Das könnte Ihnen auch gefallen
- The Engineering of Microprocessor Systems: Guidelines on System DevelopmentVon EverandThe Engineering of Microprocessor Systems: Guidelines on System DevelopmentNoch keine Bewertungen
- Instrument TechnicianDokument3 SeitenInstrument Technicianapi-76943814Noch keine Bewertungen
- Report On Internship .Docx FINAL (1) PuthraDokument36 SeitenReport On Internship .Docx FINAL (1) Puthraabhiabhishekn0167Noch keine Bewertungen
- Increasing Safety, Operation Efficiency and Process Reliability: Implementation of Robotized Tundish Operations at Ternium BrasilDokument12 SeitenIncreasing Safety, Operation Efficiency and Process Reliability: Implementation of Robotized Tundish Operations at Ternium BrasilJJNoch keine Bewertungen
- WLR BrochureDokument12 SeitenWLR Brochuresrinath rajaramNoch keine Bewertungen
- Feasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Dokument10 SeitenFeasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Desryadi Ilyas MohammadNoch keine Bewertungen
- Experience IEC 61850 Refurbishment of 380 KV Power SubstationDokument8 SeitenExperience IEC 61850 Refurbishment of 380 KV Power SubstationburkinafasogluNoch keine Bewertungen
- DaNews164 PDFDokument0 SeitenDaNews164 PDFClaire Hamant100% (1)
- MOS of Installation of SCADA Monitoring For Paching Water TreatmentDokument3 SeitenMOS of Installation of SCADA Monitoring For Paching Water TreatmentShah Aizat Razali100% (1)
- References For Hot Strip MillsDokument44 SeitenReferences For Hot Strip MillsdownloadNoch keine Bewertungen
- 4094 - Gefügemonمهم مهم itorDokument7 Seiten4094 - Gefügemonمهم مهم itorAli RayyaNoch keine Bewertungen
- Hexagon PPM L-T Chiyoda C2 Engineering Analysis Case Study USDokument2 SeitenHexagon PPM L-T Chiyoda C2 Engineering Analysis Case Study USktejankarNoch keine Bewertungen
- Optcl System in Orissa 400kv Bid DocumentDokument223 SeitenOptcl System in Orissa 400kv Bid Documentranjish_007100% (1)
- Secondary Metallurgy Solutions enDokument20 SeitenSecondary Metallurgy Solutions enahmedNoch keine Bewertungen
- SCD-GR-FM-074 - SOW - EAF Process Optimization SMP1 Rev-02Dokument34 SeitenSCD-GR-FM-074 - SOW - EAF Process Optimization SMP1 Rev-02Thiyagarajan JayaramenNoch keine Bewertungen
- Rizhao Steel Esp LinesDokument7 SeitenRizhao Steel Esp LinesSS making technical teamNoch keine Bewertungen
- PFDDokument19 SeitenPFDCyril JohnsonNoch keine Bewertungen
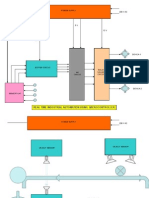
- Power Supply 230 V AC: Real Time Industrial Automation Using MicrocontrollerDokument7 SeitenPower Supply 230 V AC: Real Time Industrial Automation Using Microcontrollersherrinjerrin23Noch keine Bewertungen
- SBU-2 FlyAsh System Scope of Work - R1 - Final - 03.04.2020Dokument22 SeitenSBU-2 FlyAsh System Scope of Work - R1 - Final - 03.04.2020Rashid patelNoch keine Bewertungen
- Version 2 Communication Test Set: The Evolution in Protocol Analysis..Dokument2 SeitenVersion 2 Communication Test Set: The Evolution in Protocol Analysis..ARCC2030100% (1)
- Cables Catalog Bahra LVDokument82 SeitenCables Catalog Bahra LVSharik KhanNoch keine Bewertungen
- Pre Qualificaion1Dokument16 SeitenPre Qualificaion1Mahmoud YahyaNoch keine Bewertungen
- What Is ScadaDokument4 SeitenWhat Is Scadaasim saeedNoch keine Bewertungen
- Kahramaa TR PDFDokument20 SeitenKahramaa TR PDFAthambawa RameesNoch keine Bewertungen
- Fabrication of Process Analyzer Packages-EGDokument24 SeitenFabrication of Process Analyzer Packages-EGAhmed ElghmatiNoch keine Bewertungen
