Das könnte Ihnen auch gefallen
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDokument3 SeitenWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Weld DefectsDokument78 SeitenWeld DefectsKevin CheungNoch keine Bewertungen
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Wa0006.Dokument64 SeitenWa0006.yashNoch keine Bewertungen
- Welding ImperfectionsDokument39 SeitenWelding ImperfectionsAnonymousNoch keine Bewertungen
- Welding Defects Welding Defects: Cracks CracksDokument18 SeitenWelding Defects Welding Defects: Cracks Crackspratap biswasNoch keine Bewertungen
- Welding DefectsDokument77 SeitenWelding DefectsBalakumar100% (1)
- Pipe Welding: Subject:-Welding Technology (2ME704/2)Dokument14 SeitenPipe Welding: Subject:-Welding Technology (2ME704/2)Saket Jha100% (1)
- Reference - Poor Fusion and Lack of Penetration - Cause and CountermeasureDokument4 SeitenReference - Poor Fusion and Lack of Penetration - Cause and CountermeasurePrakash RajNoch keine Bewertungen
- Weld DefectDokument78 SeitenWeld DefectjswldeepNoch keine Bewertungen
- Carbide Inserts Wear Failure ModesDokument7 SeitenCarbide Inserts Wear Failure ModesJo MarbeNoch keine Bewertungen
- Manufacturing Processes and Technology (Mem360) 2Dokument13 SeitenManufacturing Processes and Technology (Mem360) 2Azhar HafiqNoch keine Bewertungen
- RT Defect DetailsDokument77 SeitenRT Defect DetailsAnonymous 7ibtVlNoch keine Bewertungen
- UMW SMTA Surface Finish JuneDokument56 SeitenUMW SMTA Surface Finish JuneZian HennNoch keine Bewertungen
- DefectsDokument29 SeitenDefectsHarsha Vardhan MeduriNoch keine Bewertungen
- Defects PDFDokument78 SeitenDefects PDFAhmed MoustafaNoch keine Bewertungen
- Visual Weld InspectionDokument53 SeitenVisual Weld InspectionThiru RajaNoch keine Bewertungen
- WG-1 Hi-Lo Welding GageDokument1 SeiteWG-1 Hi-Lo Welding GageLucioNoch keine Bewertungen
- Visual Inspection of Weld 1644721794Dokument53 SeitenVisual Inspection of Weld 1644721794Sapan Shah100% (1)
- Visual Inspection WeldDokument53 SeitenVisual Inspection Weldshifa100% (1)
- NDT - VTDokument53 SeitenNDT - VTSantoshNoch keine Bewertungen
- Quality Problems in Continuous Cast ProductsDokument47 SeitenQuality Problems in Continuous Cast Productsmanas burmaNoch keine Bewertungen
- Defects and Discontinuities: Boiler and Mechanical PowerDokument78 SeitenDefects and Discontinuities: Boiler and Mechanical PowerthejusNoch keine Bewertungen
- NAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesDokument69 SeitenNAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesHR TusherNoch keine Bewertungen
- 03 Welding Imperfections & Materilal Inspection+Notes+AnsDokument42 Seiten03 Welding Imperfections & Materilal Inspection+Notes+AnsTakul ThongyooNoch keine Bewertungen
- Welding - Quality Concerns & In-Service Welding: October 7, 2015Dokument37 SeitenWelding - Quality Concerns & In-Service Welding: October 7, 2015江宸宸Noch keine Bewertungen
- Trouble Shooting in Delayed Coker Unit Inspection Experience Gupta Sujith MRPL DCU Mumbai 2016 PDFDokument21 SeitenTrouble Shooting in Delayed Coker Unit Inspection Experience Gupta Sujith MRPL DCU Mumbai 2016 PDFFayaz MohammedNoch keine Bewertungen
- Bab 4 Pipe Manufacturing & WeldingDokument29 SeitenBab 4 Pipe Manufacturing & WeldingrWin doNoch keine Bewertungen
- Weld DefectsDokument61 SeitenWeld DefectsLokesh Kumar GuptaNoch keine Bewertungen
- Defects and Discontinuities: Raymund Talisic QC ManagerDokument78 SeitenDefects and Discontinuities: Raymund Talisic QC Managershaako5256Noch keine Bewertungen
- Defects AND DiscontinuitiesDokument49 SeitenDefects AND DiscontinuitiesMetalAnand ChelliahNoch keine Bewertungen
