Das könnte Ihnen auch gefallen
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Sulphur Recovery General Information 1694472166Dokument51 SeitenSulphur Recovery General Information 1694472166Basith BasheerNoch keine Bewertungen
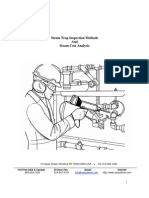
- Steam Trap ManualDokument61 SeitenSteam Trap Manualbarrysmith77Noch keine Bewertungen
- SpiraxSarco-B11-Steam TrappingDokument122 SeitenSpiraxSarco-B11-Steam Trappingdanenic100% (4)
- Steam TrapDokument76 SeitenSteam TrapAhmed RamzyNoch keine Bewertungen
- Operation LNG TankDokument4 SeitenOperation LNG TankpramodtryNoch keine Bewertungen
- Introduction To ReliefsDokument50 SeitenIntroduction To Reliefsthiviya100% (1)
- SERIES 40/40D AND C250/260: Yarway Process Thermodynamic Steam TrapsDokument8 SeitenSERIES 40/40D AND C250/260: Yarway Process Thermodynamic Steam TrapsEngr Mohammad FarhanNoch keine Bewertungen
- Steam TrapDokument10 SeitenSteam TrapvictorvikramNoch keine Bewertungen
- CFBC Boiler SOPDokument18 SeitenCFBC Boiler SOPgangatharanNoch keine Bewertungen
- Installation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsDokument8 SeitenInstallation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsJosé LuísNoch keine Bewertungen
- Process Thermodynamic Steam Trap PDFDokument9 SeitenProcess Thermodynamic Steam Trap PDFhirenkumar patelNoch keine Bewertungen
- Orals PDFDokument36 SeitenOrals PDFAustin UdofiaNoch keine Bewertungen
- Sop For Refractory Dry OutDokument5 SeitenSop For Refractory Dry OutRakesh VermaNoch keine Bewertungen
- Unit OperationsDokument54 SeitenUnit OperationsAnonymous vrKMTsa5qNoch keine Bewertungen
- Yawmc 0442 Us YarwayDokument20 SeitenYawmc 0442 Us YarwayGUZMANNoch keine Bewertungen
- Hgpi 2015 ReportDokument33 SeitenHgpi 2015 ReportFahim KazmiNoch keine Bewertungen
- Steam TrapsDokument5 SeitenSteam TrapsAdel Suker100% (1)
- Generator OverhaulingDokument26 SeitenGenerator OverhaulinglrpatraNoch keine Bewertungen
- Philips Kiln ServicesDokument20 SeitenPhilips Kiln ServicesAbul Qasim QasimNoch keine Bewertungen
- Wide Range of Steam Traps That Provide Consistent Performance in Less Than Perfect ConditionsDokument20 SeitenWide Range of Steam Traps That Provide Consistent Performance in Less Than Perfect ConditionsfarooqdewaNoch keine Bewertungen
- ControTrace Vs Jacketed Piping enDokument3 SeitenControTrace Vs Jacketed Piping enYoung-seok Hwang100% (1)
- Facility Cooldown PDFDokument4 SeitenFacility Cooldown PDFMubarik AliNoch keine Bewertungen
- SOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingDokument10 SeitenSOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingsaadNoch keine Bewertungen
- Flare SystemDokument17 SeitenFlare Systemsugeng wahyudiNoch keine Bewertungen
- TB38 Hot WorkDokument2 SeitenTB38 Hot WorkAndrei KrivdaNoch keine Bewertungen
- The Importance of Intensive Steam Trap ManagementDokument4 SeitenThe Importance of Intensive Steam Trap ManagementRobert MontoyaNoch keine Bewertungen
- VDZ 3 5 En-Bypass SystemsDokument22 SeitenVDZ 3 5 En-Bypass SystemsAndreea Ștefura100% (3)
- Steam Trap Selection GuideDokument5 SeitenSteam Trap Selection GuidecordobaluisfNoch keine Bewertungen
- Steam Tracing and Relevant UsageDokument3 SeitenSteam Tracing and Relevant UsageKalpeshNoch keine Bewertungen
- 1 Boiler Cold Start UpDokument77 Seiten1 Boiler Cold Start UpSiddhant Satpathy100% (1)
- Steam SafetyDokument2 SeitenSteam SafetyHendra RiyadiNoch keine Bewertungen
- Inert Gas OverviewDokument6 SeitenInert Gas OverviewRahulChoudharyNoch keine Bewertungen
- Steam Blowing: Technical BulletinDokument3 SeitenSteam Blowing: Technical BulletinCartila MawratiNoch keine Bewertungen
- 1A) Exhaust Gas Cooler, Exhaust Plenum & Outlet BoxDokument2 Seiten1A) Exhaust Gas Cooler, Exhaust Plenum & Outlet BoxSonthi MooljindaNoch keine Bewertungen
- Boiler Technical TermsDokument44 SeitenBoiler Technical Termskeerthi dayarathnaNoch keine Bewertungen
