Das könnte Ihnen auch gefallen
- Chap 1 NewDokument11 SeitenChap 1 NewbetjodaNoch keine Bewertungen
- Physics Folio New LAST - Docx - 1Dokument17 SeitenPhysics Folio New LAST - Docx - 1Theinesh SundrarajooNoch keine Bewertungen
- Micro Project PhysicsDokument19 SeitenMicro Project PhysicsAnkit Craft and EditingNoch keine Bewertungen
- Lasers in Conservative DentistryDokument5 SeitenLasers in Conservative DentistryArgjend Ajvazi100% (1)
- Lasers in Conservative Dentistry: An Overview: Journal of Clinical and Diagnostic Research May 2012Dokument5 SeitenLasers in Conservative Dentistry: An Overview: Journal of Clinical and Diagnostic Research May 2012KalpanaNoch keine Bewertungen
- Laser LightDokument21 SeitenLaser LightAnushka KhatriNoch keine Bewertungen
- What Is Laser Technology - SLTL GroupDokument3 SeitenWhat Is Laser Technology - SLTL GroupSLTL GroupNoch keine Bewertungen
- Fundamentals of Dental Lasers: Science and Instruments: Donald J. Coluzzi, DDS, FACDDokument20 SeitenFundamentals of Dental Lasers: Science and Instruments: Donald J. Coluzzi, DDS, FACDdhwanit31Noch keine Bewertungen
- EKSPER (Karakteristik Laser)Dokument8 SeitenEKSPER (Karakteristik Laser)Fikri AsmatNoch keine Bewertungen
- Lasers in ProsthodonticsDokument27 SeitenLasers in ProsthodonticsPremshith CpNoch keine Bewertungen
- Lasers-Compiled by GaurangDokument105 SeitenLasers-Compiled by GaurangGaurang Patankar100% (1)
- Lasers and Their Applications: Debabrata GoswamiDokument18 SeitenLasers and Their Applications: Debabrata GoswamiBiplobNoch keine Bewertungen
- Gas LaserDokument3 SeitenGas LaserVysakh VasudevanNoch keine Bewertungen
- Laser Processing of Materials MANNADokument68 SeitenLaser Processing of Materials MANNAfuratnajjarNoch keine Bewertungen
- Lasers in DentistryDokument53 SeitenLasers in DentistryDr. Nikhil saranNoch keine Bewertungen
- Laser All ChaptersDokument265 SeitenLaser All Chaptersepu239d06Noch keine Bewertungen
- Question Bank For Engineering Physics Questions For 2 Marks Unit - IDokument3 SeitenQuestion Bank For Engineering Physics Questions For 2 Marks Unit - Ikomal jaiswalNoch keine Bewertungen
- Material Report 1 StructuralallallDokument11 SeitenMaterial Report 1 Structuralallallyassin elwakilNoch keine Bewertungen
- Engineering PhysicsDokument4 SeitenEngineering PhysicsMadhu DasariNoch keine Bewertungen
- Science Technology LaserDokument5 SeitenScience Technology Laserkrishan palNoch keine Bewertungen
- Xray 1Dokument14 SeitenXray 1mamatamishra822822Noch keine Bewertungen
- Basic Laser PrinciplesDokument19 SeitenBasic Laser PrinciplesLeonardusNoch keine Bewertungen
- Raha ThaDokument3 SeitenRaha ThaDebadrita BanerjeeNoch keine Bewertungen
- Evolution of Lasers: A Delight in Dentistry: Articles GeneralDokument7 SeitenEvolution of Lasers: A Delight in Dentistry: Articles Generalshamshuddin patelNoch keine Bewertungen
- Ultraviolet Laser Technology and ApplicationsVon EverandUltraviolet Laser Technology and ApplicationsBewertung: 5 von 5 Sternen5/5 (1)
- Lasers Organ 1314 StudDokument3 SeitenLasers Organ 1314 StudaMtrinityNoch keine Bewertungen
- The Role and Various Uses of Laser in Oral and Maxillofacial SurgeryDokument54 SeitenThe Role and Various Uses of Laser in Oral and Maxillofacial SurgeryObinna IgwiloNoch keine Bewertungen
- Laser & Its Applications in EngineeringDokument27 SeitenLaser & Its Applications in EngineeringnawidNoch keine Bewertungen
