnit 30 WorkThanh HàNoch keine Bewertungen
- Noritz N-063 Installation ManualDokument66 SeitenNoritz N-063 Installation ManualbondsupplyNoch keine Bewertungen
- KV Sainik Vihar Class 6 Science Holidays HomeworkDokument7 SeitenKV Sainik Vihar Class 6 Science Holidays HomeworkABYAN ShaikNoch keine Bewertungen
- (Acta Universitatis Gothoburgensis) Tryggve Göransson - Albinus, Alcinous, Arius Didymus (1995) PDFDokument128 Seiten(Acta Universitatis Gothoburgensis) Tryggve Göransson - Albinus, Alcinous, Arius Didymus (1995) PDFMarcos EstevamNoch keine Bewertungen
- Preparation for the entrance examDokument4 SeitenPreparation for the entrance examMinh ChâuNoch keine Bewertungen
- Steam Technical InfoDokument2 SeitenSteam Technical InfoAnonymous 7z6OzoNoch keine Bewertungen
- Kent Lawrence LORDAN Grade-1Dokument1 SeiteKent Lawrence LORDAN Grade-1Kent Lawrence LordanNoch keine Bewertungen
- COE 107.04 Cathodic Protection Monitoring Instruments and ProceduresDokument42 SeitenCOE 107.04 Cathodic Protection Monitoring Instruments and ProceduresMo'tasem Serdaneh100% (1)