Das könnte Ihnen auch gefallen
- Stig-Tarea Final Andres A. Martinez Meza 1279318Dokument9 SeitenStig-Tarea Final Andres A. Martinez Meza 1279318Andres Martinez Meza50% (2)
- Construcción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Dokument11 SeitenConstrucción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Cesar CB100% (3)
- BorradorDokument19 SeitenBorradorRodmi Torres Peralta100% (1)
- Informe 1 Inspeccion de Soldaduras en Tuberias Api 5LDokument9 SeitenInforme 1 Inspeccion de Soldaduras en Tuberias Api 5Lmarco antonioNoch keine Bewertungen
- WPS-PQR API 1104Dokument18 SeitenWPS-PQR API 1104DuverlyOrlandoMattaVásquez100% (1)
- BorradorDokument15 SeitenBorradorRodmi Torres Peralta100% (1)
- Procedimiento Api 1104 TipobDokument25 SeitenProcedimiento Api 1104 TipobBZ Percy86% (7)
- Trabajo TuberiaDokument7 SeitenTrabajo TuberiaDaniel Villanueva CastilloNoch keine Bewertungen
- Informe 1 PlantillaDokument15 SeitenInforme 1 PlantillaJorge Morales100% (1)
- Mccu-207 TrabajofinalDokument3 SeitenMccu-207 TrabajofinalEddie Azurza Barrientos50% (2)
- CaldereriaDokument6 SeitenCaldereriaVerenice Milenca Verenice Milenca100% (1)
- WPQ-WPS-PQR - CCDC-API 1104 - 1ra REV PDFDokument5 SeitenWPQ-WPS-PQR - CCDC-API 1104 - 1ra REV PDFGiovanni AguaisNoch keine Bewertungen
- Ejercicios Mezcla Rapida - Mezcla LentaDokument6 SeitenEjercicios Mezcla Rapida - Mezcla LentaJunior Steven Solorzano Fabian57% (7)
- Tr1 Estructuras MDokument8 SeitenTr1 Estructuras MSthuard Snayder Trillo AybarNoch keine Bewertungen
- Informe 2 InspecsoldDokument5 SeitenInforme 2 InspecsoldShary SilvaNoch keine Bewertungen
- Cómo Influye La Polaridad en La Penetración Del Material yDokument4 SeitenCómo Influye La Polaridad en La Penetración Del Material yRodmi Torres Peralta73% (15)
- Fcaw TR1Dokument10 SeitenFcaw TR1takeo Ramos chaconNoch keine Bewertungen
- Preguntas PlanosDokument6 SeitenPreguntas PlanosPablo Jonathan Aguilar Namoc100% (2)
- tr1 Soldadura Mig MagDokument12 Seitentr1 Soldadura Mig MagKisley GarciaNoch keine Bewertungen
- Soldadura de Tuberia en Proceso Tig PDFDokument215 SeitenSoldadura de Tuberia en Proceso Tig PDFnaxars100% (1)
- 7 Ejercicios SimbologíaDokument3 Seiten7 Ejercicios SimbologíaMau Atenas PerezNoch keine Bewertungen
- Mccu Mccu-221 TrabajofinalDokument11 SeitenMccu Mccu-221 TrabajofinalMax MP100% (2)
- Tr1 Lectura de PlanosDokument6 SeitenTr1 Lectura de PlanosJuancitho Cardenas0% (1)
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDokument3 SeitenJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoNoch keine Bewertungen
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDokument43 SeitenPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Noch keine Bewertungen
- BorradorDokument2 SeitenBorradorRodmi Torres PeraltaNoch keine Bewertungen
- Examen 1 Sistema de TuberíasDokument5 SeitenExamen 1 Sistema de TuberíasFabian GoyenagaNoch keine Bewertungen
- Fcaw TR1Dokument12 SeitenFcaw TR1takeo Ramos chaconNoch keine Bewertungen
- Cuaderno de Informes Sem 3 SeDokument19 SeitenCuaderno de Informes Sem 3 SeRODRIGO ARTURO ESQUIVEL JIMENEZ100% (1)
- Proceso MCAWDokument41 SeitenProceso MCAWwgomez_17554367% (6)
- Caso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoDokument4 SeitenCaso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoHugo Ferro Cuellar50% (2)
- Cuáles Son Los Fundamentos de La Soldadura Por Arco Con Electrodo Tubular y Qué Aplicaciones Industriales TieneDokument4 SeitenCuáles Son Los Fundamentos de La Soldadura Por Arco Con Electrodo Tubular y Qué Aplicaciones Industriales TieneCristian Quispe0% (1)