- Dermatological Lasers and Aesthetic Laser Treatments An OverviewDokument78 SeitenDermatological Lasers and Aesthetic Laser Treatments An OverviewAfsaneh JavanmardNoch keine Bewertungen
- Advanced Aspects SpectrosDokument548 SeitenAdvanced Aspects SpectrosPraveen Mishra100% (3)
- Coloranti Laser PDFDokument15 SeitenColoranti Laser PDFCătălinaNedelcuNoch keine Bewertungen
- Non Ionizing AssignDokument17 SeitenNon Ionizing AssignAnonymous OO7Y0BvNoch keine Bewertungen
- Infrared RadiationDokument226 SeitenInfrared RadiationhackNoch keine Bewertungen
- RP Tip Print NewDokument8 SeitenRP Tip Print NewPiyush BhadaniNoch keine Bewertungen
- Dhiraj Seminar On LaserDokument27 SeitenDhiraj Seminar On LaserDhiraj KolheNoch keine Bewertungen
- Introduction To PhotonicsDokument10 SeitenIntroduction To PhotonicsMani Krishna YakkatiNoch keine Bewertungen
- Laser)Dokument18 SeitenLaser)preeti307100% (3)
- Light Interference Frequency MasersDokument5 SeitenLight Interference Frequency Masersdei_sandeep7994Noch keine Bewertungen
- Lasers: Condition For Laser ActionDokument18 SeitenLasers: Condition For Laser ActiongrinneNoch keine Bewertungen
- HS1102Dokument7 SeitenHS1102anon_845202758Noch keine Bewertungen
- Presentation On LaserDokument19 SeitenPresentation On LaserBhargavNoch keine Bewertungen
- Types of Laser and Operating PrincipleDokument10 SeitenTypes of Laser and Operating Principlepriya544829Noch keine Bewertungen
- Laser & Fiber OpticDokument28 SeitenLaser & Fiber OpticDwi Tiara TanjungNoch keine Bewertungen
- Term Paper Laser, Action, Einstein Theory of Laser, Types, Applications in Industry & Medical FieldDokument15 SeitenTerm Paper Laser, Action, Einstein Theory of Laser, Types, Applications in Industry & Medical FieldGarima SoniNoch keine Bewertungen
- Introduction About LightDokument62 SeitenIntroduction About Lightanon_233996424Noch keine Bewertungen
- Laser BasicsDokument8 SeitenLaser BasicsVishali RayapudiNoch keine Bewertungen
- The Uses and Functions of Lasers: By: Arta ZafarabadiDokument12 SeitenThe Uses and Functions of Lasers: By: Arta ZafarabadiellaNoch keine Bewertungen
- Brijesh Laser TechnologyDokument32 SeitenBrijesh Laser TechnologyBrijesh YadavNoch keine Bewertungen
- CO2 Laser - Ion and ApplicationDokument445 SeitenCO2 Laser - Ion and ApplicationMarkBellNoch keine Bewertungen
- Laser TechnologyDokument13 SeitenLaser Technologyapi-19816579Noch keine Bewertungen
- CH 17 SCienceDokument6 SeitenCH 17 SCienceAditi AllianceNoch keine Bewertungen
- Types of LasersDokument5 SeitenTypes of LasersSirbu Madalina100% (1)
- Laser PresentationDokument47 SeitenLaser PresentationAhadNoch keine Bewertungen
- LasersDokument23 SeitenLasersdeedkumarNoch keine Bewertungen
- Fiber LaserDokument23 SeitenFiber LaserGourav ThakurNoch keine Bewertungen
- Laser ApplicationsDokument11 SeitenLaser ApplicationsBruno MañonNoch keine Bewertungen
- Instrumental Methods of Analysis CH6501Dokument13 SeitenInstrumental Methods of Analysis CH6501Sûdhân HârîNoch keine Bewertungen
- Gas Laser PDFDokument3 SeitenGas Laser PDFIbrahimo BanzeNoch keine Bewertungen
- Practical Introduction to Laser DermatologyVon EverandPractical Introduction to Laser DermatologyVishal MadanNoch keine Bewertungen
- Laser Welding Process Specification Base On Welding TheoriesDokument7 SeitenLaser Welding Process Specification Base On Welding TheoriesIlea VladNoch keine Bewertungen
- 3D Printing - Wikipedia, The Free EncyclopediaDokument23 Seiten3D Printing - Wikipedia, The Free EncyclopediaSandra MeyersNoch keine Bewertungen
