Das könnte Ihnen auch gefallen
- CHAPitre II CHARGES APPLIQUEES FINAL A VERIFIERDokument10 SeitenCHAPitre II CHARGES APPLIQUEES FINAL A VERIFIERmaro imyNoch keine Bewertungen
- Techniques de Maintenance PrévisionnelleDokument7 SeitenTechniques de Maintenance PrévisionnelleMani Lov CalmNoch keine Bewertungen
- Les Essais MécaniqueDokument95 SeitenLes Essais Mécaniqueyoussef DhissiNoch keine Bewertungen
- Description Phénoménologique Des Dégradations Dans Les Matériaux Composites StratifiésDokument5 SeitenDescription Phénoménologique Des Dégradations Dans Les Matériaux Composites StratifiésPaul Gaïani-Porquet100% (1)
- C2 PDFDokument12 SeitenC2 PDFMustaphaPicassoNoch keine Bewertungen
- CH1 Position de La Reparation en Maintenance PDFDokument6 SeitenCH1 Position de La Reparation en Maintenance PDFSid Ahmed SlimaneNoch keine Bewertungen
- Sujet Examen N°2 CNDDokument3 SeitenSujet Examen N°2 CNDSerge DzunoNoch keine Bewertungen
- Harrouche Fateh PDFDokument148 SeitenHarrouche Fateh PDFderghalNoch keine Bewertungen
- 522 Les Lois de DegradationsDokument10 Seiten522 Les Lois de DegradationseslochNoch keine Bewertungen
- Licence Construction Mécanique VFF - 1 PDFDokument130 SeitenLicence Construction Mécanique VFF - 1 PDFأبو الأشبالNoch keine Bewertungen
- Fiabilité Des EquipementsDokument74 SeitenFiabilité Des EquipementsGislain KamdemNoch keine Bewertungen
- Cahier Des Charges Avionav PDFDokument1 SeiteCahier Des Charges Avionav PDFMounir FrijaNoch keine Bewertungen
- Presentation - MCO-MRO - 2015 - Version 1Dokument30 SeitenPresentation - MCO-MRO - 2015 - Version 1hkhouaderNoch keine Bewertungen
- Cours Metier Et Formation Génie MécaniqueDokument25 SeitenCours Metier Et Formation Génie MécaniqueESSOME ESSOME OLIVIER STEPHANENoch keine Bewertungen
- Tribologie MasterDokument15 SeitenTribologie MasterabderazakNoch keine Bewertungen
- Anglais Technique Aeronautique AirformationDokument1 SeiteAnglais Technique Aeronautique AirformationCédric SorghoNoch keine Bewertungen
- TP Calcul Pousse SeringueDokument6 SeitenTP Calcul Pousse Seringueapi34Noch keine Bewertungen
- Rapport Du Stage P F E: Plan de Maintenance Pour LesDokument29 SeitenRapport Du Stage P F E: Plan de Maintenance Pour Leswahiba safaaNoch keine Bewertungen
- Montage UsinageDokument2 SeitenMontage UsinageLandry YoboueNoch keine Bewertungen
- Électro-Érosion - WikipédiaDokument2 SeitenÉlectro-Érosion - WikipédiaBechir SakjiNoch keine Bewertungen
- CND 140620102500 Phpapp02Dokument81 SeitenCND 140620102500 Phpapp02SaidNoch keine Bewertungen
- Traitements Thermiques Des Métaux GénéralitésDokument57 SeitenTraitements Thermiques Des Métaux GénéralitésHatim GoldyNoch keine Bewertungen
- Djemili Lotfi PDFDokument70 SeitenDjemili Lotfi PDFfaouzi sellaliNoch keine Bewertungen
- Ponts Roulants SUVAPRODokument38 SeitenPonts Roulants SUVAPROSiding BarroNoch keine Bewertungen
- Guide de Poche Techniques Du Serrage PDFDokument28 SeitenGuide de Poche Techniques Du Serrage PDFJean-guillaume AllemannNoch keine Bewertungen
- Fabrica MecaniqueDokument41 SeitenFabrica MecaniqueallloportoNoch keine Bewertungen
- Comment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFDokument20 SeitenComment Comprendre Qu'il Existe Une Microfissure Dans La Culasse. Rechercher Des Fissures Dans Le Moteur Et Dans Les Cylindres. Dépassement de La Diff PDFMayeul GeraldoNoch keine Bewertungen