- Calificacion y Procedimientos API 1104Dokument56 SeitenCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- Foro TemáticoDokument3 SeitenForo TemáticoRigel OriónNoch keine Bewertungen
- Mccu - Mccu-222 - Trabajofinal Rios Cruz BrunoDokument5 SeitenMccu - Mccu-222 - Trabajofinal Rios Cruz BrunoAndre CruzNoch keine Bewertungen
- Castillo Rita Inf1Dokument9 SeitenCastillo Rita Inf1Waldo AtNoch keine Bewertungen
- Cuaderno de Informes Final MIG MAGDokument25 SeitenCuaderno de Informes Final MIG MAGFranco RSNoch keine Bewertungen
- Tesis para El SENATI (VºBº) ...Dokument79 SeitenTesis para El SENATI (VºBº) ...Aldo Aspilcueta Caya100% (4)
- Microsoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Dokument49 SeitenMicrosoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Lizandro Umberto Inga50% (2)
- Presentación 1Dokument12 SeitenPresentación 1JOSE DALTON67% (9)
- Entregable TigDokument8 SeitenEntregable TigJose PENoch keine Bewertungen
- Entregable 2 AldairDokument13 SeitenEntregable 2 AldairAldair Emerson Paredes Blas100% (1)
- TR - Tig (Gmaw)Dokument11 SeitenTR - Tig (Gmaw)Alexis Peña100% (1)
- Preguntas Foro de Lectura de PlanoDokument4 SeitenPreguntas Foro de Lectura de PlanoRODRIGO ARTURO ESQUIVEL JIMENEZ100% (1)
- Grupo4 Inf2Dokument21 SeitenGrupo4 Inf2Brian Cherres CastañedaNoch keine Bewertungen
- TR2 Tecnologia de La SoldaduraDokument9 SeitenTR2 Tecnologia de La SoldaduradelhuXD xNoch keine Bewertungen
- Introduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Dokument35 SeitenIntroduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Arnold Ochochoque Arcos100% (1)
- Avance Del Foro Plasma 2Dokument2 SeitenAvance Del Foro Plasma 2delhuXD xNoch keine Bewertungen
- Metodología para La Elaboración Del Procedimiento de SoldaduraDokument13 SeitenMetodología para La Elaboración Del Procedimiento de SoldaduraYon Lopez GonzalesNoch keine Bewertungen
- Tema 10 - Soldadura TIGDokument36 SeitenTema 10 - Soldadura TIGCarlos Quispe Martinez100% (1)
- Mecánica de Banco y Ajuste 1Dokument5 SeitenMecánica de Banco y Ajuste 1Alexander M Sallo50% (2)
- WPS Tuberia API 5L X65 Diametro Mayor de 12 in PDFDokument7 SeitenWPS Tuberia API 5L X65 Diametro Mayor de 12 in PDFArmando JoyaNoch keine Bewertungen
- Preparacion para Examen Tubero Costa-FueraDokument7 SeitenPreparacion para Examen Tubero Costa-FueracarlosariaseNoch keine Bewertungen
- Especificaciones Del Procedimiento de Soldadura - WPSDokument6 SeitenEspecificaciones Del Procedimiento de Soldadura - WPSByron Montejo0% (1)
- Formato Alumno Trabajo Final - Fcaw - Coila S.Dokument10 SeitenFormato Alumno Trabajo Final - Fcaw - Coila S.Andrea C'S100% (1)
- Api 1104Dokument102 SeitenApi 1104RENE QUISPE100% (3)
- ASME IX VariablesDokument13 SeitenASME IX Variablesjuan manrique0% (1)
- PREGUNTAS ASME - Con Respuestas - 2011aDokument9 SeitenPREGUNTAS ASME - Con Respuestas - 2011aBZ Percy100% (2)
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Dokument1 SeiteWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Ensayos SoldaduraDokument13 SeitenEnsayos SoldaduraDaniel SabinoNoch keine Bewertungen
- Calificación de Apuntaladores de SoldaduraDokument2 SeitenCalificación de Apuntaladores de Soldaduraklapton1276Noch keine Bewertungen
- Informe de Contruccion de La Derivacion de TuberiaDokument10 SeitenInforme de Contruccion de La Derivacion de TuberiaElizabeth Irene Rimachi TturucoNoch keine Bewertungen
- Unidad 13Dokument11 SeitenUnidad 13Elizabeth Irene Rimachi TturucoNoch keine Bewertungen
- PFC Amitrano Maxime PDFDokument76 SeitenPFC Amitrano Maxime PDFElizabeth Irene Rimachi TturucoNoch keine Bewertungen