- Steam Line Blowing Procedure GeneralDokument5 SeitenSteam Line Blowing Procedure GenerallovegrkNoch keine Bewertungen
- 150 Chemical Engineering Interview QuestionsDokument40 Seiten150 Chemical Engineering Interview QuestionsCheenee SiringanNoch keine Bewertungen
- 308 HRSG 2Dokument5 Seiten308 HRSG 2Eduardo Sarria SuazoNoch keine Bewertungen
- A Review of Onshore Flare Systems PLVDokument9 SeitenA Review of Onshore Flare Systems PLVPhilippe LAVOISIERNoch keine Bewertungen
- 27 July - The Steam and Condensate Loop - Spirax SarcoDokument8 Seiten27 July - The Steam and Condensate Loop - Spirax SarcoMalik DaniyalNoch keine Bewertungen
- 104 Final PaperDokument16 Seiten104 Final PaperJeeEianYannNoch keine Bewertungen
- Trainee Name: Trainee Engineer Mechanical Maintenance DeptDokument50 SeitenTrainee Name: Trainee Engineer Mechanical Maintenance DeptAdnan119Noch keine Bewertungen
- Steam Trap Inspection Guide PDFDokument8 SeitenSteam Trap Inspection Guide PDFchanayire100% (1)
- A Report of Training in ONGCDokument52 SeitenA Report of Training in ONGCtarunbnsl81% (16)
- Auto Start GuidelinesDokument7 SeitenAuto Start GuidelinesBabar Priyadi Mugi HangganaNoch keine Bewertungen
- 10.04a PR RFR P06 21Dokument15 Seiten10.04a PR RFR P06 21rupesh soniNoch keine Bewertungen
- Bladder Accum - Gas PermeationDokument6 SeitenBladder Accum - Gas Permeationahbipn1Noch keine Bewertungen
- Maintenance of Steam Turbines 17 JUNDokument31 SeitenMaintenance of Steam Turbines 17 JUNcristobal_tl2277Noch keine Bewertungen
- Safe Flare System Design: John Zink CompanyDokument10 SeitenSafe Flare System Design: John Zink CompanyAniket S Jadhav100% (3)
- TEN Project Dilpoma CLGDokument13 SeitenTEN Project Dilpoma CLGJoshua KondkarNoch keine Bewertungen
- Operation and Maintenance of Boilers: Prepared byDokument22 SeitenOperation and Maintenance of Boilers: Prepared byZAHID HUSSAIN100% (1)
- Flares - Types, Parts, Components, Operation and TroubleshootingDokument27 SeitenFlares - Types, Parts, Components, Operation and TroubleshootingBahaa AbdelnasserNoch keine Bewertungen
- Section-IV Shutdown Rev4Dokument12 SeitenSection-IV Shutdown Rev4Balasubramanian CNoch keine Bewertungen
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsVon EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsBewertung: 5 von 5 Sternen5/5 (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Gas Sweetening and Processing Field ManualVon EverandGas Sweetening and Processing Field ManualBewertung: 4 von 5 Sternen4/5 (7)
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsVon EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNoch keine Bewertungen
- Design Project Group 3-2019: Production Summary Safety EconomicsDokument1 SeiteDesign Project Group 3-2019: Production Summary Safety EconomicsEhtıram SeyıdovNoch keine Bewertungen
- TB FCC Off-Gas V1-ENDokument22 SeitenTB FCC Off-Gas V1-ENEhtıram SeyıdovNoch keine Bewertungen
- Packed Amine Absorber Simulation Tracks Plant PerformanceDokument14 SeitenPacked Amine Absorber Simulation Tracks Plant Performancematrix69Noch keine Bewertungen
- Productsheet Diesel Particulate Filter CleaningDokument2 SeitenProductsheet Diesel Particulate Filter CleaningEhtıram SeyıdovNoch keine Bewertungen
- 17 White Fang PDFDokument9 Seiten17 White Fang PDFHande HaciogluNoch keine Bewertungen
- Project Outlines 2017Dokument6 SeitenProject Outlines 2017Ehtıram SeyıdovNoch keine Bewertungen
- 7 GlossaryDokument8 Seiten7 GlossaryEhtıram SeyıdovNoch keine Bewertungen
- 04 DragonheartDokument14 Seiten04 Dragonhearthicran2013Noch keine Bewertungen
- Thermodynam TasksDokument1 SeiteThermodynam TasksEhtıram SeyıdovNoch keine Bewertungen
- An Overview of Advanced Materials For Hydrogen StorageDokument4 SeitenAn Overview of Advanced Materials For Hydrogen StorageGopakumarKuttappanNoch keine Bewertungen
