Das könnte Ihnen auch gefallen
- Max Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Dokument132 SeitenMax Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Brian O'SullivanNoch keine Bewertungen
- Caterpiller 3508 SettingsDokument11 SeitenCaterpiller 3508 SettingsHalit Yalçınkaya88% (16)
- 2010 MaxxForce DT-9-10 DiagnosticDokument1.329 Seiten2010 MaxxForce DT-9-10 Diagnosticbullfly100% (8)
- FLS & FTS DefinitionDokument1 SeiteFLS & FTS Definitionmijael139375% (4)
- Nissan / Infiniti Ecu Core Identification ListDokument14 SeitenNissan / Infiniti Ecu Core Identification ListJosue Solis60% (5)
- Cat 936eDokument5 SeitenCat 936eAlberto Ferradás100% (1)
- 330 Dia Lipe Clutch Repair Manual/TITLEDokument29 Seiten330 Dia Lipe Clutch Repair Manual/TITLEVarun KoriviNoch keine Bewertungen
- Serie 60 Informacion AdicionalDokument51 SeitenSerie 60 Informacion AdicionalMauricio Campos QuirosNoch keine Bewertungen
- Industrial Electronic: For A&I and Sales EngineersDokument6 SeitenIndustrial Electronic: For A&I and Sales Engineersmijael1393100% (1)
- Industrial Electronic: For A&I and Sales EngineersDokument6 SeitenIndustrial Electronic: For A&I and Sales Engineersmijael1393100% (1)
- Medium Engine Fuel Systems ReviewDokument30 SeitenMedium Engine Fuel Systems Reviewmijael1393100% (4)
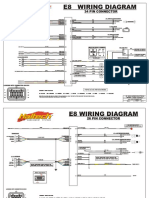
- E8 Wiring DiagramDokument2 SeitenE8 Wiring Diagrammijael1393100% (1)
- Facilities Assignment 1-2-2015Dokument2 SeitenFacilities Assignment 1-2-2015Xnort G. Xwest0% (1)
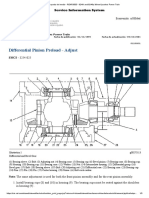
- Pre Carga de Piñon de DiferencialDokument3 SeitenPre Carga de Piñon de Diferencialmamani aquio juannNoch keine Bewertungen
- Read Me FirstDokument9 SeitenRead Me Firstmijael1393Noch keine Bewertungen
- Differential & Bevel GearDokument7 SeitenDifferential & Bevel GearNadhifatulNoch keine Bewertungen
- Crankshaft - InstallDokument7 SeitenCrankshaft - InstallLeonardo PerezNoch keine Bewertungen
- 950F CaterpillarDokument15 Seiten950F CaterpillarMartinez Mauricio Martinez GomezNoch keine Bewertungen
- Chrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONDokument22 SeitenChrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONScribdTranslationsNoch keine Bewertungen
- WD Service InstructionsDokument2 SeitenWD Service InstructionsCentral HydraulicsNoch keine Bewertungen
- Volvo D13H Shop Armed Vol1Dokument33 SeitenVolvo D13H Shop Armed Vol1Roberth SanchezNoch keine Bewertungen
- Installation Procedure: NoticeDokument7 SeitenInstallation Procedure: NoticeВиталий ОрловNoch keine Bewertungen
- Eaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate DesignDokument9 SeitenEaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate Designluisbravo1264Noch keine Bewertungen
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Dokument9 SeitenFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamNoch keine Bewertungen
- Disassembly and Assembly of Vehicular Engine Fuel Injection PumpDokument9 SeitenDisassembly and Assembly of Vehicular Engine Fuel Injection PumpHammam al HammamNoch keine Bewertungen
- Armar Culata 330bDokument4 SeitenArmar Culata 330bAlvaro MartinezNoch keine Bewertungen
- Instructions For The Use of Fixture Group - Parts ReusabilityDokument7 SeitenInstructions For The Use of Fixture Group - Parts ReusabilityRASOUL KHADIBINoch keine Bewertungen
- 03-04 SID Rear Service Guide - Rev - BDokument5 Seiten03-04 SID Rear Service Guide - Rev - Bmaxpower2004Noch keine Bewertungen