- Informe N°6RESISTENCIA VARIABLEDokument5 SeitenInforme N°6RESISTENCIA VARIABLEElizabeth Irene Rimachi TturucoNoch keine Bewertungen
- Determinacion Gravimetrica de Cloro en Un Cloruro SolubleDokument6 SeitenDeterminacion Gravimetrica de Cloro en Un Cloruro SolubleJuan GranadosNoch keine Bewertungen
- GPRS ArduinoDokument40 SeitenGPRS ArduinoBoris PQNoch keine Bewertungen
- AlcaldeDokument13 SeitenAlcaldeSergii KarpenkoNoch keine Bewertungen
- MoliendaDokument24 SeitenMoliendaDiego MasiasNoch keine Bewertungen
- Tratamiento de Aguas Residuales Mediante Evaporadores Al VacíoDokument4 SeitenTratamiento de Aguas Residuales Mediante Evaporadores Al VacíoFredi Cari CarreraNoch keine Bewertungen
- Prom ArtDokument2 SeitenProm ArtJose Adelmo Peralta VeraNoch keine Bewertungen
- Exed TodosDokument3 SeitenExed TodosDaniel PardoNoch keine Bewertungen
- Ejemplo Plato Divisor ResueltoDokument4 SeitenEjemplo Plato Divisor ResueltoSara100% (1)
- Proyecto de Ciencias NaturalesDokument9 SeitenProyecto de Ciencias NaturalesRodolfo ruizNoch keine Bewertungen
- Guía de Actividades y Rúbrica de Evaluación - Tarea 4 - Práctica de LaboratorioDokument15 SeitenGuía de Actividades y Rúbrica de Evaluación - Tarea 4 - Práctica de LaboratorioRichard Mejia Acevedo0% (1)
- Extracion de Adn PDFDokument20 SeitenExtracion de Adn PDFElizabeth Clorinda Huaman EleraNoch keine Bewertungen
- Laboratorio 2Dokument22 SeitenLaboratorio 2jholorteguir1Noch keine Bewertungen
- S15 (07.JuLio) .CALOR. Final. DESARROLLADODokument62 SeitenS15 (07.JuLio) .CALOR. Final. DESARROLLADOkael TahoNoch keine Bewertungen
- Ficha de Seguridad Del POLIURETANODokument8 SeitenFicha de Seguridad Del POLIURETANOlinaNoch keine Bewertungen
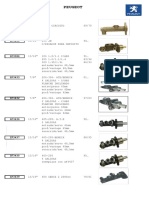
- PeugeotDokument30 SeitenPeugeotאליהו אסתי אנדרדNoch keine Bewertungen
- Especificaciones TVSDokument1 SeiteEspecificaciones TVSredir777Noch keine Bewertungen
- Primer Informe de Mecanica de SuelosDokument14 SeitenPrimer Informe de Mecanica de SuelosWilder Terán TejadaNoch keine Bewertungen
- Calidad AguaDokument84 SeitenCalidad AguaNatalia BarrientosNoch keine Bewertungen
- 16.2.manual Entrenamiento DVM Pro - 2015Dokument85 Seiten16.2.manual Entrenamiento DVM Pro - 2015Raul Jaime Flores GuardiaNoch keine Bewertungen
- Compresores de Audio - FinalDokument8 SeitenCompresores de Audio - FinalLukana Marko Magne100% (1)
- Page 0256Dokument1 SeitePage 0256MSANTOS RodriguezNoch keine Bewertungen
- Elisa Duarte CuadroComparativo Actividad.1.1Dokument2 SeitenElisa Duarte CuadroComparativo Actividad.1.1elisa duarte100% (1)
- Investigacion de Operaciones Aplicaciones y Algoritmos Wayne L. Winston 4ta EDDokument1.440 SeitenInvestigacion de Operaciones Aplicaciones y Algoritmos Wayne L. Winston 4ta EDM4N3L150% (2)
- Silabo Cultura AmbientalDokument5 SeitenSilabo Cultura AmbientalJORGE LUIS IDROGO PEREZNoch keine Bewertungen
- U1-Conducción en Estado EstableDokument20 SeitenU1-Conducción en Estado EstableAlex MeloNoch keine Bewertungen
- Estabilización de Suelos-PERRIDokument62 SeitenEstabilización de Suelos-PERRIAndrea CavallinNoch keine Bewertungen
- Trabajo Rio de RectaDokument1 SeiteTrabajo Rio de RectaOrlando Guevara CamposNoch keine Bewertungen
- Clase 8. Diseño de Mezcla de ConcretoDokument51 SeitenClase 8. Diseño de Mezcla de ConcretoEddie Jara SanchezNoch keine Bewertungen
- Sistema de Abastecimiento de Agua para Altos Caudales (SAAC) - 2016 PDFDokument19 SeitenSistema de Abastecimiento de Agua para Altos Caudales (SAAC) - 2016 PDFBauroNoch keine Bewertungen