- An Overview of Advanced Materials For Hydrogen StorageDokument4 SeitenAn Overview of Advanced Materials For Hydrogen StorageGopakumarKuttappanNoch keine Bewertungen
- 7Dokument81 Seiten7Alberto Fonseca UribeNoch keine Bewertungen
- A State-Of-The-Art Review of Mixing in Microfluidic MixersDokument14 SeitenA State-Of-The-Art Review of Mixing in Microfluidic MixersMatteo RizzottoNoch keine Bewertungen
- Unit-II - Lectures-Notes-Modeling of ReactorsDokument47 SeitenUnit-II - Lectures-Notes-Modeling of ReactorsMohammad JunaidNoch keine Bewertungen
- Bioreactor Configuration: Submitted To-Dr.R.S.Singh Submitted By-Benaf Kathuria MSC (Hon'S) Biotechnology Roll No-18010013Dokument35 SeitenBioreactor Configuration: Submitted To-Dr.R.S.Singh Submitted By-Benaf Kathuria MSC (Hon'S) Biotechnology Roll No-18010013Jot SainiNoch keine Bewertungen
- Soal Chapter 21Dokument5 SeitenSoal Chapter 2121-096 Kharisma Theresia Adelina ButarButarNoch keine Bewertungen
- Near-Miss A Tool For Integrated Safety Health EnviDokument18 SeitenNear-Miss A Tool For Integrated Safety Health EnviAgung SanjayaNoch keine Bewertungen
- Superpro TutorialDokument25 SeitenSuperpro TutorialAhmed AliNoch keine Bewertungen
- Production of Mono Ethylene Glycol by Hy PDFDokument2 SeitenProduction of Mono Ethylene Glycol by Hy PDFAysha AlobeidliNoch keine Bewertungen
- Module 06 Plug Flow Reactor (PFR)Dokument4 SeitenModule 06 Plug Flow Reactor (PFR)Farah -HNoch keine Bewertungen
- Seider Solucionario Capitulo 7Dokument30 SeitenSeider Solucionario Capitulo 7Geovanny J.Noch keine Bewertungen
- HAZOP Centrifuge and DryerDokument82 SeitenHAZOP Centrifuge and Dryercharmerds0% (1)
- Nilai K PDFDokument6 SeitenNilai K PDFRisma C. AstariniNoch keine Bewertungen
- 1 s2.0 S0009250900004930 MainDokument21 Seiten1 s2.0 S0009250900004930 MainPriyam NayakNoch keine Bewertungen
- Tutorial 4 1Dokument13 SeitenTutorial 4 1Alvin TingNoch keine Bewertungen
- Carbon Deposition in Heterogeneous Catalysis: © 2012 COMSOL. All Rights ReservedDokument11 SeitenCarbon Deposition in Heterogeneous Catalysis: © 2012 COMSOL. All Rights ReservedPedram Ghasemi NejadNoch keine Bewertungen
- MSG - FermenterDokument23 SeitenMSG - FermenterkennethmsorianoNoch keine Bewertungen
- Uhde Brochures PDF en 8Dokument24 SeitenUhde Brochures PDF en 8Frank Pocomucha Gallardo100% (1)
- Salt Precipitation and Scale Control in Supercritical Water Oxidation-Part B: Commercial/full-Scale ApplicationsDokument24 SeitenSalt Precipitation and Scale Control in Supercritical Water Oxidation-Part B: Commercial/full-Scale ApplicationsOmer Bin HussainNoch keine Bewertungen
- Complete Thesis ReportDokument98 SeitenComplete Thesis ReportAqsa chNoch keine Bewertungen
- IndexDokument19 SeitenIndexinstrutechNoch keine Bewertungen
- Bercic-1993-Catalytic Dehydration of MethanolDokument7 SeitenBercic-1993-Catalytic Dehydration of MethanolIonut BanuNoch keine Bewertungen
- Type of Reactor UsedDokument7 SeitenType of Reactor UsedAzrul Sofi100% (1)
- Alkylation Reactor (R-01) PDFDokument38 SeitenAlkylation Reactor (R-01) PDFJanela Audra Marie ArcaNoch keine Bewertungen
- Cheng 323 Chap 4Dokument82 SeitenCheng 323 Chap 4Faisal Mumtaz100% (2)
- CBB3024 Flowsheeting 1Dokument93 SeitenCBB3024 Flowsheeting 1Yunaida YusoffNoch keine Bewertungen
- Methanol To Formaldehyde Reaction in Fluidized Bed ReactorDokument9 SeitenMethanol To Formaldehyde Reaction in Fluidized Bed ReactorAmAyAXNoch keine Bewertungen
- Integrated Design Project: CDB 2013 Separation Process I CDB 2043 Reaction EngineeringDokument34 SeitenIntegrated Design Project: CDB 2013 Separation Process I CDB 2043 Reaction EngineeringMuhammad AnwarNoch keine Bewertungen
- Torftech Literature - CompleteDokument28 SeitenTorftech Literature - CompleteGeorge Van BommelNoch keine Bewertungen
- PRO II 8.1 - User GuideDokument407 SeitenPRO II 8.1 - User GuideIvan Cahuantzi100% (1)
- Bio FertilizerDokument105 SeitenBio FertilizerErraFatiha50% (2)