- R&I Track Roller MenDokument5 SeitenR&I Track Roller MenDanNoch keine Bewertungen
- Remove & Install Bucket CylinderDokument6 SeitenRemove & Install Bucket CylinderKevin DayNoch keine Bewertungen
- Remove and Install Crankshaft Main BearingsDokument4 SeitenRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoNoch keine Bewertungen
- Remove and Install Crankshaft Main BearingsDokument4 SeitenRemove and Install Crankshaft Main BearingsMax Will Carrasco SantiNoch keine Bewertungen
- Flywheel 2 PDFDokument4 SeitenFlywheel 2 PDFvictoverNoch keine Bewertungen
- Remove & Install Fuel PumpDokument4 SeitenRemove & Install Fuel PumpjasleenNoch keine Bewertungen
- Pistons and Connecting Rods - AssembleDokument5 SeitenPistons and Connecting Rods - Assembleeshopmanual limaNoch keine Bewertungen
- Clutch ManualDokument16 SeitenClutch ManualCO BDNoch keine Bewertungen
- Caterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)Dokument24 SeitenCaterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)rpoy9396615Noch keine Bewertungen
- Differential and Bevel Gear 966 InstallDokument14 SeitenDifferential and Bevel Gear 966 InstallAlan GonzalezNoch keine Bewertungen
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDokument9 SeitenHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNoch keine Bewertungen
- Orbitrol Desarmado y ArmadoDokument9 SeitenOrbitrol Desarmado y Armadojulio cesarNoch keine Bewertungen
- 4 Wheel DriveDokument43 Seiten4 Wheel DriveSelmirije2Noch keine Bewertungen
- Flow Doc 2 PDFDokument18 SeitenFlow Doc 2 PDFJozefNoch keine Bewertungen
- Automatic Timing Advance 7FB1-Up, 4MG1-4MG3599Dokument10 SeitenAutomatic Timing Advance 7FB1-Up, 4MG1-4MG3599EdivaldoVeronese100% (1)
- smhs 7727 Special Instruction-проверка установки гильз 3400Dokument5 Seitensmhs 7727 Special Instruction-проверка установки гильз 3400Евгений АбрамовNoch keine Bewertungen
- Rocker Arm BuminataDokument7 SeitenRocker Arm BuminataRgin AlanNoch keine Bewertungen
- Crankshaft Main Bearing Bolts Torque (Converted)Dokument5 SeitenCrankshaft Main Bearing Bolts Torque (Converted)Nasser Ayoub100% (3)
- Cyl Head InstallDokument5 SeitenCyl Head InstallSteven Y.MNoch keine Bewertungen
- Remove and Install Crankshaft Main BearingsDokument5 SeitenRemove and Install Crankshaft Main BearingsBuku DigitalNoch keine Bewertungen
- Armado de Rueda DelanteraDokument10 SeitenArmado de Rueda DelanteraWilson Castillo AlvarezNoch keine Bewertungen
- Concept 10.5 Dual Disc Installation InstructionsDokument6 SeitenConcept 10.5 Dual Disc Installation Instructionstanijk444Noch keine Bewertungen
- 200f-917121-Chapter Six-Timing Case and Drive Assembly P (4)Dokument16 Seiten200f-917121-Chapter Six-Timing Case and Drive Assembly P (4)indrajayaNoch keine Bewertungen
- Max Prop 3 Blade Classic InstructionsDokument12 SeitenMax Prop 3 Blade Classic InstructionsmruizNoch keine Bewertungen
- Cylinder Head - Install: Disassembly and AssemblyDokument8 SeitenCylinder Head - Install: Disassembly and Assemblyhocine gherbiNoch keine Bewertungen
- Remove & Install Connecting Rod BearingsDokument4 SeitenRemove & Install Connecting Rod BearingsRichard ChuaNoch keine Bewertungen
- Service Library Culata Wrangler 3.6Dokument7 SeitenService Library Culata Wrangler 3.6Andres RodriguezNoch keine Bewertungen
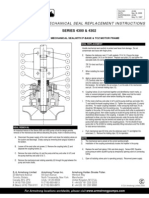
- Mechanical Seal Replacement InstructionsDokument1 SeiteMechanical Seal Replacement InstructionsGiorgio FerNoch keine Bewertungen