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDokument80 SeitenRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNoch keine Bewertungen
- IS800-10weld 162Dokument28 SeitenIS800-10weld 162Madhu RaghuNoch keine Bewertungen
- Work-Sheet-6g-Pipe Alloy PDFDokument4 SeitenWork-Sheet-6g-Pipe Alloy PDFRyanM.PradelNoch keine Bewertungen
- State of The Art of MicromachiningDokument15 SeitenState of The Art of MicromachiningSandeep SinghNoch keine Bewertungen
- Week No 3Dokument6 SeitenWeek No 3surajit biswasNoch keine Bewertungen
- 17A17BDokument10 Seiten17A17BburaqbarakahsbNoch keine Bewertungen
- 3 Welding Imperfections (Edited)Dokument80 Seiten3 Welding Imperfections (Edited)PraviBeetlesNoch keine Bewertungen
- Cutting Tiles MethodDokument2 SeitenCutting Tiles MethodImam MumtazNoch keine Bewertungen
- Welded Joint Concerns For Shock, Vibration & Fatigue: by Tom IrvineDokument26 SeitenWelded Joint Concerns For Shock, Vibration & Fatigue: by Tom IrvineJitendra ItankarNoch keine Bewertungen
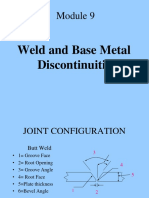
- Weld and Base Metal DiscontinuitiesDokument74 SeitenWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- TLL-Welding ImperfectionDokument43 SeitenTLL-Welding ImperfectionCanis Guk100% (1)
- Defects in Welds: PorosityDokument40 SeitenDefects in Welds: PorosityrohanNoch keine Bewertungen
- TR Fasteninings BrochureDokument6 SeitenTR Fasteninings BrochureSantosh KatkarNoch keine Bewertungen
- Arco SumergidoDokument16 SeitenArco SumergidoottopardoNoch keine Bewertungen
- Ws5-Metal CastingDokument20 SeitenWs5-Metal CastingEsala PereraNoch keine Bewertungen
- BMP (Class 06-Class 07) Casting 01-6-7Dokument28 SeitenBMP (Class 06-Class 07) Casting 01-6-7Asesh PramanikNoch keine Bewertungen
- Day 1Dokument47 SeitenDay 1vinay1999Noch keine Bewertungen
- Casting 3Dokument28 SeitenCasting 3Hoza EssamNoch keine Bewertungen
- Chapter 7 - (Welded Connections)Dokument73 SeitenChapter 7 - (Welded Connections)TobiNoch keine Bewertungen
- Wilhelmsen Ships Service - Unitor Welding Handbook PDFDokument561 SeitenWilhelmsen Ships Service - Unitor Welding Handbook PDFNaseer HydenNoch keine Bewertungen
- 2019 Packing ChecklistDokument1 Seite2019 Packing ChecklistMarcel BolovedeaNoch keine Bewertungen
- Handbook - Covered ElectrodesDokument1 SeiteHandbook - Covered ElectrodesMarcel BolovedeaNoch keine Bewertungen
- Bavaria en BA-MIG 307siDokument1 SeiteBavaria en BA-MIG 307siMarcel BolovedeaNoch keine Bewertungen
- Atlas Engineering Metals HandbookDokument136 SeitenAtlas Engineering Metals HandbookMatt KurtzeNoch keine Bewertungen
- Characterisation of Transverse Cold Cracking in Weld Metal of A H PDFDokument300 SeitenCharacterisation of Transverse Cold Cracking in Weld Metal of A H PDFcharanNoch keine Bewertungen
- Alex Felce (Oms) - The Importance of Bevel GeometryDokument24 SeitenAlex Felce (Oms) - The Importance of Bevel GeometryMarcel BolovedeaNoch keine Bewertungen
- WM 1020 01 PDFDokument48 SeitenWM 1020 01 PDFMarcel BolovedeaNoch keine Bewertungen
- Atlas Technical Handbook of SS Rev Aug 2013Dokument49 SeitenAtlas Technical Handbook of SS Rev Aug 2013timparker01Noch keine Bewertungen
- Valve MaterialsDokument1 SeiteValve MaterialsMarcel BolovedeaNoch keine Bewertungen
- TestDokument1 SeiteTestMarcel BolovedeaNoch keine Bewertungen
- 432e Hehb3125Dokument24 Seiten432e Hehb3125Maklin LimaNoch keine Bewertungen
- Improve Solids Handling: During Thermal DryingDokument5 SeitenImprove Solids Handling: During Thermal DryingHassan SleemNoch keine Bewertungen