- Wireless NetworkingDokument4 SeitenWireless Networking8197406481Noch keine Bewertungen
- Integrating Thermal Management Networks in Structures by Friction Stir ChannellingDokument4 SeitenIntegrating Thermal Management Networks in Structures by Friction Stir ChannellingRabindra Prasad Research Scholar, Mechanical Engg., IIT (BHU)Noch keine Bewertungen
- VOL IV - Mechanical PDFDokument144 SeitenVOL IV - Mechanical PDFVaijayanti JoshiNoch keine Bewertungen
- Swaged Sleeve Welding For Pipe in PipeDokument12 SeitenSwaged Sleeve Welding For Pipe in PipeSridharan ChandranNoch keine Bewertungen
- 34 Samss 117Dokument9 Seiten34 Samss 117naruto256Noch keine Bewertungen
- 34 Samss 846Dokument37 Seiten34 Samss 846Artur UzeevNoch keine Bewertungen
- Medium VoltageDokument120 SeitenMedium VoltagelekscribdeeNoch keine Bewertungen
- Installation Site Requirements For Flexi BSC and TCSMDokument64 SeitenInstallation Site Requirements For Flexi BSC and TCSMSina SabikonaNoch keine Bewertungen
- Slag Skimming Judgment Gauge Deelopment at Arcelormittal Flat Carbon South AmericaDokument7 SeitenSlag Skimming Judgment Gauge Deelopment at Arcelormittal Flat Carbon South AmericaAmmarMt_11Noch keine Bewertungen
- JournalNX - Automatic Ladle ControlDokument4 SeitenJournalNX - Automatic Ladle ControlJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Draft - Final STR 0701 Ver.3 - 4 - 12 - 2014Dokument14 SeitenDraft - Final STR 0701 Ver.3 - 4 - 12 - 2014Rohit KumarNoch keine Bewertungen
- UltraPIPE ApplicationsDokument4 SeitenUltraPIPE ApplicationsAlejandraNoch keine Bewertungen
- 1488 2 Technical Specification ANNEXURE IIDokument3 Seiten1488 2 Technical Specification ANNEXURE IIsushant shirsatNoch keine Bewertungen
- DaNews165 PDFDokument100 SeitenDaNews165 PDFClaire HamantNoch keine Bewertungen
- STRNo - QMS 16 2000revision2Dokument6 SeitenSTRNo - QMS 16 2000revision2Mal Singh RathoreNoch keine Bewertungen
- A-340E Extracts NL Electric and AutomationDokument62 SeitenA-340E Extracts NL Electric and AutomationNiranjan NagellaNoch keine Bewertungen
- Caesar 2Dokument6 SeitenCaesar 2David Plata OrozcoNoch keine Bewertungen
- Applying IEC 61850 To Real Life: Modernization Project For 30 Electrical SubstationsDokument17 SeitenApplying IEC 61850 To Real Life: Modernization Project For 30 Electrical SubstationsGovernmentHookerNoch keine Bewertungen
- FR2 SoS For BIM Modelling (GBC Engineering) P01Dokument10 SeitenFR2 SoS For BIM Modelling (GBC Engineering) P01ramatchatNoch keine Bewertungen
- A True System-On-Chip Solution For 2.4-Ghz Ieee 802.15.4 and Zigbee ApplicationsDokument36 SeitenA True System-On-Chip Solution For 2.4-Ghz Ieee 802.15.4 and Zigbee ApplicationsVineeth ThomasNoch keine Bewertungen
- Electrical Tender DocumentDokument81 SeitenElectrical Tender DocumentRamesh Arjun TNoch keine Bewertungen
- 32-SDMS-11 Rev.1Dokument56 Seiten32-SDMS-11 Rev.1Soumya ChaudhuryNoch keine Bewertungen
- Expert System For Rolling Load Prediction in 20 Hi Sendzimir MillDokument5 SeitenExpert System For Rolling Load Prediction in 20 Hi Sendzimir MillIAEME PublicationNoch keine Bewertungen
- 32 Samss 028Dokument28 Seiten32 Samss 028naruto256Noch keine Bewertungen
- TG-NET-SST-018 Secondary Distribution Substations - Particular Requirements For Outdoor Substation and Enclosures - PETE OWEN 1Dokument37 SeitenTG-NET-SST-018 Secondary Distribution Substations - Particular Requirements For Outdoor Substation and Enclosures - PETE OWEN 1Foaad Ahmad100% (1)