- 936e Wheel Loader SisDokument3 Seiten936e Wheel Loader SisjoelNoch keine Bewertungen
- Cams Andrews 99 Gear-01Dokument4 SeitenCams Andrews 99 Gear-01dsgoodrichNoch keine Bewertungen
- Motor 60Z02152 - 03 (1) CAT3306 CrankshaftDokument5 SeitenMotor 60Z02152 - 03 (1) CAT3306 CrankshaftIsmael De Jesus AndradeNoch keine Bewertungen
- ELME 817 Manual PDFDokument20 SeitenELME 817 Manual PDFniko67% (3)
- Fluid Couplings - Installation, Operation and MaintenanceDokument15 SeitenFluid Couplings - Installation, Operation and Maintenanceatee_hua66Noch keine Bewertungen
- Crankshaft - InstallDokument7 SeitenCrankshaft - InstallCamila Vasques QuispeNoch keine Bewertungen
- Install Cylinder HeadDokument5 SeitenInstall Cylinder HeadbagoesNoch keine Bewertungen
- Aftercooler CoreDokument6 SeitenAftercooler CoreRichard ChuaNoch keine Bewertungen
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyDokument9 SeitenChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryNoch keine Bewertungen
- Edison Disc Motor ManualDokument12 SeitenEdison Disc Motor ManualherbstNoch keine Bewertungen
- Install Rocker Shaft and PushrodsDokument3 SeitenInstall Rocker Shaft and PushrodsbagoesNoch keine Bewertungen
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- Evalucion de Transmision r1600gDokument38 SeitenEvalucion de Transmision r1600gmijael1393Noch keine Bewertungen
- EulaDokument2 SeitenEulaTodoFoto TodoVideoNoch keine Bewertungen
- 2009 Saturn Vue PDFDokument386 Seiten2009 Saturn Vue PDFazayfathirNoch keine Bewertungen
- 793C Transmision PDFDokument1 Seite793C Transmision PDFmijael1393100% (1)
- Differentials and Pinion Assemblies - InstallDokument11 SeitenDifferentials and Pinion Assemblies - Installmijael1393Noch keine Bewertungen
- Pinion Assemblies - DisassembleDokument4 SeitenPinion Assemblies - Disassemblemijael1393Noch keine Bewertungen
- 708 SCDokument1 Seite708 SCmijael1393Noch keine Bewertungen
- Differential (NoSPIN) - DisassembleDokument2 SeitenDifferential (NoSPIN) - Disassemblemijael1393Noch keine Bewertungen
- Differential (Standard) (1 To 842) - AssembleDokument3 SeitenDifferential (Standard) (1 To 842) - Assemblemijael1393Noch keine Bewertungen
- Differential (NoSPIN) - AssembleDokument3 SeitenDifferential (NoSPIN) - Assemblemijael1393Noch keine Bewertungen
- 708 SCDokument1 Seite708 SCmijael1393Noch keine Bewertungen
- 403 SCDokument1 Seite403 SCmijael1393Noch keine Bewertungen
- LEKX6306 Torque CurvesDokument11 SeitenLEKX6306 Torque Curvesmijael1393100% (1)
- Formulas & Technical Trivia: Caterpillar Inc. Confidential 12/2/2002Dokument2 SeitenFormulas & Technical Trivia: Caterpillar Inc. Confidential 12/2/2002mijael1393Noch keine Bewertungen
- Power Curves: Hi Idle: Maximum Revolutions of The Engine With No LoadDokument18 SeitenPower Curves: Hi Idle: Maximum Revolutions of The Engine With No Loadmijael1393100% (4)
- Eula ImeiDokument1 SeiteEula Imeimijael1393Noch keine Bewertungen
- Crankshaft Front Seal - RemoveDokument3 SeitenCrankshaft Front Seal - Removemijael1393Noch keine Bewertungen
- Crankshaft Front Seal - InstallDokument3 SeitenCrankshaft Front Seal - Installmijael1393Noch keine Bewertungen
- Fuel SystemDokument28 SeitenFuel Systemmijael1393Noch keine Bewertungen
- Implement Control RENR9013Dokument26 SeitenImplement Control RENR9013mijael1393Noch keine Bewertungen
- 2008 Respirator Selection GuideDokument55 Seiten2008 Respirator Selection Guidemijael1393Noch keine Bewertungen
- RMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Dokument8 SeitenRMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Amir LopezNoch keine Bewertungen
- Centrifugal Compressor Operation and MaintenanceDokument16 SeitenCentrifugal Compressor Operation and MaintenanceNEMSNoch keine Bewertungen
- Introduction To Curve FittingDokument10 SeitenIntroduction To Curve FittingscjofyWFawlroa2r06YFVabfbajNoch keine Bewertungen
- UG WeibullDokument776 SeitenUG WeibullCharles GuzmanNoch keine Bewertungen
- Seksioni I Kabllos Per Rrymat e Lidhjes Se ShkurteDokument1 SeiteSeksioni I Kabllos Per Rrymat e Lidhjes Se ShkurteDukagjin Ramqaj100% (1)
- Geotehnical Engg. - AEE - CRPQsDokument48 SeitenGeotehnical Engg. - AEE - CRPQsSureshKonamNoch keine Bewertungen
- Module 1 Introduction To Highway and Railroad EngineeringDokument43 SeitenModule 1 Introduction To Highway and Railroad EngineeringKenneth FajardoNoch keine Bewertungen
- Introduction To Oracle GroovyDokument53 SeitenIntroduction To Oracle GroovyDeepak BhagatNoch keine Bewertungen
- Silo Cement CalculationDokument11 SeitenSilo Cement CalculationFikriaraz AfifNoch keine Bewertungen
- Power Theft Identification Using GSM TechnologyDokument3 SeitenPower Theft Identification Using GSM TechnologyIJORAT100% (1)
- Craig Vaughan CHPTR 07Dokument44 SeitenCraig Vaughan CHPTR 07Jorge CananeaNoch keine Bewertungen
- Camshaft Test SheetDokument4 SeitenCamshaft Test SheetsughieantoNoch keine Bewertungen
- Oracle Data Integration - An Overview With Emphasis in DW AppDokument34 SeitenOracle Data Integration - An Overview With Emphasis in DW Appkinan_kazuki104Noch keine Bewertungen
- Design of Shaft Straightening MachineDokument58 SeitenDesign of Shaft Straightening MachineChiragPhadkeNoch keine Bewertungen
- Sixty Years of Research On Ship Rudders Effects of Design Choices On Rudder Performance PDFDokument19 SeitenSixty Years of Research On Ship Rudders Effects of Design Choices On Rudder Performance PDFSunil100% (1)
- Ze500 4 Parts Catalog en UsDokument9 SeitenZe500 4 Parts Catalog en UsClaudia LopezNoch keine Bewertungen
- Module 4 - What Is The Required Rate of ReturnDokument2 SeitenModule 4 - What Is The Required Rate of ReturnEthics BAENoch keine Bewertungen
- Manuale Fancoil - Eng 2012-Rev02Dokument19 SeitenManuale Fancoil - Eng 2012-Rev02ricardo daccacheNoch keine Bewertungen
- DbintfcDokument80 SeitenDbintfchnr.uninstallNoch keine Bewertungen
- Color Order SystemsDokument30 SeitenColor Order SystemsBeyene DumechaNoch keine Bewertungen
- HowTo Work With CR 90Dokument87 SeitenHowTo Work With CR 90WagBezerraNoch keine Bewertungen
- User Mode I. System Support Processes: de Leon - Dolliente - Gayeta - Rondilla It201 - Platform Technology - TPDokument6 SeitenUser Mode I. System Support Processes: de Leon - Dolliente - Gayeta - Rondilla It201 - Platform Technology - TPCariza DollienteNoch keine Bewertungen
- EET422 EMC Intro-Banana Skins 2011-2012 MSWDokument6 SeitenEET422 EMC Intro-Banana Skins 2011-2012 MSWVeeradasan PerumalNoch keine Bewertungen
- Iso 10042Dokument5 SeitenIso 10042Nur Diana100% (3)
- Leveling Limits For Stationary Reciprocating Compressors: Engineering ReferenceDokument2 SeitenLeveling Limits For Stationary Reciprocating Compressors: Engineering ReferencealtruismNoch keine Bewertungen
- DS Ac0801 GBDokument20 SeitenDS Ac0801 GBHossein Jalali MoghaddamNoch keine Bewertungen