- 304D TYK00743 TA1 - Excavator Inpection ReportDokument11 Seiten304D TYK00743 TA1 - Excavator Inpection ReportCesar Eduardo Contreras CastilloNoch keine Bewertungen
- Cambridge International Advanced Subsidiary and Advanced LevelDokument20 SeitenCambridge International Advanced Subsidiary and Advanced LevelGianra RadityaNoch keine Bewertungen
- 6 - Hydraulic Axial Forces Acting On A Francis RunnerDokument12 Seiten6 - Hydraulic Axial Forces Acting On A Francis RunnerYuriPasenkoNoch keine Bewertungen
- Steelwise Nov-2014 PDFDokument5 SeitenSteelwise Nov-2014 PDFJatinTankNoch keine Bewertungen
- MAK 2005 EnglDokument16 SeitenMAK 2005 EnglJorge Luis Reyes CarmeloNoch keine Bewertungen
- Wire Rope Hoist 2 TonDokument5 SeitenWire Rope Hoist 2 Tonafrozashirahatti20Noch keine Bewertungen
- Types of Plate and Their ApplicationDokument5 SeitenTypes of Plate and Their ApplicationHuda ShahNoch keine Bewertungen
- LPHX 55000 - FlowserveDokument12 SeitenLPHX 55000 - FlowserveAldy Dankers100% (1)
- Semi-Analytical Solutions of Non-Linear Differential Equations ArDokument137 SeitenSemi-Analytical Solutions of Non-Linear Differential Equations ArmmrmathsiubdNoch keine Bewertungen
- Leonardo Da VinciDokument2 SeitenLeonardo Da VinciDustin Remegio CasillanNoch keine Bewertungen
- Print: Check Another Roll NoDokument226 SeitenPrint: Check Another Roll NoBhati Rdx SurajNoch keine Bewertungen
- Perancangan Elevator Penumpang Pada Gedung Bertingkat Dengan Kapasitas 500 KG Di Yanglim Plaza MedanDokument11 SeitenPerancangan Elevator Penumpang Pada Gedung Bertingkat Dengan Kapasitas 500 KG Di Yanglim Plaza MedanWin ManikNoch keine Bewertungen
- Control Valve Calibration Procedure Fisher HC6010 PDFDokument14 SeitenControl Valve Calibration Procedure Fisher HC6010 PDFAnonymous JwOs90v6TUNoch keine Bewertungen
- Hypermotard en MY14Dokument150 SeitenHypermotard en MY14Yuri FabresNoch keine Bewertungen
- Manual HaulotteDokument82 SeitenManual HaulotteRock Saybolt100% (3)
- 2018 Papers: Isbn: 978-1-64353-065-9Dokument1 Seite2018 Papers: Isbn: 978-1-64353-065-9gioNoch keine Bewertungen
- NT 2180 GKDokument3 SeitenNT 2180 GKJean Christiam Zegarra SoloNoch keine Bewertungen
- The Implementation of API RP 1102 Code To Evaluate Gas Pipeline Road CrossingDokument10 SeitenThe Implementation of API RP 1102 Code To Evaluate Gas Pipeline Road CrossingRagil Siswo UtomoNoch keine Bewertungen
- Mechanical Properties of Wood and SteelDokument2 SeitenMechanical Properties of Wood and SteelritolabNoch keine Bewertungen
- Tecumseh Model Tvs90 43000a Parts ListDokument7 SeitenTecumseh Model Tvs90 43000a Parts ListCalo2773Noch keine Bewertungen
- DA42 VI SystemsDokument188 SeitenDA42 VI SystemsBen DoverNoch keine Bewertungen
- QF Qa 30 Visual Dimension Final Inspection ReportDokument8 SeitenQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiNoch keine Bewertungen
- CTMS Example - Motor Position Control ModelingDokument4 SeitenCTMS Example - Motor Position Control ModelingKartik DetrojaNoch keine Bewertungen
- 6-4.11.2. Differential Pressure TestDokument8 Seiten6-4.11.2. Differential Pressure TestCharles PereiraNoch keine Bewertungen
- MHI Multi - 20R01EDokument88 SeitenMHI Multi - 20R01EMinh PhatNoch keine Bewertungen
- F & M Act 1967 and Regulations For Steam Boilers PDFDokument19 SeitenF & M Act 1967 and Regulations For Steam Boilers PDFأمير حارثNoch keine Bewertungen
- INFRA Water QMS MIS Report - SEP 2020Dokument57 SeitenINFRA Water QMS MIS Report - SEP 2020Kumar AbhishekNoch keine Bewertungen
- PTP Pre Insulated Pipe Supports CatalogDokument206 SeitenPTP Pre Insulated Pipe Supports Catalogklich77Noch keine Bewertungen