- M25 Dépannage Des Compresseurs Et de Moteurs Pneumatiques - 112706Dokument14 SeitenM25 Dépannage Des Compresseurs Et de Moteurs Pneumatiques - 112706mohamed toumiNoch keine Bewertungen
- Codap2005 - Diapos Part1Dokument80 SeitenCodap2005 - Diapos Part1Benazoùz NàwfalNoch keine Bewertungen
- Les Réponses Vertes Sont Les Bonnes RéponsesDokument11 SeitenLes Réponses Vertes Sont Les Bonnes RéponsesKévin OscNoch keine Bewertungen
- CHAPITREIVDokument6 SeitenCHAPITREIVHamza NazihaNoch keine Bewertungen
- MTBF MachineDokument18 SeitenMTBF MachineDkhili ChaimaNoch keine Bewertungen
- ch2 Materiaux Et EnergieDokument63 Seitench2 Materiaux Et EnergieRiheb MoncerNoch keine Bewertungen
- Correction Sujet Examen N°2 CNDDokument4 SeitenCorrection Sujet Examen N°2 CNDSerge DzunoNoch keine Bewertungen
- Lecture de Plan N°3 Reponses 2 PDFDokument20 SeitenLecture de Plan N°3 Reponses 2 PDFDivin MakitaNoch keine Bewertungen
- Chapitre 5 Assemblages Par Rivets 2022Dokument9 SeitenChapitre 5 Assemblages Par Rivets 2022Meriem MeriemNoch keine Bewertungen
- Caractéristiques: GénéralitésDokument12 SeitenCaractéristiques: GénéralitésLE BARONNoch keine Bewertungen
- Sujet Examen N°1 CNDDokument3 SeitenSujet Examen N°1 CNDSerge DzunoNoch keine Bewertungen
- Formation Technique de Drapage SandwichDokument64 SeitenFormation Technique de Drapage SandwichMohamed ElbaghdadiNoch keine Bewertungen
- Les Conditions de CoupesDokument15 SeitenLes Conditions de CoupesNeoXana01Noch keine Bewertungen
- TP 7 Etude Chaine Transmission Puissance PDFDokument22 SeitenTP 7 Etude Chaine Transmission Puissance PDFAGBANoch keine Bewertungen
- 5450 Sujet 0 E42 Bts Ms Option SP 1Dokument46 Seiten5450 Sujet 0 E42 Bts Ms Option SP 1Chanol Noupa100% (1)
- Materiaux Des Structure AeronautiqueDokument8 SeitenMateriaux Des Structure AeronautiqueBenchennouf Houcine100% (1)
- Cours Fabrication MecaniqueDokument47 SeitenCours Fabrication MecaniqueSoufiane NaniNoch keine Bewertungen
- Chapitre I CNDDokument6 SeitenChapitre I CNDريم الوحيشيNoch keine Bewertungen
- Matériaux Aéronautiques - PropriétésDokument35 SeitenMatériaux Aéronautiques - PropriétésMourad Benaissa100% (1)
- GM 2Dokument39 SeitenGM 2Youcef MimouniNoch keine Bewertungen
- NF EN 755-2: Aluminium Et Alliages D'aluminium - Barres, Tubes Et Profilés Filés - Partie 2: Caractéristiques MécaniquesDokument50 SeitenNF EN 755-2: Aluminium Et Alliages D'aluminium - Barres, Tubes Et Profilés Filés - Partie 2: Caractéristiques MécaniquesJeremy AmarNoch keine Bewertungen
- Corrige Application 3Dokument5 SeitenCorrige Application 3Fred MaccartneyNoch keine Bewertungen
- Etude Et Maintenance D'un HélicoptèreDokument16 SeitenEtude Et Maintenance D'un Hélicoptèreرشاد مومنيNoch keine Bewertungen
- 9 Veaux TrainsDokument268 Seiten9 Veaux TrainsKhalil MokhNoch keine Bewertungen
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceVon EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceNoch keine Bewertungen
- CNDDokument11 SeitenCNDnourhenNoch keine Bewertungen
- Chap - 03 CNDDokument17 SeitenChap - 03 CNDrawandbenabdNoch keine Bewertungen
- Compte Rendu CNDDokument13 SeitenCompte Rendu CNDWejden Ben AliNoch keine Bewertungen
- Contrôles Non DestructifsDokument12 SeitenContrôles Non Destructifshdoi91775Noch keine Bewertungen
- 1 Introduction Au CNDDokument34 Seiten1 Introduction Au CNDIlyes k100% (2)
