Das könnte Ihnen auch gefallen
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesVon EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesBewertung: 5 von 5 Sternen5/5 (1)
- Installation, Operation and Maintenance InstallationDokument15 SeitenInstallation, Operation and Maintenance InstallationMuralikrishna ArigondaNoch keine Bewertungen
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- Continental TorquesDokument13 SeitenContinental Torquesfredtanner100% (2)
- 6000-700E Installation Operation Maintenance InstructionsDokument8 Seiten6000-700E Installation Operation Maintenance InstructionsliengsamsonNoch keine Bewertungen
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Von EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Bewertung: 5 von 5 Sternen5/5 (1)
- JB/W泥浆搅拌器使用说明书Dokument25 SeitenJB/W泥浆搅拌器使用说明书Helmut SchaafNoch keine Bewertungen
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheVon EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Voith Fluid Couplings - End in XGDokument18 SeitenVoith Fluid Couplings - End in XGDênis DáyolNoch keine Bewertungen
- Don Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboVon EverandDon Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Joins Universel PDFDokument7 SeitenJoins Universel PDFmecano1Noch keine Bewertungen
- 10pc2 Pile Cap Design DocumentDokument48 Seiten10pc2 Pile Cap Design Documentabdul samadNoch keine Bewertungen
- 10PC2 Pile Cap Design DocumentDokument48 Seiten10PC2 Pile Cap Design Documentabdul samadNoch keine Bewertungen
- Installation Instructions: Alignment, Sleeve Seating and Torque Wrench Use Are Critical To Coupling OperationDokument2 SeitenInstallation Instructions: Alignment, Sleeve Seating and Torque Wrench Use Are Critical To Coupling OperationcakendriNoch keine Bewertungen
- Cooling Tower Fan 301 Sr. DS Installation Manual 2006.12Dokument8 SeitenCooling Tower Fan 301 Sr. DS Installation Manual 2006.12Krishna BadheNoch keine Bewertungen
- Goldcup SVM M11 - M14 D PDFDokument29 SeitenGoldcup SVM M11 - M14 D PDFJoaquínIgnacioNoch keine Bewertungen
- Stag en MainDokument8 SeitenStag en MainFederico AlarconNoch keine Bewertungen
- J300P-7 (1) - Spicer Tube ShaftsDokument24 SeitenJ300P-7 (1) - Spicer Tube ShaftsPrasadNoch keine Bewertungen
- Morooka MST500 Service ManualDokument101 SeitenMorooka MST500 Service Manualabdullah.rahmat93Noch keine Bewertungen
- Biselador de 3 AntorchasDokument7 SeitenBiselador de 3 AntorchasIrving Israel IrvingNoch keine Bewertungen
- Aerostar Maintenance Manual ATA-91-Charts and Wiring DiagramsDokument145 SeitenAerostar Maintenance Manual ATA-91-Charts and Wiring DiagramsNsafetyalwaysoffNoch keine Bewertungen
- Penske 7800 Technical ManualDokument12 SeitenPenske 7800 Technical ManualgeorgeNoch keine Bewertungen
- Manual Reductor SumitomoDokument11 SeitenManual Reductor SumitomoPhilip WalkerNoch keine Bewertungen
- Rotary Tables Dimensions and SpecsDokument2 SeitenRotary Tables Dimensions and SpecsDong Dien KhaNoch keine Bewertungen
- Installation - Service Instructions: Front Brake KitsDokument2 SeitenInstallation - Service Instructions: Front Brake KitsCokhiducminh VinhphucNoch keine Bewertungen
- Detroit Diesel 92 Service ManualDokument167 SeitenDetroit Diesel 92 Service ManualVer Ghom100% (1)
- Dental Chair: Installation and Operation InstructionsDokument10 SeitenDental Chair: Installation and Operation InstructionsAbbass AldermaneNoch keine Bewertungen
- Driveline Components Catalog Flange & End Yoke Applications: August 2008 Supersedes Section 10 Dated March 2006Dokument173 SeitenDriveline Components Catalog Flange & End Yoke Applications: August 2008 Supersedes Section 10 Dated March 2006mattkidoNoch keine Bewertungen
- DECADES OF DEDICATION TO THE NATIONDokument4 SeitenDECADES OF DEDICATION TO THE NATIONTarun BhatiaNoch keine Bewertungen
- Industrial belt tension tester guideDokument3 SeitenIndustrial belt tension tester guidedaniel castilloNoch keine Bewertungen
- 12h Boite MontageDokument35 Seiten12h Boite MontageImazighenNoch keine Bewertungen