- Secondary Metallurgy Solut enDokument20 SeitenSecondary Metallurgy Solut enjframiniNoch keine Bewertungen
- Control & InstrumentationDokument10 SeitenControl & InstrumentationHarshit AggarwalNoch keine Bewertungen
- Tarjeta EPMx40 AlteraDokument88 SeitenTarjeta EPMx40 AlteraLeonardo Bañuelos MarquezNoch keine Bewertungen
- SortingDokument6 SeitenSortingParveet KumarNoch keine Bewertungen
- UEP Engineering Items of Interest 1998Dokument40 SeitenUEP Engineering Items of Interest 1998EIGENVAL249100% (1)
- 32 PDFDokument49 Seiten32 PDFharmlesdragonNoch keine Bewertungen
- LBB NS - 40Dokument29 SeitenLBB NS - 40Roman KrautschneiderNoch keine Bewertungen
- Practical Embedded Controllers: Design and Troubleshooting with the Motorola 68HC11Von EverandPractical Embedded Controllers: Design and Troubleshooting with the Motorola 68HC11Noch keine Bewertungen
- Token Ring Technology ReportVon EverandToken Ring Technology ReportNoch keine Bewertungen
- MBA in Business Analytics: Work Integrated Learning ProgrammesDokument12 SeitenMBA in Business Analytics: Work Integrated Learning ProgrammesShatrughna SamalNoch keine Bewertungen
- (Executive) : Don'T Ask For Your Next PromotionDokument21 Seiten(Executive) : Don'T Ask For Your Next PromotionShatrughna SamalNoch keine Bewertungen
- TDC & Specification of CSS&RMU - RevisedDokument31 SeitenTDC & Specification of CSS&RMU - RevisedShatrughna SamalNoch keine Bewertungen
- Ps7phesb en-USDokument688 SeitenPs7phesb en-USShatrughna SamalNoch keine Bewertungen
- SL No: Maintenance of PC StationDokument2 SeitenSL No: Maintenance of PC StationShatrughna SamalNoch keine Bewertungen
- Service & Support: Software Update From PCS 7 V7.1 To PCS 7 V7.1 SP1Dokument18 SeitenService & Support: Software Update From PCS 7 V7.1 To PCS 7 V7.1 SP1Shatrughna SamalNoch keine Bewertungen
- Static Heat Energy Balance Mathematical Model For An Iron Blast FurnaceDokument12 SeitenStatic Heat Energy Balance Mathematical Model For An Iron Blast FurnaceShatrughna SamalNoch keine Bewertungen
- Data Exchange and Experience Sharing of Blast FurnaceDokument17 SeitenData Exchange and Experience Sharing of Blast FurnaceShatrughna SamalNoch keine Bewertungen
- Procentec Profitrace Brochure en v2Dokument4 SeitenProcentec Profitrace Brochure en v2Shatrughna SamalNoch keine Bewertungen
- Tata Steel - Blast Furnace PDFDokument33 SeitenTata Steel - Blast Furnace PDFShatrughna SamalNoch keine Bewertungen
- 5 - IISCO Steel Plant, SAIL - Data SharingDokument13 Seiten5 - IISCO Steel Plant, SAIL - Data SharingShatrughna SamalNoch keine Bewertungen
- Ipc647d Operating Instructions en-US PDFDokument240 SeitenIpc647d Operating Instructions en-US PDFShatrughna SamalNoch keine Bewertungen
- Ms. Durba Talukdar M.N.dastur CoDokument15 SeitenMs. Durba Talukdar M.N.dastur CoShatrughna SamalNoch keine Bewertungen
- Unesco - Eolss Sample Chapters: Automation and Control in Iron and Steel IndustriesDokument8 SeitenUnesco - Eolss Sample Chapters: Automation and Control in Iron and Steel IndustriesShatrughna SamalNoch keine Bewertungen
- Customs Act 1962 AB NawalDokument10 SeitenCustoms Act 1962 AB NawalShatrughna SamalNoch keine Bewertungen
- Cost and Management Accounting Notes and FormulaDokument54 SeitenCost and Management Accounting Notes and FormulaShatrughna SamalNoch keine Bewertungen
- AR0121 CAM Editor Reverse Engineering PCBsDokument5 SeitenAR0121 CAM Editor Reverse Engineering PCBsdrakenhavenNoch keine Bewertungen
- BSNL Landline Broadband Closure LetterDokument2 SeitenBSNL Landline Broadband Closure LetterJeemon Es0% (1)