- Formation CND4 V5Dokument30 SeitenFormation CND4 V5Sylvain AlquierNoch keine Bewertungen
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- Training Renault Airbag FRDokument45 SeitenTraining Renault Airbag FRbenadda makhloufNoch keine Bewertungen
- 5 Elec Chap1Dokument8 Seiten5 Elec Chap1benadda makhloufNoch keine Bewertungen
- Antiplongee PDFDokument11 SeitenAntiplongee PDFbenadda makhloufNoch keine Bewertungen
- AutomobilesDokument31 SeitenAutomobilesbenadda makhloufNoch keine Bewertungen
- 4195 Dossier Reponses Epreuve E11 Bac Pro RC 2013Dokument14 Seiten4195 Dossier Reponses Epreuve E11 Bac Pro RC 2013Kouchad FouadNoch keine Bewertungen
- 4195 Dossier Technique Epreuve E11 Bac Pro RC 2013Dokument10 Seiten4195 Dossier Technique Epreuve E11 Bac Pro RC 2013benadda makhloufNoch keine Bewertungen
- 4195 Dossier Technique Epreuve E11 Bac Pro RC 2013Dokument10 Seiten4195 Dossier Technique Epreuve E11 Bac Pro RC 2013benadda makhloufNoch keine Bewertungen
- Entretien Boite DSGDokument4 SeitenEntretien Boite DSGbenadda makhloufNoch keine Bewertungen
- 03 Les Moteurs PDFDokument11 Seiten03 Les Moteurs PDFYassine FdileNoch keine Bewertungen
- Entretien Du Moteur DieselDokument29 SeitenEntretien Du Moteur Dieselbenadda makhlouf100% (1)
- AutomobilesDokument31 SeitenAutomobilesbenadda makhloufNoch keine Bewertungen
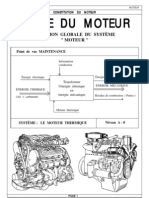
- Constitution Du MoteurDokument7 SeitenConstitution Du MoteurAymen Khadhraoui67% (9)
- Entretien Boite DSGDokument4 SeitenEntretien Boite DSGbenadda makhloufNoch keine Bewertungen
- Calage-Distribution Bep TP 2Dokument5 SeitenCalage-Distribution Bep TP 2benadda makhloufNoch keine Bewertungen
- Cours Dessin Technique - L2GMDokument129 SeitenCours Dessin Technique - L2GMmlouredocasado100% (1)
- C1 - Choix Des Carburants Pour Les Moteurs ThermiquesDokument4 SeitenC1 - Choix Des Carburants Pour Les Moteurs Thermiquesbenadda makhloufNoch keine Bewertungen
- Guerrin Guers Guinchard VAN CAN RapportDokument28 SeitenGuerrin Guers Guinchard VAN CAN RapportchebinegaNoch keine Bewertungen
- 1.07.2 MR Group Procesi 26.2.2010 Za Sajt FRDokument7 Seiten1.07.2 MR Group Procesi 26.2.2010 Za Sajt FRbenadda makhlouf100% (1)
- Ce Document A Été Numérisé Par Le CRDP de Bordeaux Pour LaDokument33 SeitenCe Document A Été Numérisé Par Le CRDP de Bordeaux Pour Labenadda makhloufNoch keine Bewertungen
- Generalites Du MoteurDokument24 SeitenGeneralites Du MoteurZied Ktari100% (8)
- Ti 07 Ignition Coils F 2013 Low PDFDokument24 SeitenTi 07 Ignition Coils F 2013 Low PDFbenadda makhloufNoch keine Bewertungen
- Performance 4 TempsDokument202 SeitenPerformance 4 Tempsabhinand100% (1)
- Pupitre Didactique: Injection Essence Multipoint SimultaneeDokument41 SeitenPupitre Didactique: Injection Essence Multipoint Simultaneebenadda makhloufNoch keine Bewertungen
- Le Moteur Diesel - La Injection A Rampe Commune - Moteur Hdi - 27 PP - FrançaisDokument27 SeitenLe Moteur Diesel - La Injection A Rampe Commune - Moteur Hdi - 27 PP - Françaisnini_karim_1100% (1)
- Entretien Et Reparation Des Moteurs DieselDokument217 SeitenEntretien Et Reparation Des Moteurs DieselNahidi96% (26)
- Notes de Labos MoteursDokument18 SeitenNotes de Labos MoteursAMIROCHENoch keine Bewertungen
- Manual D'Atelier: Code 1.5302.685Dokument98 SeitenManual D'Atelier: Code 1.5302.685Damien DupuyNoch keine Bewertungen