- PE Jaw crusher manual-英文Dokument22 SeitenPE Jaw crusher manual-英文Edwin Forero100% (3)
- Catalogo de EspigasDokument28 SeitenCatalogo de EspigasLuis Carlos Mayorga GarciaNoch keine Bewertungen
- Elecon Gear CouplingDokument7 SeitenElecon Gear CouplingVipul Chaudhari100% (4)
- Installation AND Maintenance Manual: Always A Step Ahead in TechnologyDokument8 SeitenInstallation AND Maintenance Manual: Always A Step Ahead in TechnologyyoyoNoch keine Bewertungen
- Crank Specifications PDFDokument1 SeiteCrank Specifications PDFLinzaw OoNoch keine Bewertungen
- 4 EyeBolts-HoistRings-LiftingSlings - US PricingDokument5 Seiten4 EyeBolts-HoistRings-LiftingSlings - US PricingJohn MuellerNoch keine Bewertungen
- Allrig Lifting ChainDokument14 SeitenAllrig Lifting ChainAwanNoch keine Bewertungen
- John Deere Bxe10697 Installation InstructionsDokument36 SeitenJohn Deere Bxe10697 Installation InstructionsLinio Calixto De JesusNoch keine Bewertungen
- Downhole MotorsDokument31 SeitenDownhole MotorsRFVNoch keine Bewertungen
- Montagem de Transmissão - 140HDokument32 SeitenMontagem de Transmissão - 140Hamsm71Noch keine Bewertungen
- Fitting Palloid bevel gearsDokument2 SeitenFitting Palloid bevel gearsEmerson IpialesNoch keine Bewertungen
- Catalogue 2 1Dokument6 SeitenCatalogue 2 1Lazzarus Az GunawanNoch keine Bewertungen
- Ford Engine Service Manual Fo S Eng 240 PDFDokument6 SeitenFord Engine Service Manual Fo S Eng 240 PDFDhanraj SinghNoch keine Bewertungen
- Uk-Jet Selection Guide PDFDokument28 SeitenUk-Jet Selection Guide PDFAnonymous 4jfgHZd2Noch keine Bewertungen
- Original Operating Manual For KWB Super Alloy (G80) Chain SlingsDokument10 SeitenOriginal Operating Manual For KWB Super Alloy (G80) Chain Slingsmohd addinNoch keine Bewertungen
- Control ValvesDokument1 SeiteControl ValvesJazielNoch keine Bewertungen
- Lantec LW Series Winches Catalog PDFDokument16 SeitenLantec LW Series Winches Catalog PDFFareedMohmed100% (1)
- Caterpillar Cat 330 L EXCAVATOR (Prefix 2EL) Service Repair Manual (2EL00001 and Up)Dokument27 SeitenCaterpillar Cat 330 L EXCAVATOR (Prefix 2EL) Service Repair Manual (2EL00001 and Up)kfm8seuudu100% (1)
- Bearings For John Deere®Dokument4 SeitenBearings For John Deere®Cadeco Zamora100% (1)
- SEBF 8174 коромысла 3500Dokument13 SeitenSEBF 8174 коромысла 3500Евгений АбрамовNoch keine Bewertungen
- 6r 6d Bore StrokeDokument4 Seiten6r 6d Bore StrokeMariana ParedesNoch keine Bewertungen
- 1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveDokument4 Seiten1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveabrahamNoch keine Bewertungen
- TABLE 1.10 Limiting Effect Cable Short-Circuit Currents 208 Volts, Three PhaseDokument23 SeitenTABLE 1.10 Limiting Effect Cable Short-Circuit Currents 208 Volts, Three PhaseJuan Carlos Perez ParraNoch keine Bewertungen
- Microswitches Subminiature v4ncDokument4 SeitenMicroswitches Subminiature v4ncAlecu ElenaNoch keine Bewertungen
- Actuadores Neumaticos TS - AdasDokument25 SeitenActuadores Neumaticos TS - AdasDaniel SanNoch keine Bewertungen
- Vibra Shake™: Replacement Parts ListDokument36 SeitenVibra Shake™: Replacement Parts ListRobinson SanchezNoch keine Bewertungen
- Install Cyl Head 320CDokument3 SeitenInstall Cyl Head 320Cirsan pratama putraNoch keine Bewertungen
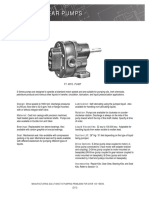
- S Series PumpDokument12 SeitenS Series Pumptim.qwamNoch keine Bewertungen
- VBR Strategic Spare Parts Planning-2Dokument18 SeitenVBR Strategic Spare Parts Planning-2jampukNoch keine Bewertungen
- Ba Sgr1!05!12 Ac1 Nonin Parallel enDokument72 SeitenBa Sgr1!05!12 Ac1 Nonin Parallel enjampukNoch keine Bewertungen
- 4 SAFETY Guidelines For Safe Above Ground Fuel StorageDokument27 Seiten4 SAFETY Guidelines For Safe Above Ground Fuel StorageliamcsNoch keine Bewertungen
- 505 Governor PDFDokument208 Seiten505 Governor PDFSandeep Patial100% (1)
- Ba Sgr1!05!12 Ac1 Nonin Parallel enDokument72 SeitenBa Sgr1!05!12 Ac1 Nonin Parallel enjampukNoch keine Bewertungen
- Riello r40 Gs Ts0025uk04 Rev1Dokument28 SeitenRiello r40 Gs Ts0025uk04 Rev1jampukNoch keine Bewertungen