- XRF1085 Trace Elements UltraCarry ApplicationNote P0913enDokument4 SeitenXRF1085 Trace Elements UltraCarry ApplicationNote P0913enAnonymous 2LYCWDPuiuNoch keine Bewertungen
- PHY-101 - Applied OpticsDokument2 SeitenPHY-101 - Applied Opticspriyanshi mishraNoch keine Bewertungen
- HYDROSSDokument2 SeitenHYDROSSMrPicaro Otra VezNoch keine Bewertungen
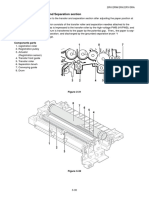
- ECOSYS P2235dw-P2040dw SERVICE MANUAL 2Dokument73 SeitenECOSYS P2235dw-P2040dw SERVICE MANUAL 2Ivan AvilaNoch keine Bewertungen
- Some Introductory Concepts On Fiberr Optic SystemDokument36 SeitenSome Introductory Concepts On Fiberr Optic Systemalmuhseen24Noch keine Bewertungen
- Plastic Injection Molding: Nachiket Kulkarni 12/08/2016Dokument12 SeitenPlastic Injection Molding: Nachiket Kulkarni 12/08/2016sravanthi mucherlaNoch keine Bewertungen
- 0322 PANalyticalDokument48 Seiten0322 PANalyticalcemsavant100% (1)
- 3D Printed Tooling For Thermoforming of Medical DevicesDokument7 Seiten3D Printed Tooling For Thermoforming of Medical DevicesAlex BurdeNoch keine Bewertungen
- Projected Capacitive Touch Screen: FeaturesDokument3 SeitenProjected Capacitive Touch Screen: FeaturesTahir DonNoch keine Bewertungen
- NO ONE 081295958196 Jual Digital Theodolite Topcon Sokkia Nikon RuideDokument2 SeitenNO ONE 081295958196 Jual Digital Theodolite Topcon Sokkia Nikon RuideReseler100% (1)
- What Is G652DDokument4 SeitenWhat Is G652DahmadramahyNoch keine Bewertungen
- Product Specifications: CharacteristicsDokument4 SeitenProduct Specifications: CharacteristicsmdisicNoch keine Bewertungen
- Optical Pyrometer: Prepared By: 3 Class E/C Banatanto, Peter John Ej FDokument23 SeitenOptical Pyrometer: Prepared By: 3 Class E/C Banatanto, Peter John Ej FPeter John Ej BanatantoNoch keine Bewertungen
- Welding SGDokument76 SeitenWelding SGPrasoon ChaturvediNoch keine Bewertungen
- A 0427 Carbon Dioxide Measurements in Natural Gas Processing Using TdlasDokument3 SeitenA 0427 Carbon Dioxide Measurements in Natural Gas Processing Using TdlasRooselvet GalindoNoch keine Bewertungen
- Characterization of PVD Aluminum Nitride For Heat Spreading in RF IC'sDokument4 SeitenCharacterization of PVD Aluminum Nitride For Heat Spreading in RF IC'srahil7860Noch keine Bewertungen
- Effects of MisalignmentDokument50 SeitenEffects of MisalignmentRana RandhirNoch keine Bewertungen
- CCMDie Catalog 2013 SMDokument64 SeitenCCMDie Catalog 2013 SMSaso GjorevskiNoch keine Bewertungen
- 3D Printing of Core and Cavity InsertsDokument15 Seiten3D Printing of Core and Cavity InsertsSushmaNoch keine Bewertungen
- CSWIP 3.1 Multiple Choice Questions - Paper 3 - ProProfs QuizDokument9 SeitenCSWIP 3.1 Multiple Choice Questions - Paper 3 - ProProfs QuizJawed Akhter100% (2)
- RI CW 4Dokument6 SeitenRI CW 4Saut Maruli Tua SamosirNoch keine Bewertungen
- Mec424 Material ScienceDokument17 SeitenMec424 Material ScienceNur Atiqah Nabila100% (2)
- ROTALIGN Smart RS5 EX - Technical DataDokument2 SeitenROTALIGN Smart RS5 EX - Technical DatahmshawkiNoch keine Bewertungen
- Noguchi 2013Dokument5 SeitenNoguchi 2013Almouzzam KhanNoch keine Bewertungen
- Internship Report On PTCLDokument28 SeitenInternship Report On PTCLMuhammad HarisNoch keine Bewertungen
- OCNDokument2 SeitenOCNM Madhu MaliniNoch keine Bewertungen
- Sierra Circular RockwellDokument40 SeitenSierra Circular RockwellCameron RiosNoch keine Bewertungen
- DIY Cardboard Deer HeadDokument17 SeitenDIY Cardboard Deer HeadPapp IoanNoch keine Bewertungen