- Moteur Thermique Bts MavaDokument16 SeitenMoteur Thermique Bts MavaGuillaume GuilbertNoch keine Bewertungen
- Technique Automobile Pour La FormationDokument106 SeitenTechnique Automobile Pour La FormationMed Ali Maatoug100% (1)
- Merged 20200614 004727Dokument7 SeitenMerged 20200614 004727yaya camaraNoch keine Bewertungen
- Poly - Pcem1-Theme Vii 2016 - by Med - TMSSDokument152 SeitenPoly - Pcem1-Theme Vii 2016 - by Med - TMSSjehane oussamaNoch keine Bewertungen
- CarraghénanesDokument25 SeitenCarraghénaneshamdi mohamed salim100% (3)
- Chemicals Zetag MSDS Powder Zetag 7652 - 0710 (F)Dokument6 SeitenChemicals Zetag MSDS Powder Zetag 7652 - 0710 (F)PromagEnviro.comNoch keine Bewertungen
- Notions Préparation PHYSIQUE BRDokument27 SeitenNotions Préparation PHYSIQUE BRmohamed belahouelNoch keine Bewertungen
- Affiches Microorganismes Utiles PDFDokument4 SeitenAffiches Microorganismes Utiles PDFFatiRachidaNoch keine Bewertungen
- IntroductionDokument6 SeitenIntroductionchouroukNoch keine Bewertungen
- DS2 Mp2i SlciDokument8 SeitenDS2 Mp2i SlciRoman DabrowskiNoch keine Bewertungen
- Lien Vers EW-System - v2.0 PDFDokument90 SeitenLien Vers EW-System - v2.0 PDFFred GodefroyNoch keine Bewertungen
- Cours - BECHEUR Abdelhamid - STRUCTURES METALLIQUES PDFDokument75 SeitenCours - BECHEUR Abdelhamid - STRUCTURES METALLIQUES PDFBayari ArNoch keine Bewertungen
- 7 Machouri Comm PDFDokument13 Seiten7 Machouri Comm PDFHamiD bachiriNoch keine Bewertungen
- QCM HistologieDokument9 SeitenQCM HistologieYoussef Ait OusnousNoch keine Bewertungen
- 2014TOU33035Dokument132 Seiten2014TOU33035Hanina mamiNoch keine Bewertungen
- TP Osmose InverseDokument27 SeitenTP Osmose Inversejomaahaifa16Noch keine Bewertungen
- BiologieDokument257 SeitenBiologieNesrine Pas PlusNoch keine Bewertungen
- Sequence 2 Cours Svteehb Tle D 2023Dokument49 SeitenSequence 2 Cours Svteehb Tle D 2023Brice ONKELNoch keine Bewertungen
- Polyter Agriculture Et MaraîchageDokument29 SeitenPolyter Agriculture Et MaraîchageMadjokfaOscarNoch keine Bewertungen
- Boissons Gazeuses (Cours 4)Dokument24 SeitenBoissons Gazeuses (Cours 4)Samar KandNoch keine Bewertungen
- AssainissementDokument16 SeitenAssainissementAber DraaNoch keine Bewertungen
- Droit Social LP MRH 2019 2020Dokument162 SeitenDroit Social LP MRH 2019 2020Yassmine TajiNoch keine Bewertungen
- Examen Blanc 2SMB Et A 20 - 21 FinalDokument8 SeitenExamen Blanc 2SMB Et A 20 - 21 Finalghizlane hadali100% (2)
- Litérature FrancoDokument3 SeitenLitérature FrancoIbtissamNoch keine Bewertungen
- (Âges de La Vie (Paris. 1999) ) Thierry Baubet - Marie Rose Moro - Et Al - Psychopathologie Transculturelle-Elsevier Masson (2009)Dokument297 Seiten(Âges de La Vie (Paris. 1999) ) Thierry Baubet - Marie Rose Moro - Et Al - Psychopathologie Transculturelle-Elsevier Masson (2009)lgrisaNoch keine Bewertungen
- Cas Clinique de SPA SGN 1Dokument21 SeitenCas Clinique de SPA SGN 1Mohamed TraoréNoch keine Bewertungen
- Calcite 2021 FR D1 V2Dokument2 SeitenCalcite 2021 FR D1 V2Constant AyimNoch keine Bewertungen
- FR - Déclaration D-Accident - TIER MobilityDokument2 SeitenFR - Déclaration D-Accident - TIER MobilityKatia PierreNoch keine Bewertungen
- Expose Bois Groupe 07 FinalDokument23 SeitenExpose Bois Groupe 07 FinalYves AhlonsouNoch keine Bewertungen
- Observations CSNMDokument62 SeitenObservations CSNMapi-657154202Noch keine Bewertungen