- VBR Strategic Spare Parts Planning-2Dokument18 SeitenVBR Strategic Spare Parts Planning-2jampukNoch keine Bewertungen
- MB sf2 enDokument1 SeiteMB sf2 enjampukNoch keine Bewertungen
- SF 10.2 - SF 16.2: Dimensions Floor PedestalsDokument1 SeiteSF 10.2 - SF 16.2: Dimensions Floor PedestalsjampukNoch keine Bewertungen
- AD32A01Dokument1 SeiteAD32A01jampukNoch keine Bewertungen
- A419127 Generic Component DiagramDokument1 SeiteA419127 Generic Component DiagramjampukNoch keine Bewertungen
- REVIEW OF BC-7 FOUNDATION INSTALLATIONDokument23 SeitenREVIEW OF BC-7 FOUNDATION INSTALLATIONjampukNoch keine Bewertungen
- 'MEMOLUB HPS BrochureDokument4 Seiten'MEMOLUB HPS BrochurejampukNoch keine Bewertungen
- Riello r40 Gs Ts0025uk04 Rev1Dokument28 SeitenRiello r40 Gs Ts0025uk04 Rev1jampukNoch keine Bewertungen
- Chute Sampling TT1 Modif Diverter GateDokument1 SeiteChute Sampling TT1 Modif Diverter GatejampukNoch keine Bewertungen
- CMMB-SY 2017-05 8068715g1Dokument92 SeitenCMMB-SY 2017-05 8068715g1jampukNoch keine Bewertungen
- Eula Microsoft Visual StudioDokument3 SeitenEula Microsoft Visual StudioqwwerttyyNoch keine Bewertungen
- Drawing Single Actuator Cast Iron Valve 4''flowball IncDokument1 SeiteDrawing Single Actuator Cast Iron Valve 4''flowball IncjampukNoch keine Bewertungen
- Log Sheet Water N Steam China 27 Maret 2012Dokument24 SeitenLog Sheet Water N Steam China 27 Maret 2012jampukNoch keine Bewertungen
- Tanjung Jati B' 660MW Coal Fired Power Station Units 3 & 4 On-Site Training ManualDokument20 SeitenTanjung Jati B' 660MW Coal Fired Power Station Units 3 & 4 On-Site Training ManualjampukNoch keine Bewertungen
- 1 s2.0 S1877705812011307 MainDokument6 Seiten1 s2.0 S1877705812011307 MainjampukNoch keine Bewertungen
- Equipment RBD & Asset Register Common Paiton9 Level 2Dokument54 SeitenEquipment RBD & Asset Register Common Paiton9 Level 2jampukNoch keine Bewertungen
- Ludeca-A Practical Guide To Shaft Alignment PDFDokument0 SeitenLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
- High Flow Filter SystemDokument8 SeitenHigh Flow Filter SystemjampukNoch keine Bewertungen
- Cover AllDokument4 SeitenCover AlljampukNoch keine Bewertungen
- CCC Turbomachinery Controls SystemDokument67 SeitenCCC Turbomachinery Controls Systemjampuk100% (2)
- CURICLUM VITAE Reza PDFDokument1 SeiteCURICLUM VITAE Reza PDFjampukNoch keine Bewertungen
- Cover AllDokument4 SeitenCover AlljampukNoch keine Bewertungen
- How the AIPAC Lobby Influenced US Terrorism PolicyDokument1 SeiteHow the AIPAC Lobby Influenced US Terrorism PolicyjampukNoch keine Bewertungen
- Shipping Label GuideDokument41 SeitenShipping Label GuidebriggantiiNoch keine Bewertungen
- Adhokshaj Mishra: Thwarting The Surveillance in Online CommunicationDokument24 SeitenAdhokshaj Mishra: Thwarting The Surveillance in Online CommunicationGauravRajNoch keine Bewertungen
- Method of MomentsDokument114 SeitenMethod of MomentsankladhaNoch keine Bewertungen
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDokument1 SeiteSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricNoch keine Bewertungen
- Primary Mathematics Book 5Dokument87 SeitenPrimary Mathematics Book 5joseph kunikina0% (1)
- Brake Pedals and ValveDokument4 SeitenBrake Pedals and Valveala17Noch keine Bewertungen
- RCE Unpacking Ebook (Translated by LithiumLi) - UnprotectedDokument2.342 SeitenRCE Unpacking Ebook (Translated by LithiumLi) - Unprotecteddryten7507Noch keine Bewertungen
- RS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1Dokument2 SeitenRS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1jeffv65Noch keine Bewertungen
- Astm D-2361Dokument4 SeitenAstm D-2361Claudia Da Rolt0% (1)
- Axial Shortening of Column in Tall Structure.Dokument9 SeitenAxial Shortening of Column in Tall Structure.P.K.Mallick100% (1)
- PV Design WorksheetDokument4 SeitenPV Design WorksheetLarry Walker II100% (1)
- Varco Manual ElevatorDokument54 SeitenVarco Manual ElevatorJohn Jairo Simanca Castillo100% (1)
