Das könnte Ihnen auch gefallen
- Dyslexia Dyslexia Is A Learning Disability That Can Affect A Person's Ability To Read. It Is A DeficitDokument2 SeitenDyslexia Dyslexia Is A Learning Disability That Can Affect A Person's Ability To Read. It Is A DeficitlyvvyNoch keine Bewertungen
- Dyscalculia Dyscalculia Belongs To The Category of Learning Difficulties Faced by Many ChildrenDokument2 SeitenDyscalculia Dyscalculia Belongs To The Category of Learning Difficulties Faced by Many ChildrenlyvvyNoch keine Bewertungen
- Sociality, Spirituality, and Meaning Making: Chicago Health, Aging, and Social Relations StudyDokument13 SeitenSociality, Spirituality, and Meaning Making: Chicago Health, Aging, and Social Relations StudylyvvyNoch keine Bewertungen
- Declaratieunica 05102018 PDFDokument1 SeiteDeclaratieunica 05102018 PDFlyvvyNoch keine Bewertungen
- Coduri OcupatiiDokument46 SeitenCoduri OcupatiilyvvyNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- USTER - Tap in To Free Know-HowDokument2 SeitenUSTER - Tap in To Free Know-HowAqeel AhmedNoch keine Bewertungen
- AutoCAD Customization, CAD Customization, AutoLISP, AutoCAD VBADokument6 SeitenAutoCAD Customization, CAD Customization, AutoLISP, AutoCAD VBAcaddsoftNoch keine Bewertungen
- Technical Note 016 - Ground Bearing PRDokument3 SeitenTechnical Note 016 - Ground Bearing PRAnonymous UebIaD8A8CNoch keine Bewertungen
- Plant LayoutasdfDokument5 SeitenPlant LayoutasdfVishwanath KrNoch keine Bewertungen
- McGraw-Edison Power Drawer Sports Light Series Brochure 1977Dokument4 SeitenMcGraw-Edison Power Drawer Sports Light Series Brochure 1977Alan MastersNoch keine Bewertungen
- Design Handbook For Fillet Weld SizeDokument27 SeitenDesign Handbook For Fillet Weld SizeCak Nhass100% (2)
- House With SteelDokument8 SeitenHouse With SteelMike LojoNoch keine Bewertungen
- Service ML 350/370Dokument531 SeitenService ML 350/370Lex Jang100% (1)
- Mazda Protege 5 Control SystemDokument14 SeitenMazda Protege 5 Control SystemJGAR2009Noch keine Bewertungen
- Multilingual User Manual PDFDokument76 SeitenMultilingual User Manual PDFCloud Drive JR SulutNoch keine Bewertungen
- YVS Rao - CVDokument3 SeitenYVS Rao - CVVenkat Subba Rao YammaniNoch keine Bewertungen
- CoreTen Brochure PDFDokument2 SeitenCoreTen Brochure PDFRashid MohammedNoch keine Bewertungen
- SCADADokument11 SeitenSCADApaluru sandeepNoch keine Bewertungen
- Turbine Alignment: How The Alignment System Works - L-705 and L-706 LasersDokument8 SeitenTurbine Alignment: How The Alignment System Works - L-705 and L-706 LasersSelvinNoch keine Bewertungen
- SAR Factory Company ProfileDokument20 SeitenSAR Factory Company ProfilePageduesca RouelNoch keine Bewertungen
- Karcher HD 7Dokument2 SeitenKarcher HD 7Alfhian Jeffri ChinNoch keine Bewertungen
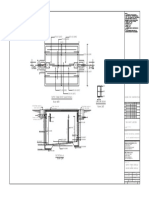
- Muthiga Septic Tank Details1Dokument1 SeiteMuthiga Septic Tank Details1Daniel OkereNoch keine Bewertungen
- VMC 1300P - SINUMERIK 802D Operating ManualDokument130 SeitenVMC 1300P - SINUMERIK 802D Operating ManualcipilanNoch keine Bewertungen
- Curriculum Vitae (U Zaw Tun Oo)Dokument2 SeitenCurriculum Vitae (U Zaw Tun Oo)zaw191Noch keine Bewertungen
- Energies: Review of Wearable Device Technology and Its Applications To The Mining IndustryDokument14 SeitenEnergies: Review of Wearable Device Technology and Its Applications To The Mining IndustryGabriella CsernákNoch keine Bewertungen
- MD Isocracking v2Dokument2 SeitenMD Isocracking v2Materia GrisNoch keine Bewertungen
- How To Use This Manual: FORM 6295 Fourth EditionDokument40 SeitenHow To Use This Manual: FORM 6295 Fourth Editionoscar trujilloNoch keine Bewertungen
- Principle of PDTDokument9 SeitenPrinciple of PDTJoseph OrjiNoch keine Bewertungen
- Working Environment: Norsok StandardDokument52 SeitenWorking Environment: Norsok StandardFoad MirzaieNoch keine Bewertungen
- Key Concepts in Gas Detection: A Guide To Understanding Todays's Gas Detection TechnologyDokument6 SeitenKey Concepts in Gas Detection: A Guide To Understanding Todays's Gas Detection TechnologyRobVajkoNoch keine Bewertungen
- CDI T2 10 (Adv Gen) Integrated Project Police Vehicle Student Version....Dokument6 SeitenCDI T2 10 (Adv Gen) Integrated Project Police Vehicle Student Version....aboubakr soultanNoch keine Bewertungen
- Brochure Explosion Protection en PDFDokument45 SeitenBrochure Explosion Protection en PDFBucur AlexandruNoch keine Bewertungen
- Vessel Data SheetDokument1 SeiteVessel Data SheetMichael HaiseNoch keine Bewertungen
- Latrine Slabs and SeatsDokument4 SeitenLatrine Slabs and SeatsGreen Action Sustainable Technology GroupNoch keine Bewertungen
- Esaote My Lab OneDokument6 SeitenEsaote My Lab Onemitja@mideasNoch keine Bewertungen