- Knowledge Management CycleDokument49 SeitenKnowledge Management CycleMallik Kruzamidiwinata0% (4)
- Introdution Multinet PakistanDokument23 SeitenIntrodution Multinet PakistanDemureNoch keine Bewertungen
- Example of Gearbox CalculationDokument9 SeitenExample of Gearbox CalculationWassihun Amdie100% (1)
- DivyanshDokument21 SeitenDivyanshKhushal JangidNoch keine Bewertungen
- Logic Circuit & Switching Theory Midterm Quiz 2Dokument10 SeitenLogic Circuit & Switching Theory Midterm Quiz 2Russel Mendoza100% (1)
- Pre-Requisite Form SSPC Protective Coatings Inspector (PCI) Program & Certification - Level 3Dokument6 SeitenPre-Requisite Form SSPC Protective Coatings Inspector (PCI) Program & Certification - Level 3Prakash RajNoch keine Bewertungen
- IE10 MainDokument4 SeitenIE10 MainHugo DomingosNoch keine Bewertungen
- Kalpesh Tawde Resume Tcs StandardDokument3 SeitenKalpesh Tawde Resume Tcs StandardRohit TawdeNoch keine Bewertungen
- A Vertical Search Engine For Medical StandardsDokument3 SeitenA Vertical Search Engine For Medical StandardskumarraviranchiNoch keine Bewertungen
- Testing IGMP Snooping: Agilent N2X Packets and ProtocolsDokument8 SeitenTesting IGMP Snooping: Agilent N2X Packets and ProtocolsFei-fei LiNoch keine Bewertungen
- 3DQuickPress V5.2.1 Training ManualDokument247 Seiten3DQuickPress V5.2.1 Training Manualkaprylscooll27100% (1)
- Applets Programming: Enabling Application Delivery Via The WebDokument23 SeitenApplets Programming: Enabling Application Delivery Via The WebAneesh KumarNoch keine Bewertungen
- Case Tool Lab ManualDokument13 SeitenCase Tool Lab ManualDinesh SinnarasseNoch keine Bewertungen
- Db2 Olap Server v8.1Dokument544 SeitenDb2 Olap Server v8.1jc_lallabanNoch keine Bewertungen
- PCC 0410 Twincat3 eDokument4 SeitenPCC 0410 Twincat3 ert2005Noch keine Bewertungen
- My Learning Journey ReflectionDokument2 SeitenMy Learning Journey Reflectionapi-486217715Noch keine Bewertungen
- About MDCSM/ Recognition: Institute BenefitsDokument2 SeitenAbout MDCSM/ Recognition: Institute BenefitsGovind kalsangraNoch keine Bewertungen
- Release Notes 8 2 121 14Dokument2 SeitenRelease Notes 8 2 121 14Florea Dan MihaiNoch keine Bewertungen
- Sage X3 - User Guide - A Quick Tour of F9 PDFDokument27 SeitenSage X3 - User Guide - A Quick Tour of F9 PDFcaplusincNoch keine Bewertungen
- Foxpro: DBMS Stand For Data Base Management System. in This System You Can Create Files, Reports, Labels EtcDokument22 SeitenFoxpro: DBMS Stand For Data Base Management System. in This System You Can Create Files, Reports, Labels EtcSurjeet kumarNoch keine Bewertungen
- 2.4.3 Fiduccia-Mattheyses (FM) AlgorithmDokument25 Seiten2.4.3 Fiduccia-Mattheyses (FM) AlgorithmHaiNguyenNoch keine Bewertungen
- FLUENT ClusterDokument11 SeitenFLUENT Clustergat11Noch keine Bewertungen
- POS 408 .Net I Entire CourseDokument11 SeitenPOS 408 .Net I Entire CoursejanesthomasNoch keine Bewertungen
- Vinay Karthik B S - ResumeDokument3 SeitenVinay Karthik B S - ResumeVinayKarthikBSNoch keine Bewertungen
- Project Report On Tic Tac Toe Game Using JavaDokument15 SeitenProject Report On Tic Tac Toe Game Using JavaAbuNoch keine Bewertungen
- Tbii v600 Usb Box BookletDokument26 SeitenTbii v600 Usb Box BookletPablo D. RigoNoch keine Bewertungen
- Adx PDFDokument32 SeitenAdx PDFmokalppNoch keine Bewertungen
- CP5092-Cloud Computing TechnologiesDokument11 SeitenCP5092-Cloud Computing TechnologiesRajamurugan ANoch keine Bewertungen