- MNDOT Distress Identification ManualDokument51 SeitenMNDOT Distress Identification ManualcrojastNoch keine Bewertungen
- UAV Course SyllabusDokument3 SeitenUAV Course Syllabushindaputra374100% (3)
- Astral Column Pipe PricelistDokument4 SeitenAstral Column Pipe PricelistVaishamNoch keine Bewertungen
- Air Pak SCBA Ordering Specifications (HS 6701)Dokument8 SeitenAir Pak SCBA Ordering Specifications (HS 6701)QHSE ManagerNoch keine Bewertungen
- Microstructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic DeformationDokument10 SeitenMicrostructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic Deformationsoni180Noch keine Bewertungen
- Industry 4.0 FinaleDokument25 SeitenIndustry 4.0 FinaleFrame UkirkacaNoch keine Bewertungen
- Zhao PeiDokument153 SeitenZhao PeiMuhammad Haris HamayunNoch keine Bewertungen
- ISCM World Music Days 2019 - Selected WorksDokument3 SeitenISCM World Music Days 2019 - Selected WorksBobNoch keine Bewertungen
- GPT 1-15 LineBackerDokument4 SeitenGPT 1-15 LineBackerazadeazNoch keine Bewertungen
- LR Phono PreampsDokument44 SeitenLR Phono PreampsMartin FernandezNoch keine Bewertungen
- Understand Centrifugal CompressorDokument16 SeitenUnderstand Centrifugal Compressorramanathan72-1100% (2)
- D72140GC10 46777 UsDokument3 SeitenD72140GC10 46777 UsWilliam LeeNoch keine Bewertungen
- Star S07FS32DR Water Softener Repair PartsDokument1 SeiteStar S07FS32DR Water Softener Repair PartsBillNoch keine Bewertungen
- Pivot Part NumDokument2 SeitenPivot Part Numrossini_danielNoch keine Bewertungen
- STS - (3000K 6000K) - H1 Smart Transformer Station Installation GuideDokument105 SeitenSTS - (3000K 6000K) - H1 Smart Transformer Station Installation GuideSav SashaNoch keine Bewertungen
- AMG ActuatorsDokument12 SeitenAMG ActuatorsMohan ArumugavallalNoch keine Bewertungen
- Masterseal 550Dokument4 SeitenMasterseal 550Arjun MulluNoch keine Bewertungen
- Powerful Cooling and Easy Installation For Really Large SpacesDokument4 SeitenPowerful Cooling and Easy Installation For Really Large Spacesalkaf08Noch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyVon EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNoch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Renewable Energy: A Very Short IntroductionVon EverandRenewable Energy: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (12)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successVon EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionVon EverandBuild Your Own Electric Vehicle, Third EditionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeVon EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeBewertung: 4 von 5 Sternen4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureVon EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureBewertung: 3.5 von 5 Sternen3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachVon EverandImplementing an Integrated Management System (IMS): The strategic approachBewertung: 5 von 5 Sternen5/5 (2)
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Produced Water Treatment Field ManualVon EverandProduced Water Treatment Field ManualBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksVon EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- The Rare Metals War: the dark side of clean energy and digital technologiesVon EverandThe Rare Metals War: the dark side of clean energy and digital technologiesBewertung: 5 von 5 Sternen5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemVon EverandISO 50001: A strategic guide to establishing an energy management systemNoch keine Bewertungen
- The Way Home: Tales from a life without technologyVon EverandThe Way Home: Tales from a life without technologyBewertung: 4 von 5 Sternen4/5 (45)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesVon EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertBewertung: 3 von 5 Sternen3/5 (2)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyVon EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyBewertung: 5 von 5 Sternen5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)